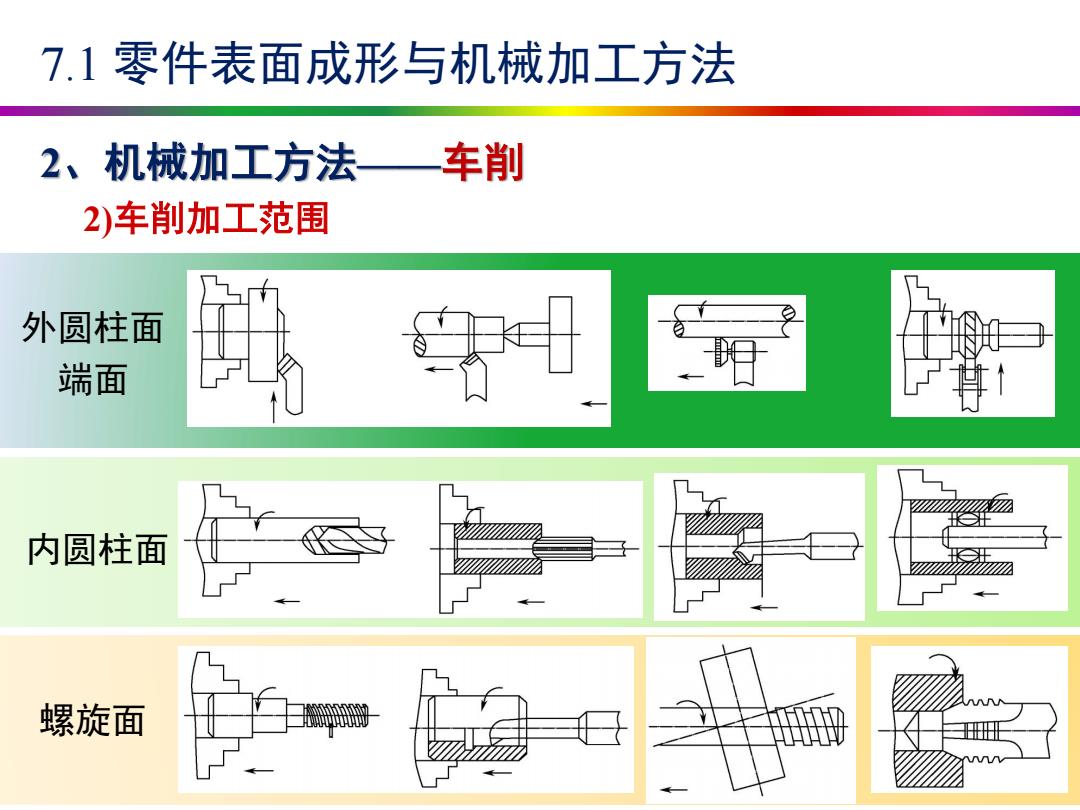
7.1零件表面成形与机械加工方法 2、机械加工方法 一车削 2)车削加工范围 外圆柱面 端面 内圆柱面 螺旋面 nnun
2、机械加工方法——车削 7.1 零件表面成形与机械加工方法 外圆柱面 端面 内圆柱面 螺旋面 2)车削加工范围
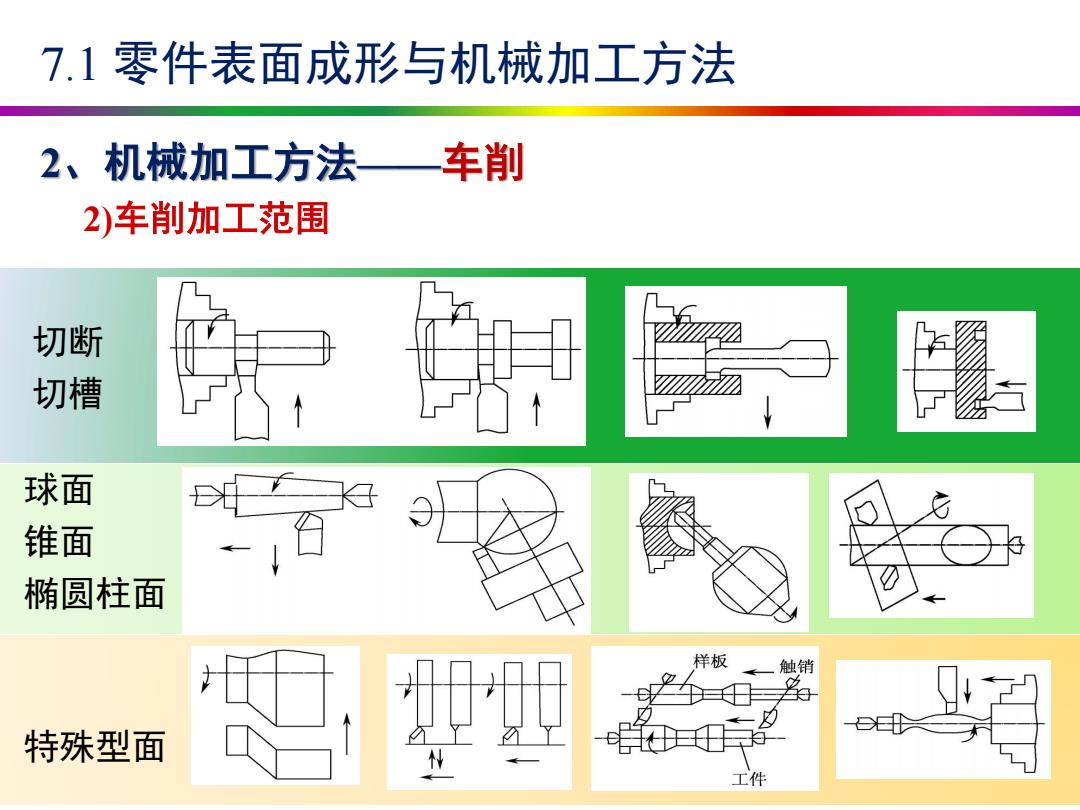
7.1零件表面成形与机械加工方法 2、机械加工方法 —车削 2)车削加工范围 切断 切槽 球面 锥面 椭圆柱面 样板 一触销 2ǒ 特殊型面 工件
2、机械加工方法——车削 7.1 零件表面成形与机械加工方法 2)车削加工范围 切断 切槽 球面 锥面 椭圆柱面 特殊型面
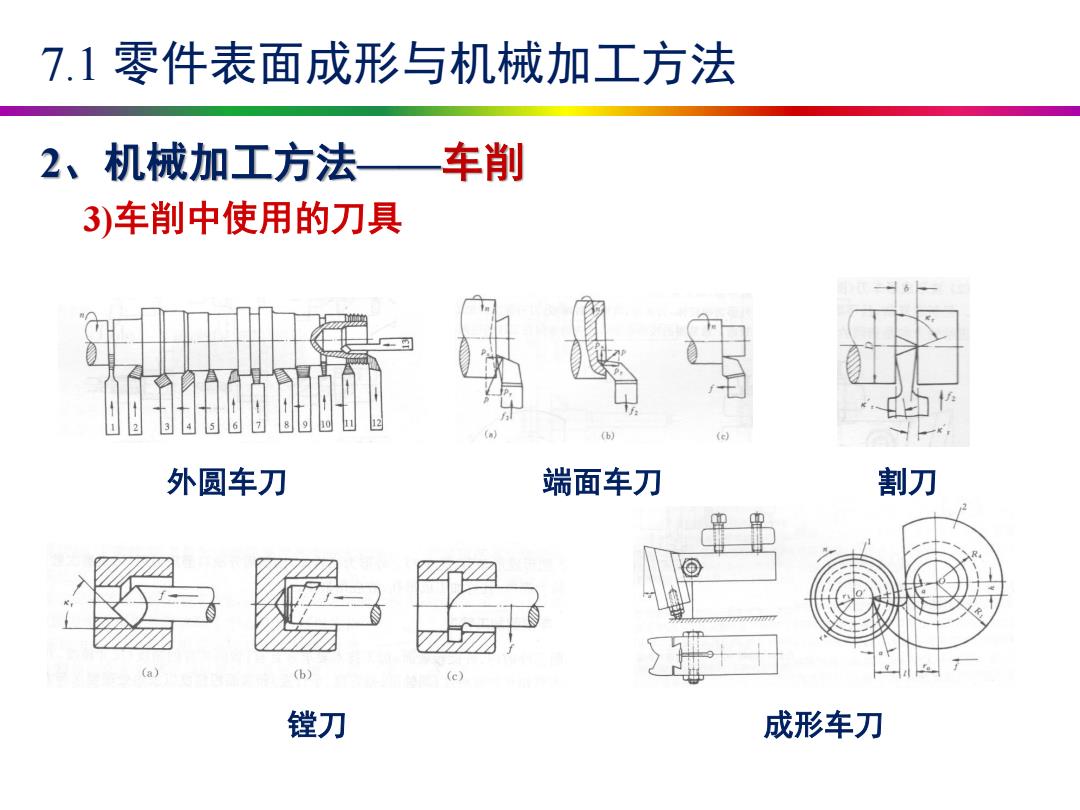
7.1零件表面成形与机械加工方法 2、机械加工方法 —车削 3)车削中使用的刀具 (b) 外圆车刀 端面车刀 割刀 (a) (b) (e) 镗刀 成形车刀
7.1 零件表面成形与机械加工方法 外圆车刀 镗刀 成形车刀 端面车刀 割刀 2、机械加工方法——车削 3)车削中使用的刀具
7.1零件表面成形与机械加工方法 2、机械加工方法 铣削 1)铣削工艺特点 生产率较高:多齿工作,旋转运动利于高速铣削。 1容易产生振动:由于多齿的切入、切出,切削厚度变化,形成冲击,切 削过程不稳定,易产生振动。 ■刀齿散热条件较好:多齿工作,每个齿间隙时间,可以得到一定冷却, 散热条件较好。 加工经济精度:IT8-IT7,Ra6.3-0.8μm。 加工应用广泛:普通铣削一般只能加工平面,用成形铣刀也可加工出固 定的曲面;用数控铣床可铣出复杂曲面
7.1 零件表面成形与机械加工方法 2、机械加工方法——铣削 1)铣削工艺特点 ◼ 生产率较高:多齿工作,旋转运动利于高速铣削。 ◼ 容易产生振动:由于多齿的切入、切出,切削厚度变化,形成冲击,切 削过程不稳定,易产生振动。 ◼ 刀齿散热条件较好:多齿工作,每个齿间隙时间,可以得到一定冷却, 散热条件较好。 ◼ 加工经济精度:IT8-IT7, Ra 6.3-0.8μm。 ◼ 加工应用广泛:普通铣削一般只能加工平面,用成形铣刀也可加工出固 定的曲面;用数控铣床可铣出复杂曲面
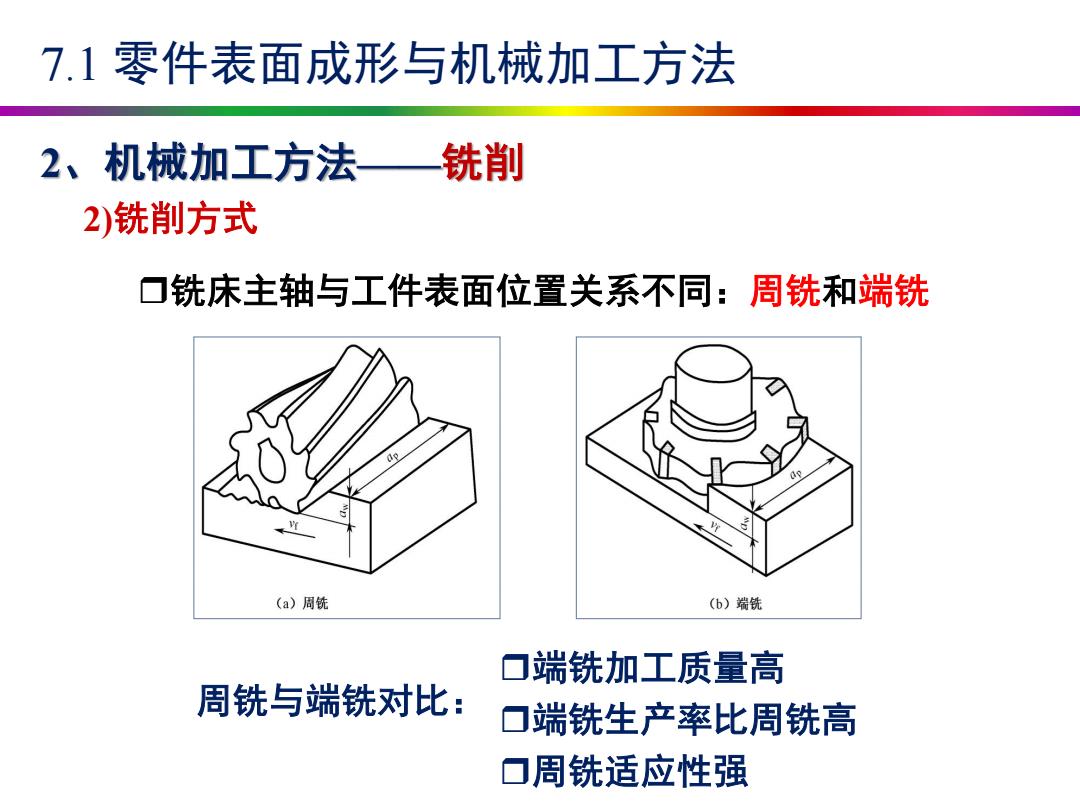
7.1零件表面成形与机械加工方法 2、机械加工方法一 铣削 2)铣削方式 口铣床主轴与工件表面位置关系不同:周铣和端铣 (a)周铣 (b)端铣 口端铣加工质量高 周铣与端铣对比: ▣端铣生产率比周铣高 口周铣适应性强
7.1 零件表面成形与机械加工方法 2、机械加工方法——铣削 2)铣削方式 铣床主轴与工件表面位置关系不同:周铣和端铣 周铣与端铣对比: 端铣加工质量高 端铣生产率比周铣高 周铣适应性强