3.4典型数控功能原理及实现 3.4.1机床的控制功能需求 基本控制功能 ●运动控制 -单轴运动控制(点位、速度) -多轴联动控制(路径、比例) 运动控制用什么语言? ●I/O控制 -开关量 一模拟量 -脉冲量 数字量 /0(逻辑)控制用什么语言? 6
6 3.4.1 机床的控制功能需求 基本控制功能 运动控制 –单轴运动控制 (点位 、速度 ) –多轴联动控制 (路径 、比例 ) –运动控制用什么语言 ? I/O控制 –开关量 –模拟量 –脉冲量 –数字量 –I/O(逻辑 )控制用什么语言 ? 3.4 典型数控功能原理及实现
3.4典型数控功能原理及实现 3.4.2插补功能 Bnc'wasm 用 G92 XO ZO G91G01Z-100F200 G01X100 7
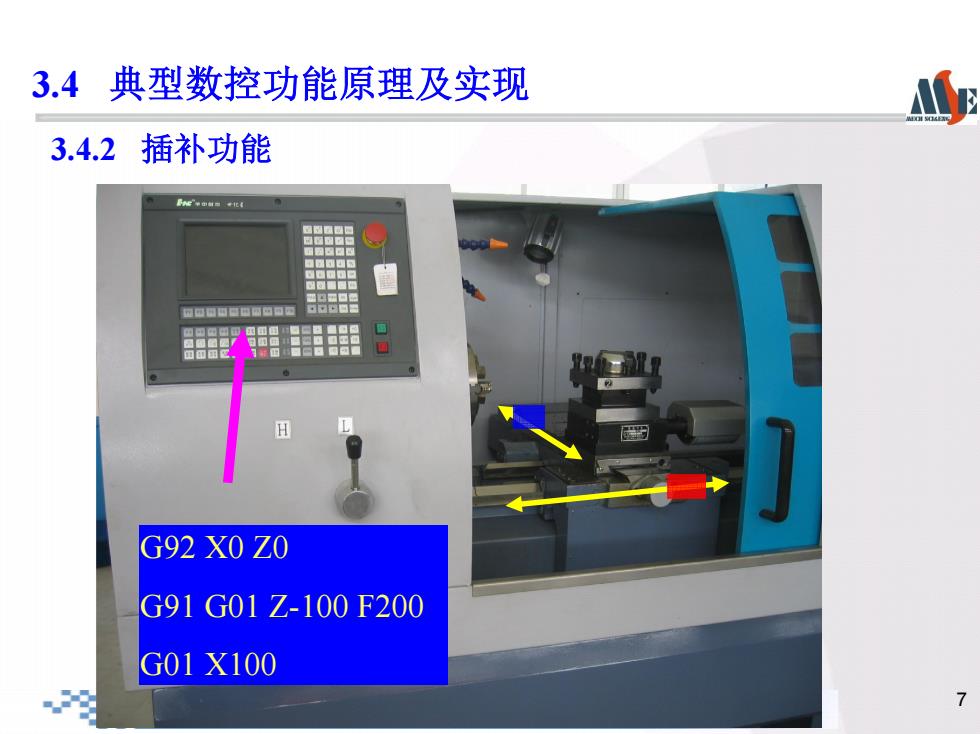
7 3.4.2 插补功能 G92 X0 Z0 G91 G01 Z-100 F200 G01 X100 3.4 典型数控功能原理及实现
3.4典型数控功能原理及实现 插补问题的描述 位移△X 程 数控 指令△Y 伺服 装置 速度Fx 系统 指令Fy ◆ 功能 ·对用G代码(或其它语言)表达的加工任务进行解释、分析、计算, 分解为伺服系统可以接收的动作指令,驱动执行部件按特定的规 律运动,完成加工任务。 8
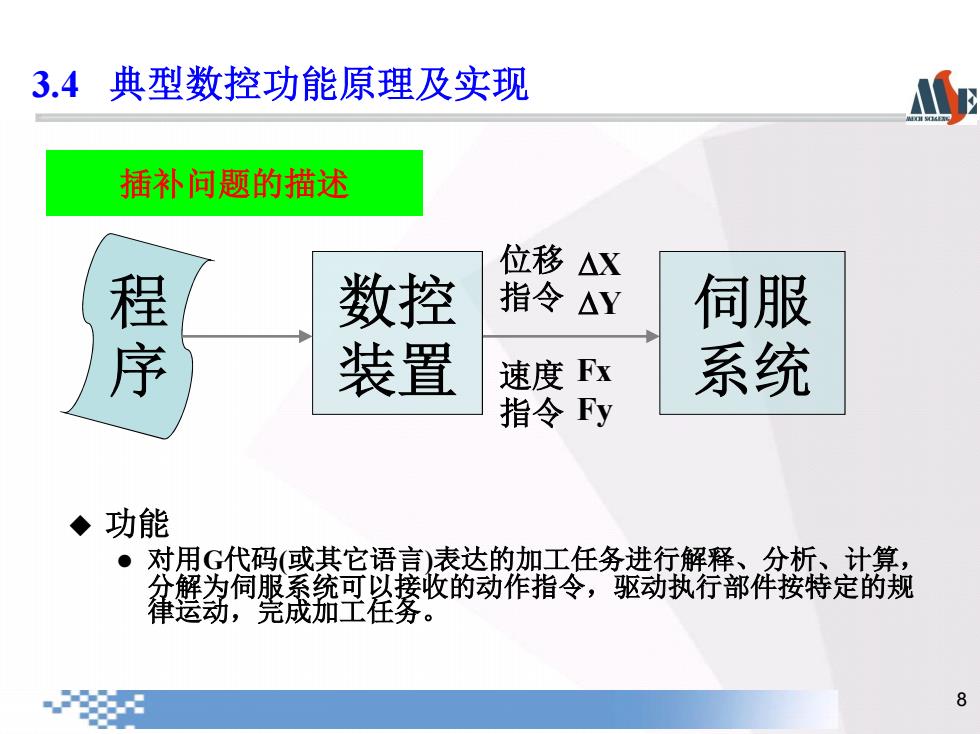
8 功能 对用G代码(或其它语言)表达的加工任务进行解释、分析、计算, 分解为伺服系统可以接收的动作指令,驱动执行部件按特定的规 律运动,完成加工任务。 程 序 数控 装置 伺服 系统 位移 指令 速度 指令 X Y Fx Fy 插补问题的描述 3.4 典型数控功能原理及实现
3.4典型数控功能原理及实现 插补的基本概念 插补:零件轮廓线型已知,进给速度、刀具参数、进给方向 等,计算出中间点坐标值。 插补的实质:“数据密化” 。 刀具或工件的移动轨迹是小线段构成的折线, 用折线逼近轮廓线型。 有插补拟合误差,但脉冲当量小 (m、μm级),插补拟合误差 在加工误差范围内。 X 脉冲当量:刀具或工件能移动的最小位移量。 9
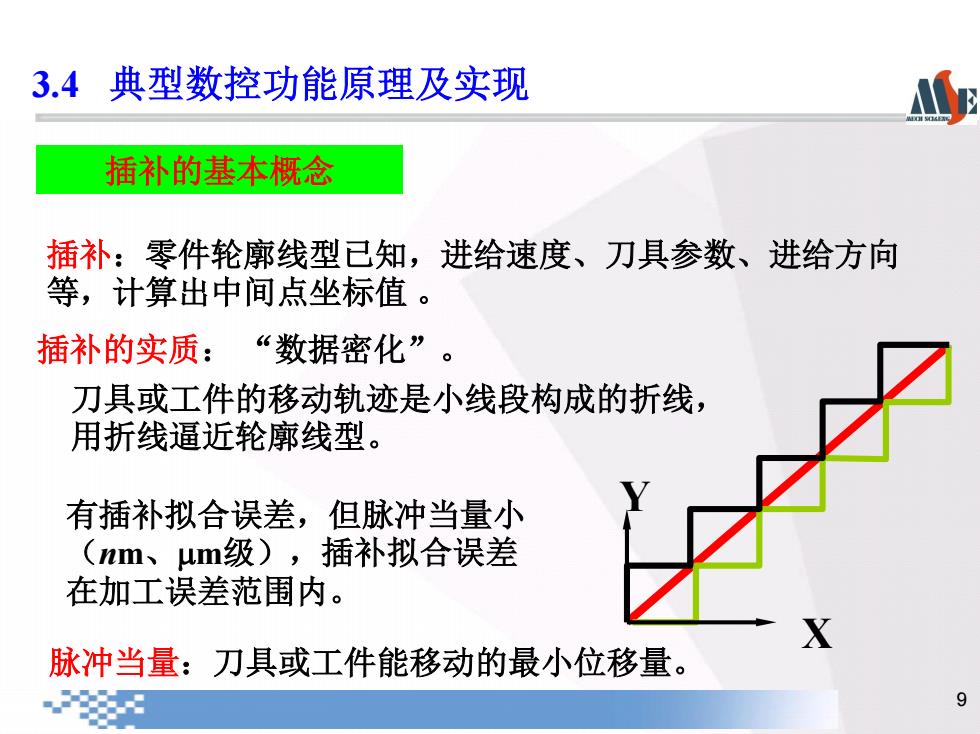
9 插补的基本概念 插补:零件轮廓线型已知,进给速度、刀具参数、进给方向 等,计算出中间点坐标值 。 插补的实质: “数据密化” 。 刀具或工件的移动轨迹是小线段构成的折线, 用折线逼近轮廓线型。 X 有插补拟合误差,但脉冲当量小 Y (nm、m级),插补拟合误差 在加工误差范围内。 脉冲当量:刀具或工件能移动的最小位移量。 3.4 典型数控功能原理及实现
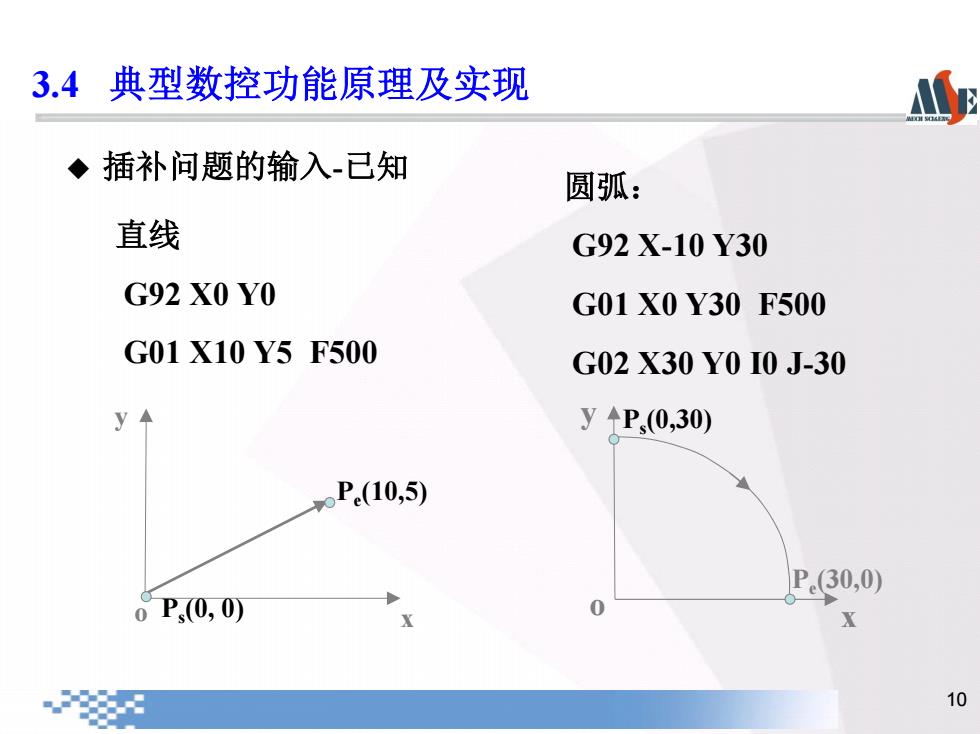
3.4典型数控功能原理及实现 插补问题的输入-已知 圆弧: 直线 G92X-10Y30 G92 XO YO G01X0Y30F500 G01X10Y5F500 G02X30Y0I0J-30 y1P、0,30) oP(10,5) P30,0) 0P.0,0) 0 X 10
10 插补问题的输入-已知 x y o 直线 G92 X0 Y0 G01 X10 Y5 F500 Pe(10,5) x y o 圆弧: G92 X-10 Y30 G01 X0 Y30 F500 G02 X30 Y0 I0 J-30 Ps(0, 0) Pe(30,0) Ps(0,30) 3.4 典型数控功能原理及实现