新疆大学《纺纱学工艺理论汇编》 2 N TTT 图1纤维或棉束上的作用力 C1针内纤维层作用在此棉束或纤维上的有效离心力: C2被作用棉束或纤维的离心力: R-空气阻力,而R=KH(-V)2n/2g. 式中:k0空气阻力系数: H物体垂直的最大截面: Vc-锡林表面速度: V-气流速度 g重力加速度: 空气介质密度: N针对纤维或棉束的反作用力: 下摩擦力: Z挤压力,它决定于:(1)刺辊转移过来棉束纤维的性质(状态、结构大小 和密度):(2)单位时间的喂入量和锡林速度:(3)罩板至锡林或盖板至锡林间的 隔距: E0-锡林针布内纤维层的有效反作用力,它和纤维层的数量、密度和作用 时间有关。 不计棉束和纤维的重力。 设:F=C1+C2+E0-Z,根据力的平衡并以T=N代入,整理后得: F=Rtan(B+) (13) 式中:阝-通过针尖的半径与针工作面的夹角, 6/154
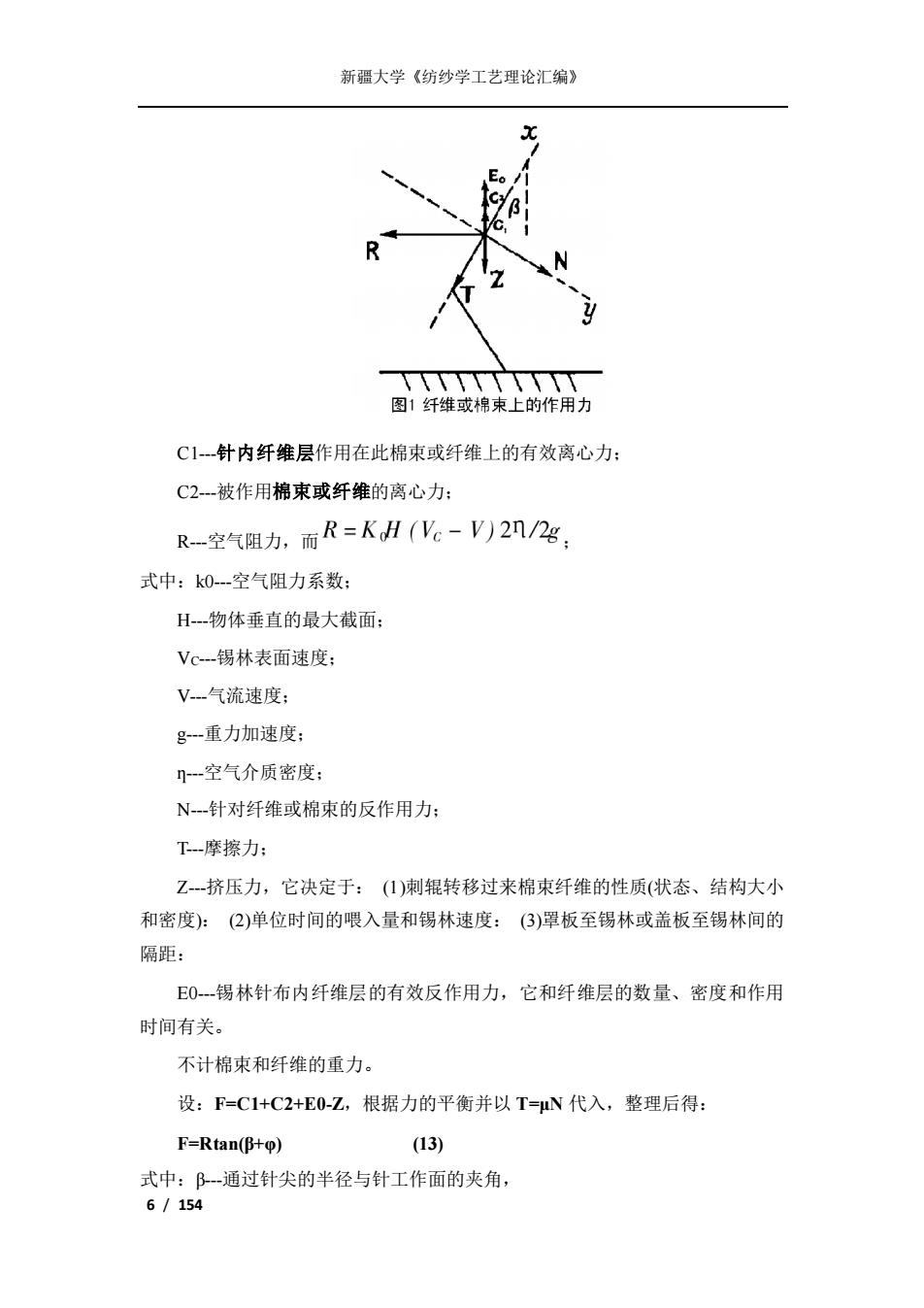
新疆大学《纺纱学工艺理论汇编》 6 / 154 C1-针内纤维层作用在此棉束或纤维上的有效离心力; C2-被作用棉束或纤维的离心力; R-空气阻力,而 ; 式中:k0-空气阻力系数; H-物体垂直的最大截面; VC-锡林表面速度; V-气流速度; g-重力加速度; ƞ-空气介质密度; N-针对纤维或棉束的反作用力; T-摩擦力; Z-挤压力,它决定于: (1)刺辊转移过来棉束纤维的性质(状态、结构大小 和密度): (2)单位时间的喂入量和锡林速度: (3)罩板至锡林或盖板至锡林间的 隔距: E0-锡林针布内纤维层的有效反作用力,它和纤维层的数量、密度和作用 时间有关。 不计棉束和纤维的重力。 设:F=C1+C2+E0-Z,根据力的平衡并以 T=μN 代入,整理后得: F=Rtan(β+φ) (13) 式中:β-通过针尖的半径与针工作面的夹角

新疆大学《纺纱学工艺理论汇编》 p一分别为摩擦角和摩擦系数。 因棉束处在平衡状态,并由锡林针带着,故: F<Rtan(B+o) (14) 当锡林继续回转时,针上的棉束走出后罩板,由于气流外溢和离心力等的关 系,就与第一根盖板相遇而发生分梳作用,并产生拉力K,如图1所示。图中: k-棉束或纤维受的拉力,在梳理过程中,其数值和方向均在不断变化,影 响K大小的因索有:(1)棉束的结构、密度、大小和长度:(2)棉束的强力:(3)作用 在此棉束上每一针面的针数:(4)两针面间的隔距和相对速度:(⑤)刺辊的分梳程度: Z-挤压力,影响因素除前面的()、(2以、(3)外,尚有气流压力、盖板速度和 另一针面弹性层的反作用力Z2。 C1、C2、R、N、T-同图1。 根据力的平衡并以T=N代入,整理后得: F=R tan(B+)+K cona+tan Psna conB-tanPsinB (15) (15)和(13)式相比,可以看出,锡林针上的棉束与盖板相遇后,作用力的平 衡式比相遇前增加了等(15)右部的第二项。 当棉束或纤维向针根移动时,不仅T的方向改变了,而且纤维层的反作用 力也有所改变(主要是较前增加了纤维层对棉束或纤维向针内移动的阻),因而 等式成为: FR tan(B)+K cong-tansng conB+tanPsinB (16) 根据(13)、(14)和(15)、(16)式就可列出棉束或纤维抛出、自动制动和移向针 内三种不等式。 、)当F<Rm(B+P)+K的n98的纤维和棉枣从 锡林针上抛出。 (2)当F≤Ran(B+9)+K-cong+tanPsna conB-tanPsinβ 71154
新疆大学《纺纱学工艺理论汇编》 7 / 154 φ-分别为摩擦角和摩擦系数。 因棉束处在平衡状态,并由锡林针带着,故: F≤Rtan(β+φ) (14) 当锡林继续回转时,针上的棉束走出后罩板,由于气流外溢和离心力等的关 系,就与第一根盖板相遇而发生分梳作用,并产生拉力 K,如图 1 所示。图中: k-棉束或纤维受的拉力,在梳理过程中,其数值和方向均在不断变化,影 晌 K 大小的因素有: (1)棉束的结构、密度、大小和长度;(2)棉束的强力;(3)作用 在此棉束上每一针面的针数; (4)两针面间的隔距和相对速度;(5)刺辊的分梳程度; Z-挤压力,影响因素除前面的(1)、(2)、(3)外,尚有气流压力、盖板速度和 另一针面弹性层的反作用力 Z2。 C1、C2、R、N、T-同图 1。 根据力的平衡并以 T=μN 代入,整理后得: (15)和(13)式相比,可以看出,锡林针上的棉束与盖板相遇后,作用力的平 衡式比相遇前增加了等(15)右部的第二项。 当棉束或纤维向针根移动时,不仅 T 的方向改变了,而且纤维层的反作用 力也有所改变(主要是较前增加了纤维层对棉束或纤维向针内移动的阻力),因而 等式成为: 根据(13)、(14)和(15)、(16)式就可列出棉束或纤维抛出、自动制动和移向针 内三种不等式。 纤维和棉束从 锡林针上抛出。
新疆大学《纺纱学工艺理论汇编》 且F R tan(B)+K-cona-tansing conB+tanPsnB时纤维和棉束处在“自动 制动状态”,紧握在锡林针上。 FR tan(B)+Kcong-tanPsina (3)当 conB+tanPsinB时,纤维和棉束向 锡林针内移动。 至于盖板上作用力的分析,基本上相似于锡林棉束与盖板相遇时的情况,仅 是没有离心力.如考虑棉束与后罩板产生的摩擦力K时,平衡式就与(15)式相同, 仅是K力的大小不同而已,金属针布和弹性针布在梳理过程中力的分析基本上 相同,但由于金属针布规格和梳理过程中工作角不振动等原因,也有其不同点, 也就是锡林是金属针布,而盖板为弹性针布,在分析中应注意。 4.2垂直于工作面方向(切线方向)滑动 在梳理过程中,纤维不仅沿着工作面上下运动半径方向运动),而且还有垂 直于工作面方向(切线方向)的滑动。 锡林从刺辊抓取的纤维中,尚有20%左右大小不同、分布不匀的棉束,当带 出后罩板后,由于离心力、气流及进入三角地带等原因,使棉束与锡林切线成 角(图2)。角的大小决定于棉束长度、密度分布、锡林速度、气流速度和气流外 溢情况等。再加上锡林盖板的隔距不大,所以使棉束和纤维的一端握于锡林针上, 而另一端与盖板针相接触,盖板对棉束和纤维就产生阻力。 为了克服各个梳针对棉束滑动时产生的阻力,必须加力P,其值由欧拉公 式求得: Pn=∑P。e2e (17) 式中:0一棉束或纤维对梳针的包角: P-最初一根梳针分梳时的阻力(由纤维间的扭结、抱合力等原因产生): 山-摩擦系数。 实际上,P即为锡林或盖板对棉束的作用力Pc或Pop,而棉束的拉力K 等于其中小的一个力。 如棉束的强力以P表示,则可能发生: (I)P>Pc>PTOP而K=P1OP(注Pc为锡林的作用力、Prop为盖板的作用),则 8/154
新疆大学《纺纱学工艺理论汇编》 8 / 154 且 F 时纤维和棉束处在“自动 制动状态”,紧握在锡林针上。 (3)当 时,纤维和棉束向 锡林针内移动。 至于盖板上作用力的分析,基本上相似于锡林棉束与盖板相遇时的情况,仅 是没有离心力。如考虑棉束与后罩板产生的摩擦力 K 时,平衡式就与(15)式相同, 仅是 K 力的大小不同而已,金属针布和弹性针布在梳理过程中力的分析基本上 相同,但由于金属针布规格和梳理过程中工作角不振动等原因,也有其不同点, 也就是锡林是金属针布,而盖板为弹性针布,在分析中应注意。 4.2 垂直于工作面方向(切线方向)滑动 在梳理过程中,纤维不仅沿着工作面上下运动(半径方向运动),而且还有垂 直于工作面方向(切线方向)的滑动。 锡林从刺辊抓取的纤维中,尚有 20%左右大小不同、分布不匀的棉束,当带 出后罩板后,由于离心力、气流及进入三角地带等原因,使棉束与锡林切线成一 角(图 2)。角的大小决定于棉束长度、密度分布、锡林速度、气流速度和气流外 溢情况等。再加上锡林盖板的隔距不大,所以使棉束和纤维的一端握于锡林针上, 而另一端与盖板针相接触,盖板对棉束和纤维就产生阻力。 为了克服各个梳针对棉束滑动时产生的阻力,必须加力 Pn,其值由欧拉公 式求得: 式中:φ-棉束或纤维对梳针的包角; Pn-最初一根梳针分梳时的阻力(由纤维间的扭结、抱合力等原因产生): μ-摩擦系数。 实际上,Pn 即为锡林或盖板对棉束的作用力 PC或 PTOP,而棉束的拉力 K 等于其中小的一个力。 如棉束的强力以 P 表示,则可能发生: (1)P>PC>PTOP 而 K=PTOP (注 PC为锡林的作用力、PTOP 为盖板的作用力),则
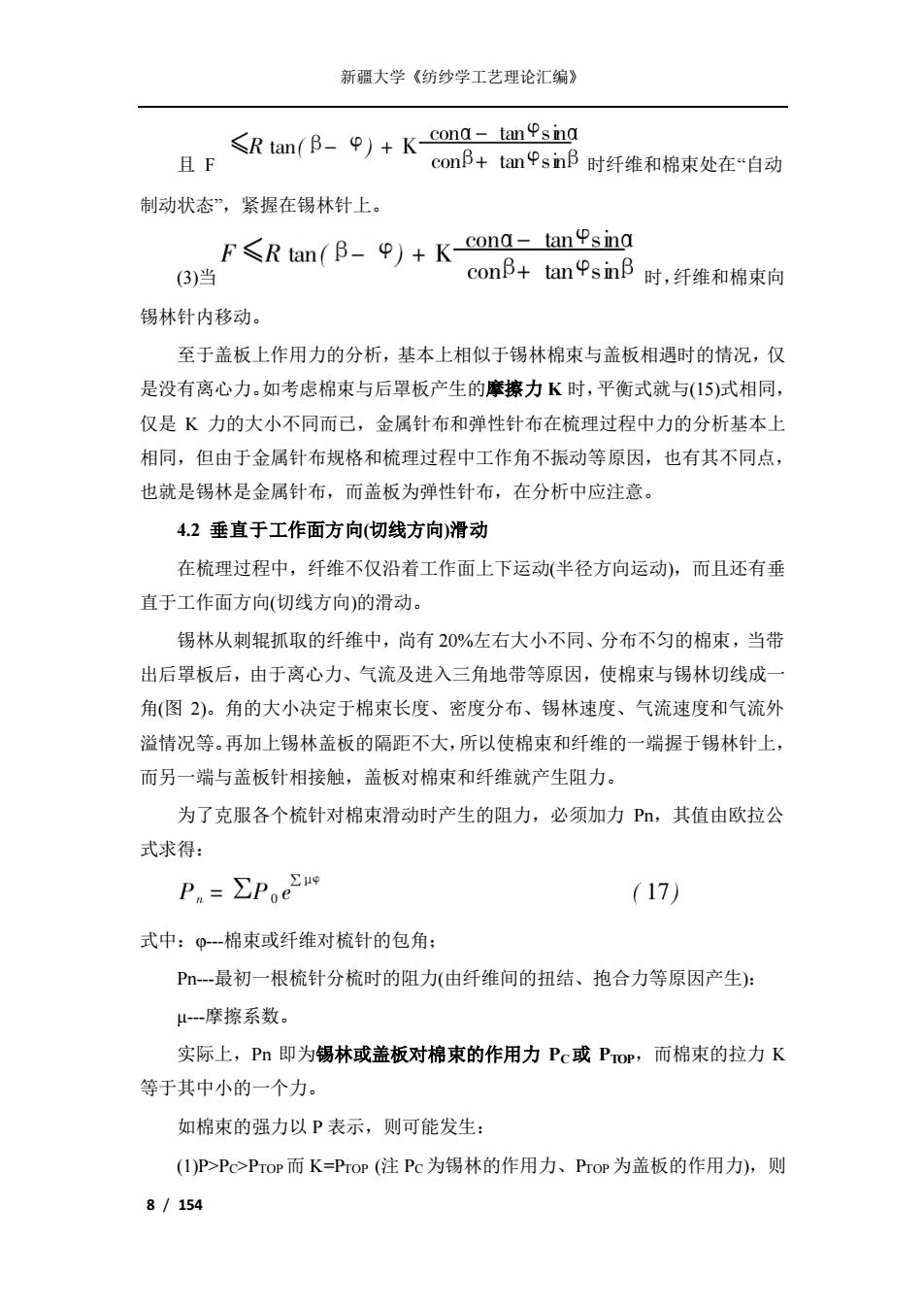
新疆大学《纺纱学工艺理论汇编》 棉束或纤维一端握于锡林,而另一端在盖板针面滑行并受到梳理,这就有可能使 棉束未被充分梳理而进入棉网。 (2)P>-Prop>Pc,而K=Pc,则棉束一端被握持于盖板,另一端受到锡林的充 分梳理。 (3)K>P,而且(15)式的F右部算式,则棉束被扯拉成两部分,一部分握于盖 板而受锡林梳理,一部分被锡林带走并与新的盖板再起作用或梳理。 8/产 图2棉束与锡林切线的角度形成 由于锡林至盖板间的隔距很小、气流外溢和角存在的关系,盖板接触的棉束 长度较长,盖板对棉束和纤维的作用力(P1OP)较大,故2、3两种情况较多,加上 刚入的盖板是清洁的,因此就有大量棉束和部分纤维被盖板抓取〔虽然此时按(15、 16)式分析可能处在自动制动情况),而留在锡林上的棉束和纤维就继续和第二、 三、.根盖板发生同样作用,但此棉束己变得更小些。这样,棉束就愈来愈小。 阻滞在盖板上的棉束和纤维形成棉须,其长度决定于锡林与盖板前的加工程 度和锡林的针面负荷。锡林梳针对它逐渐抓取和梳理,并使其分梳成单纤维,在 棉束和纤维被抓取的地方,又重新聚集着新的棉束和纤维。在第一根盖板上形成 最长的棉须,在以后的盖板上,棉须长度逐渐减短。当停止给棉或减少喂入量时, 棉须长度减短,这也就是产生均匀作用原因之一。 在锡林与盖板之间,不断地进行着纤维的交替,锡林将未梳开的棉束、纤维 和杂质转移给盖板,又从盖板的棉须中分梳出纤维和杂质。在正常的情况下,除 了头几根盖板外,交替作用很快达到”动平衡”(即转移给盖板的纤维量等于从盖 板棉须中抓取的纤维量),锡林从棉须中抓取的尘杂及锡林层纤维中的杂质,在 离心力的作用下,立即又抛向盖板。 根据工作区内盖板花重量分布图及鲍尔查诺夫在梳棉机的模型上对纤维和 棉束运动的观察(表3)证明: (1)单纤维的运动,决定于锡林、盖板的清洁程度,棉束则不论在何种情况 9/154
新疆大学《纺纱学工艺理论汇编》 9 / 154 棉束或纤维一端握于锡林,而另一端在盖板针面滑行并受到梳理,这就有可能使 棉束未被充分梳理而进入棉网。 (2)P>PTOP>PC,而 K=PC,则棉束一端被握持于盖板,另一端受到锡林的充 分梳理。 (3)K>P,而且(15)式的 F 右部算式,则棉束被扯拉成两部分,一部分握于盖 板而受锡林梳理,一部分被锡林带走并与新的盖板再起作用或梳理。 由于锡林至盖板间的隔距很小、气流外溢和角存在的关系,盖板接触的棉束 长度较长,盖板对棉束和纤维的作用力(PTOP)较大,故 2、3 两种情况较多,加上 刚入的盖板是清洁的,因此就有大量棉束和部分纤维被盖板抓取〔虽然此时按(15、 16)式分析可能处在自动制动情况〕,而留在锡林上的棉束和纤维就继续和第二、 三、.根盖板发生同样作用,但此棉束已变得更小些。这样,棉束就愈来愈小。 阻滞在盖板上的棉束和纤维形成棉须,其长度决定于锡林与盖板前的加工程 度和锡林的针面负荷。锡林梳针对它逐渐抓取和梳理,并使其分梳成单纤维,在 棉束和纤维被抓取的地方,又重新聚集着新的棉束和纤维。在第一根盖板上形成 最长的棉须,在以后的盖板上,棉须长度逐渐减短。当停止给棉或减少喂入量时, 棉须长度减短,这也就是产生均匀作用原因之一。 在锡林与盖板之间,不断地进行着纤维的交替,锡林将未梳开的棉束、纤维 和杂质转移给盖板,又从盖板的棉须中分梳出纤维和杂质。在正常的情况下,除 了头几根盖板外,交替作用很快达到”动平衡”(即转移给盖板的纤维量等于从盖 板棉须中抓取的纤维量),锡林从棉须中抓取的尘杂及锡林层纤维中的杂质,在 离心力的作用下,立即又抛向盖板。 根据工作区内盖板花重量分布图及鲍尔查诺夫在梳棉机的模型上对纤维和 棉束运动的观察(表 3)证明: (1)单纤维的运动,决定于锡林、盖板的清洁程度,棉束则不论在何种情况
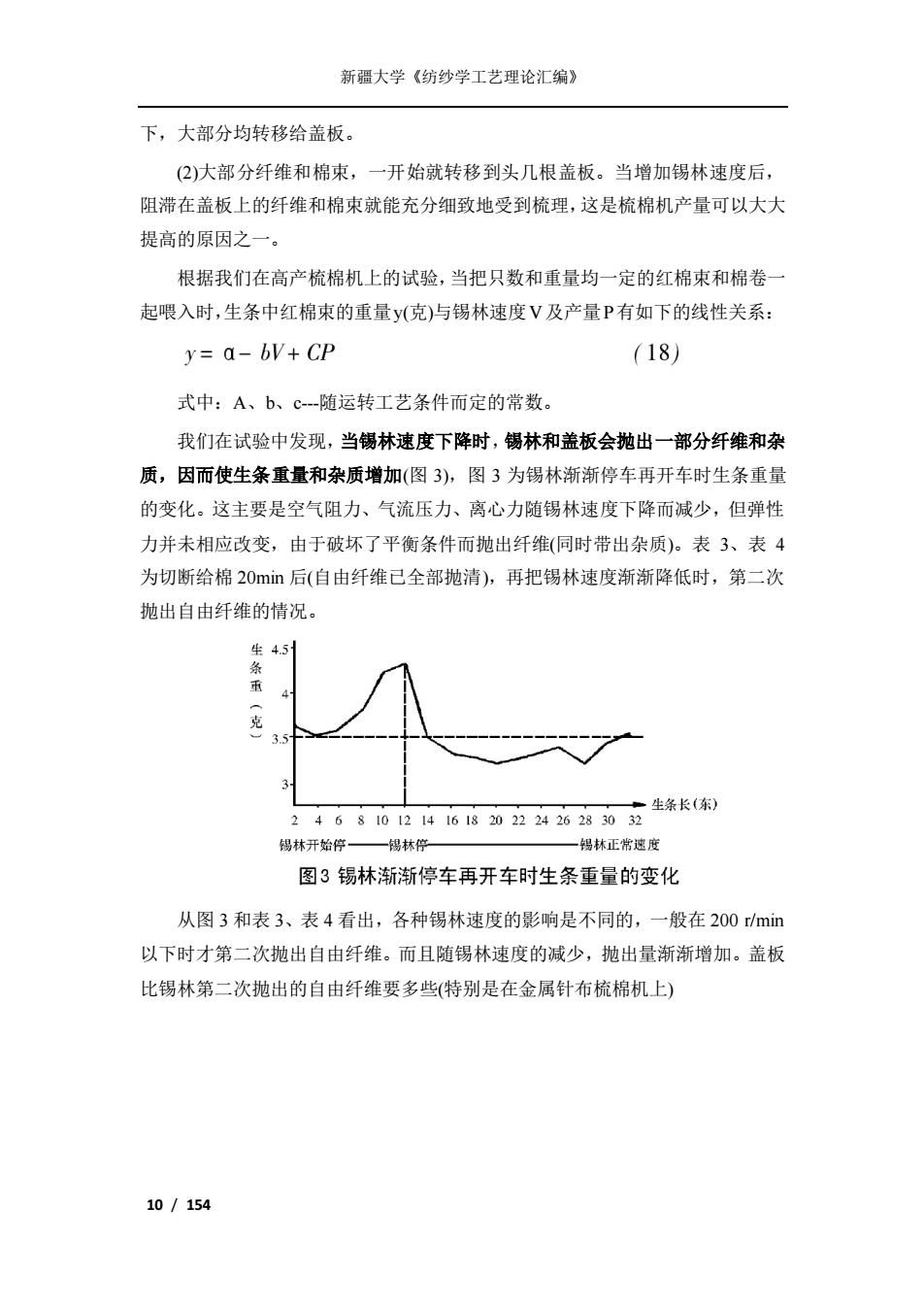
新疆大学《纺纱学工艺理论汇编》 下,大部分均转移给盖板。 (2)大部分纤维和棉束, 一开始就转移到头几根盖板。当增加锡林速度后, 阻滞在盖板上的纤维和棉束就能充分细致地受到梳理,这是梳棉机产量可以大大 提高的原因之一。 根据我们在高产梳棉机上的试验,当把只数和重量均一定的红棉束和棉卷一 起喂入时,生条中红棉束的重量y(克)与锡林速度V及产量P有如下的线性关系: y=a-bV+CP (18) 式中:A、b、c-一随运转工艺条件而定的常数。 我们在试验中发现,当锡林速度下降时,锡林和盖板会抛出一部分纤维和杂 质,因而使生条重量和杂质增加(图3),图3为锡林渐渐停车再开车时生条重量 的变化。这主要是空气阻力、气流压力、离心力随锡林速度下降而减少,但弹性 力并未相应改变,由于破坏了平衡条件而抛出纤维(同时带出杂质)。表3、表4 为切断给棉20mm后(自由纤维已全部抛清),再把锡林速度渐渐降低时,第二次 抛出自由纤维的情况。 生45 克 。302”161224628生缘长 锡林开始停一 锡枕停 一妈林正常遮度 图3锡林渐渐停车再开车时生条重量的变化 从图3和表3、表4看出,各种锡林速度的影响是不同的,一般在200rmim 以下时才第二次抛出自由纤维。而且随锡林速度的减少,抛出量渐渐增加。盖板 比锡林第二次抛出的自由纤维要多些(特别是在金属针布梳棉机上) 10/154
新疆大学《纺纱学工艺理论汇编》 10 / 154 下,大部分均转移给盖板。 (2)大部分纤维和棉束,一开始就转移到头几根盖板。当增加锡林速度后, 阻滞在盖板上的纤维和棉束就能充分细致地受到梳理,这是梳棉机产量可以大大 提高的原因之一。 根据我们在高产梳棉机上的试验,当把只数和重量均一定的红棉束和棉卷一 起喂入时,生条中红棉束的重量y(克)与锡林速度V及产量P有如下的线性关系: 式中:A、b、c-随运转工艺条件而定的常数。 我们在试验中发现,当锡林速度下降时,锡林和盖板会抛出一部分纤维和杂 质,因而使生条重量和杂质增加(图 3),图 3 为锡林渐渐停车再开车时生条重量 的变化。这主要是空气阻力、气流压力、离心力随锡林速度下降而减少,但弹性 力并未相应改变,由于破坏了平衡条件而抛出纤维(同时带出杂质)。表 3、表 4 为切断给棉 20min 后(自由纤维已全部抛清),再把锡林速度渐渐降低时,第二次 抛出自由纤维的情况。 从图 3 和表 3、表 4 看出,各种锡林速度的影响是不同的,一般在 200 r/min 以下时才第二次抛出自由纤维。而且随锡林速度的减少,抛出量渐渐增加。盖板 比锡林第二次抛出的自由纤维要多些(特别是在金属针布梳棉机上)