第二节影响表面粗糙度的工艺因素及其改善措施
第二节 影响表面粗糙度的 工艺因素及其改善措施
第二节影响表面粗糙度的工艺因素及其改善措施一、切削加工在用金属切削刀具对零件表面进行加工时,造成加工表面粗糙度的因素有几何因素、物理因素和工艺系统振动三个方面。可采取选用合理的刀具几何角度,减小主偏角、副偏角,减小进给量、增大刀尖圆弧半径和选用具有直线过渡刃的刀具,可以减小表面粗(b)[a]糙度值。选用合理的切削速度
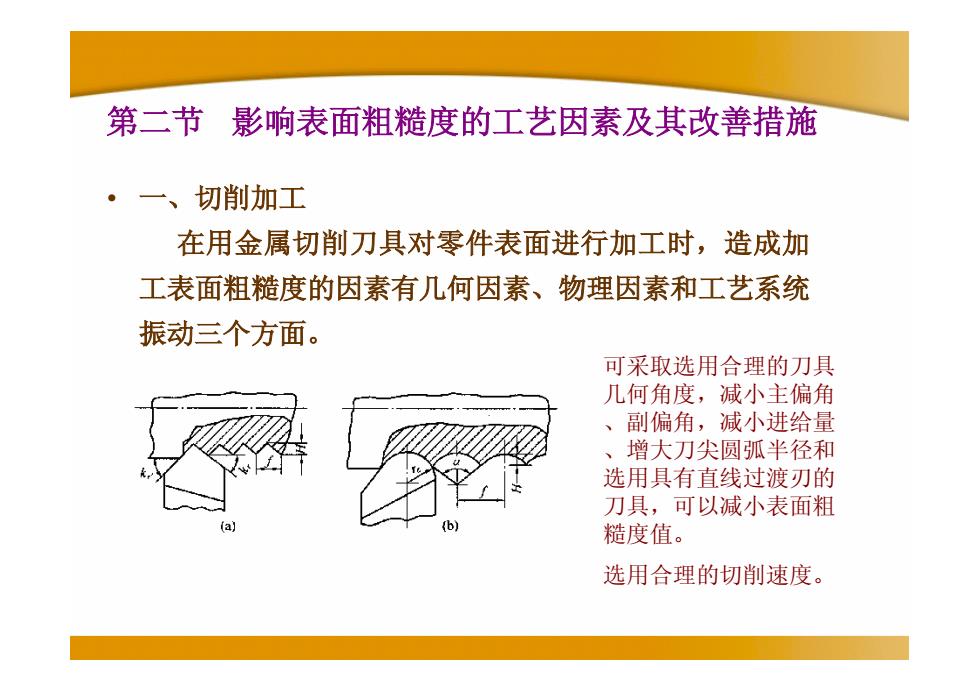
第二节 影响表面粗糙度的工艺因素及其改善措施 • 一、切削加工 在用金属切削刀具对零件表面进行加工时,造成加 工表面粗糙度的因素有几何因素、物理因素和工艺系统 振动三个方面。 可采取选用合理的刀具 几何角度,减小主偏角 、副偏角,减小进给量 、增大刀尖圆弧半径和 选用具有直线过渡刃的 刀具,可以减小表面粗 糙度值。 选用合理的切削速度
第二节影响表面粗糙度的工艺因素及其改善措施二、磨削加工产生表面粗糙度的原因:1.几何原因:单位面积上刻痕金属表面层的塑性变形:负前角2加工时的振动3
第二节 影响表面粗糙度的工艺因素及其改善措施 • 二、磨削加工产生表面粗糙度的原因: 1.几何原因:单位面积上刻痕 2.金属表面层的塑性变形:负前角 3.加工时的振动
第二节影响表面粗糙度的工艺因素及其改善措施,三、影响表面粗糙度的因素及其改善措施第一类是与磨削砂轮有关的因1.2素:主要是砂轮的粒度、硬度1.0以及对砂轮的修整等具0.8R0.6·第二类是与工件材质有关的因0.4素:包括材料的硬度、塑性、0.320408060100120150导热性妙轮粒度第三类是与加工条件有关的因素:磨削用量、冷却条件及工艺系统的精度与抗振性等
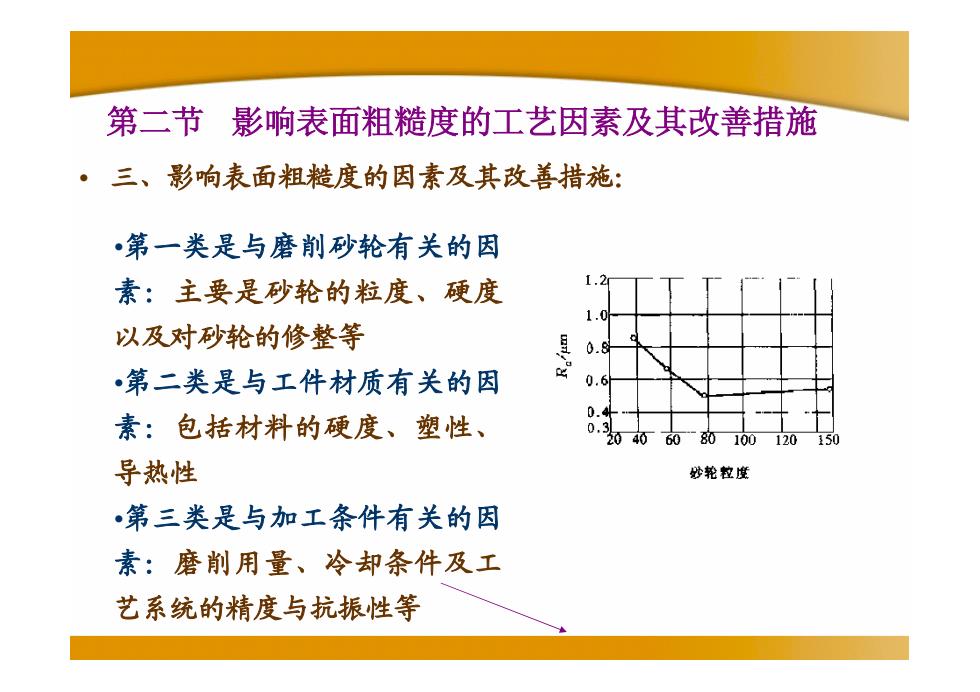
第二节 影响表面粗糙度的工艺因素及其改善措施 • 三、影响表面粗糙度的因素及其改善措施: •第一类是与磨削砂轮有关的因 素:主要是砂轮的粒度、硬度 以及对砂轮的修整等 •第二类是与工件材质有关的因 素:包括材料的硬度、塑性、 导热性 •第三类是与加工条件有关的因 素:磨削用量、冷却条件及工 艺系统的精度与抗振性等