第一道 督述 口比较 >用手工编程时,一个零件的编程时间与机床实 际加工时间之比,平均约为30:1。 数控机床不能开动的原因中,有2030%是由 于加工程序不能及时编制出造成的 编程自动化是当今的趋势!但手工编程是学习 自动编程基础!
6 ❑ 比较 ➢ 用手工编程时,一个零件的编程时间与机床实 际加工时间之比,平均约为 30:1。 ➢ 数控机床不能开动的原因中,有20~30%是由 于加工程序不能及时编制出造成的 ➢ 编程自动化是当今的趋势!但手工编程是学习 自动编程基础! 第一节 概述
第一节概述 二、数控机床程序编制的内容和步骤 工 数 编 程 程 数 分析零件图纸 艺 学 写程 零件毛坯 序 序 控 数控机床 处 处 序清 输 检 系 (试切) 成品零件 理 理 单 查 统 图21数控机床编程的步骤
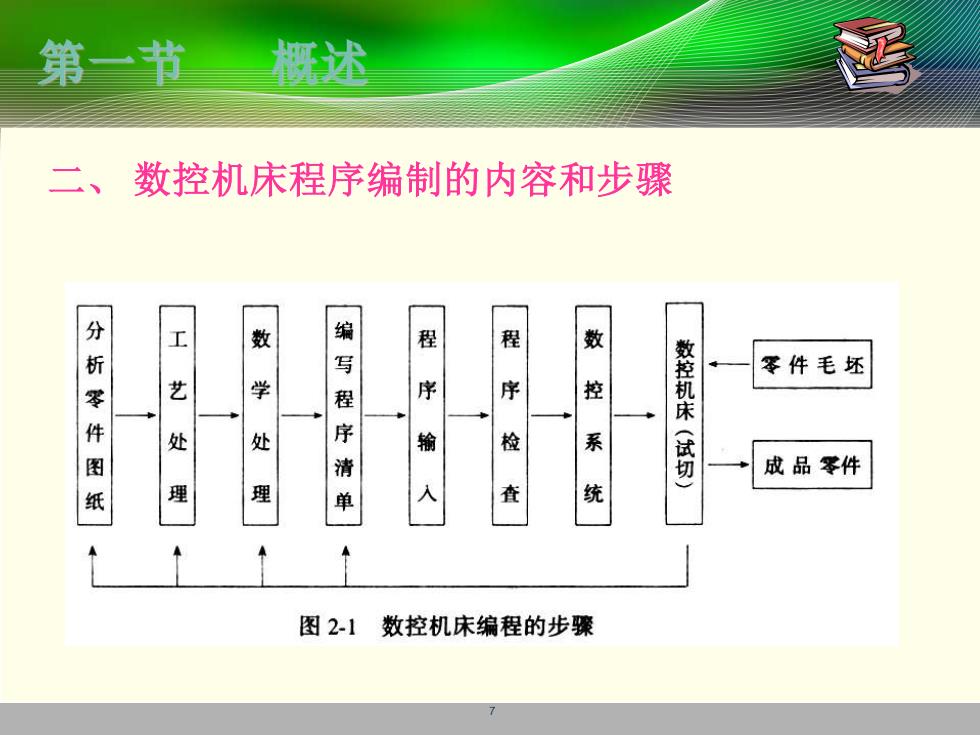
7 二、 数控机床程序编制的内容和步骤 第一节 概述
第一节 慨述 1.图纸工艺分析 零件图纸 在对图纸工艺分析(与普通加工的 图纸工艺分析 图纸分析相似)的基础上: >确定加工机床、刀具与夹具: 计算运动轨迹 >确定零件加工的工艺线路、工 優 程序编制 步顺序; >切削用量(f、S、t)等工艺参 制备控制介质 数。 校验和试切 错误
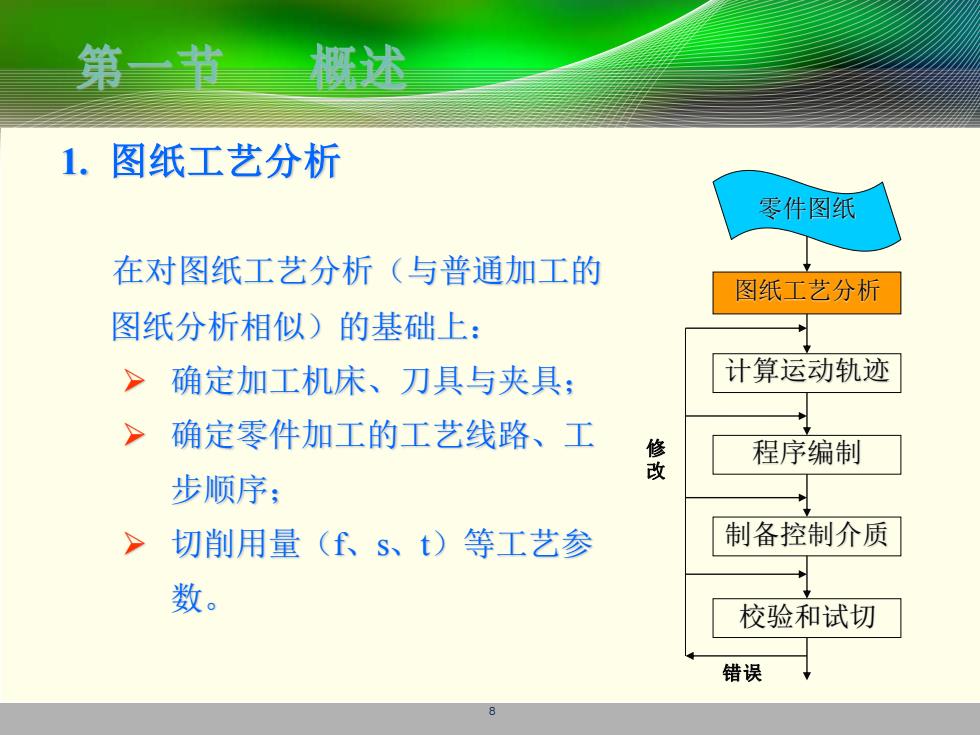
8 1. 图纸工艺分析 在对图纸工艺分析(与普通加工的 图纸分析相似)的基础上: ➢ 确定加工机床、刀具与夹具; ➢ 确定零件加工的工艺线路、工 步顺序; ➢ 切削用量(f、s、t)等工艺参 数。 计算运动轨迹 图纸工艺分析 程序编制 制备控制介质 校验和试切 零件图纸 错误 修 改 第一节 概述
第一节撕述 2.计算运动轨迹 零件图纸 图纸工艺分析 根据图纸尺寸及工艺线路的要求: >选定工件坐标系 计算运动轨迹 ~计算零件轮廓和刀具运动轨迹的 坐标值; 俊 程序编制 >将坐标值按NC机床规定编程单 制备控制介质 位(脉冲当量)换算为相应的编 程尺寸。 校验和试切 错误
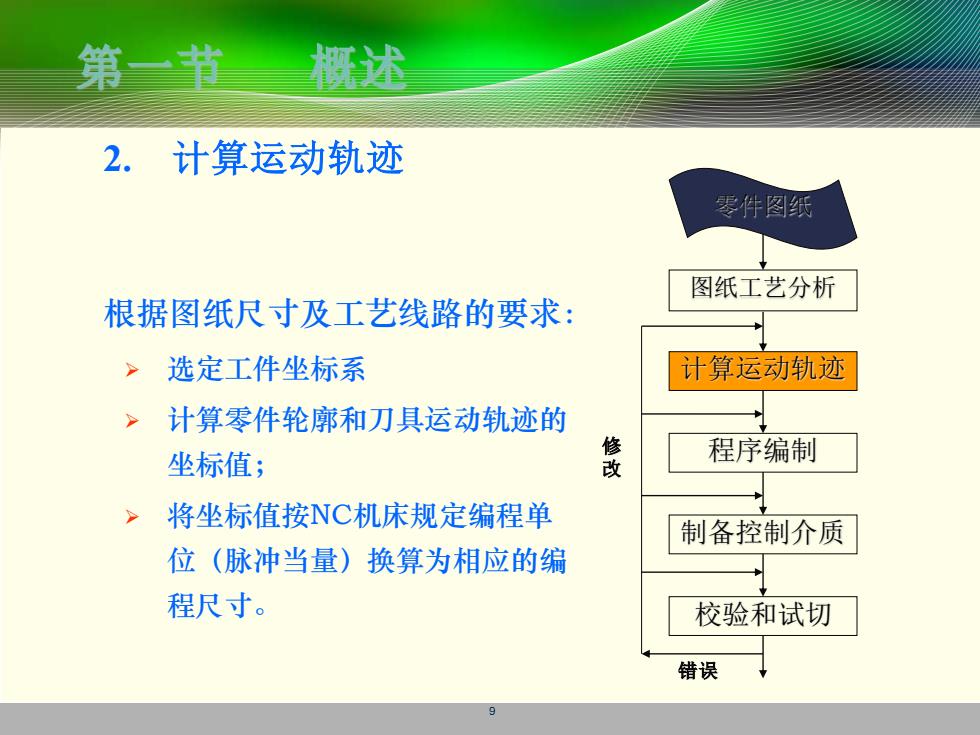
9 2. 计算运动轨迹 根据图纸尺寸及工艺线路的要求: ➢ 选定工件坐标系 ➢ 计算零件轮廓和刀具运动轨迹的 坐标值; ➢ 将坐标值按NC机床规定编程单 位(脉冲当量)换算为相应的编 程尺寸。 错误 计算运动轨迹 图纸工艺分析 程序编制 制备控制介质 校验和试切 零件图纸 修 改 第一节 概述
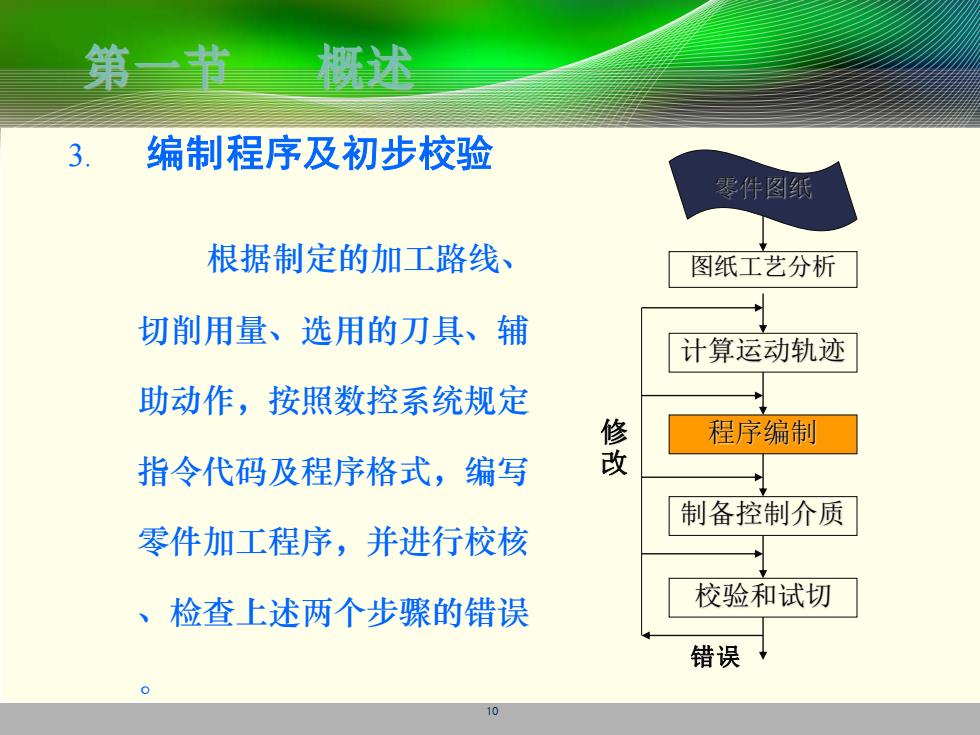
第一节述 3.编制程序及初步校验 零件图纸 根据制定的加工路线、 图纸工艺分析 切削用量、选用的刀具、辅 计算运动轨迹 助动作,按照数控系统规定 程序编制 指令代码及程序格式,编写 修改 制备控制介质 零件加工程序,并进行校核 、检查上述两个步骤的错误 校验和试切 错误 10
10 3. 编制程序及初步校验 根据制定的加工路线、 切削用量、选用的刀具、辅 助动作,按照数控系统规定 指令代码及程序格式,编写 零件加工程序,并进行校核 、检查上述两个步骤的错误 。 计算运动轨迹 图纸工艺分析 程序编制 制备控制介质 校验和试切 零件图纸 错误 修 改 第一节 概述