3.3CNC系统的软件结构 3.3.2CNC装置的数据转换流程 1.译码(Decode) 将用文本格式(通常用ASCIⅡ码)表达的零件加 工程序,以程序段为单位转换成后续程序(本例 是指刀补处理程序)所要求的数据结构(格式)
6 1.译码(Decode) 将用文本格式(通常用ASCII码)表达的零件加 工程序,以程序段为单位转换成后续程序(本例 是指刀补处理程序)所要求的数据结构(格式)。 3.3.2 CNC装置的数据转换流程 3.3 CNC系统的软件结构
3.3CNC系统的软件结构 数据结构示例: Struct PROG BUFFER char buf state; ∥缓冲区状态,0空;1准备好。 int block num; /∥以BCD码的形式存放本程序段号。 double COOR[20];/存放尺寸指令的数值(m)。 int F,S; /R(mm/min)s(r/min)。 char GO; 以标志形式存放G指令。 char G1; char MO; ∥以标志形式存放M指令。 char M1; char T; /存放本段换刀的刀具号。 char D; 存放刀具补偿的刀具半径值。 }: 7
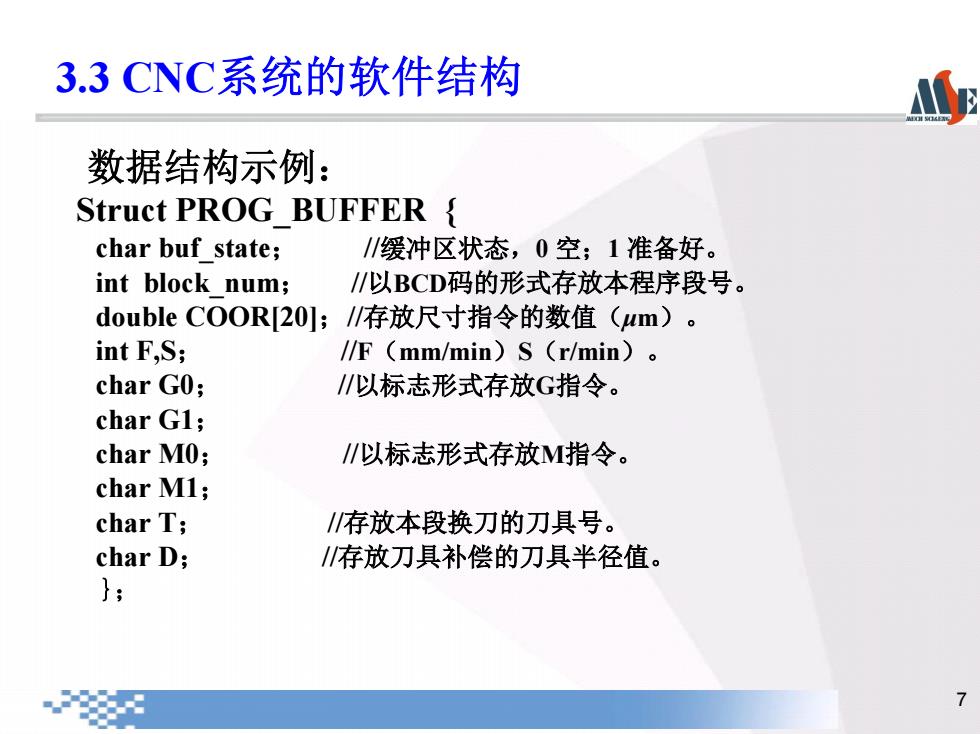
7 数据结构示例: Struct PROG_BUFFER { char buf_state; //缓冲区状态,0 空;1 准备好。 int block_num; //以BCD码的形式存放本程序段号。 double COOR[20];//存放尺寸指令的数值(μm)。 int F,S; //F(mm/min)S(r/min)。 char G0; //以标志形式存放G指令。 char G1; char M0; //以标志形式存放M指令。 char M1; char T; //存放本段换刀的刀具号。 char D; //存放刀具补偿的刀具半径值。 }; 3.3 CNC系统的软件结构
3.3CNC系统的软件结构 以标志形式存放G指令示例 D7 D6 D5 D4D3D2 D1 D0 G000:无该指令;1:有该指令 G010:无该指令;1:有该指令 G020:无该指令;1:有该指令 G030:无该指令;1:有该指令 G060:无该指令;1:有该指令 G90/G910:G90;1:G91 00:G40; 11:G40 01:G41; 10;G42 8
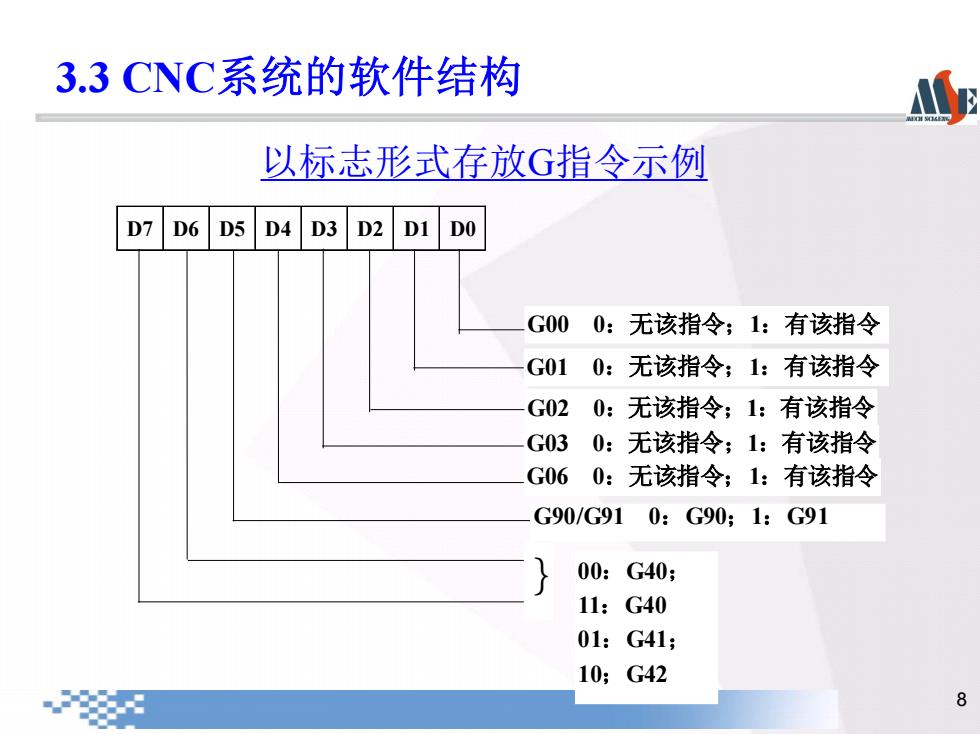
8 以标志形式存放G指令示例 D7 D6 D5 D4 D3 D2 D1 D0 G00 0:无该指令;1:有该指令 G01 0:无该指令;1:有该指令 G02 0:无该指令;1:有该指令 G03 0:无该指令;1:有该指令 G90/G91 0:G90;1:G91 } G06 0:无该指令;1:有该指令 00:G40; 11:G40 01:G41; 10;G42 3.3 CNC系统的软件结构
3.3CNC系统的软件结构 N06G90G41D11G01X200Y300F200; 123 456 789 Struct PROG BUFFER char buf state; 0:(开始):1(:)回 int block num; 06(N06)① double COOR[20]: C0OR[1]=200000;(X200)© C00R[2]=300000:(Y300)⑦ int F,S; F=200:(F200)⑧ char GO; D5=0 :(G90)② D6,D7=0,1(G41)③ D1=1;(G01)⑤ char D; D=11(D11)④ 9
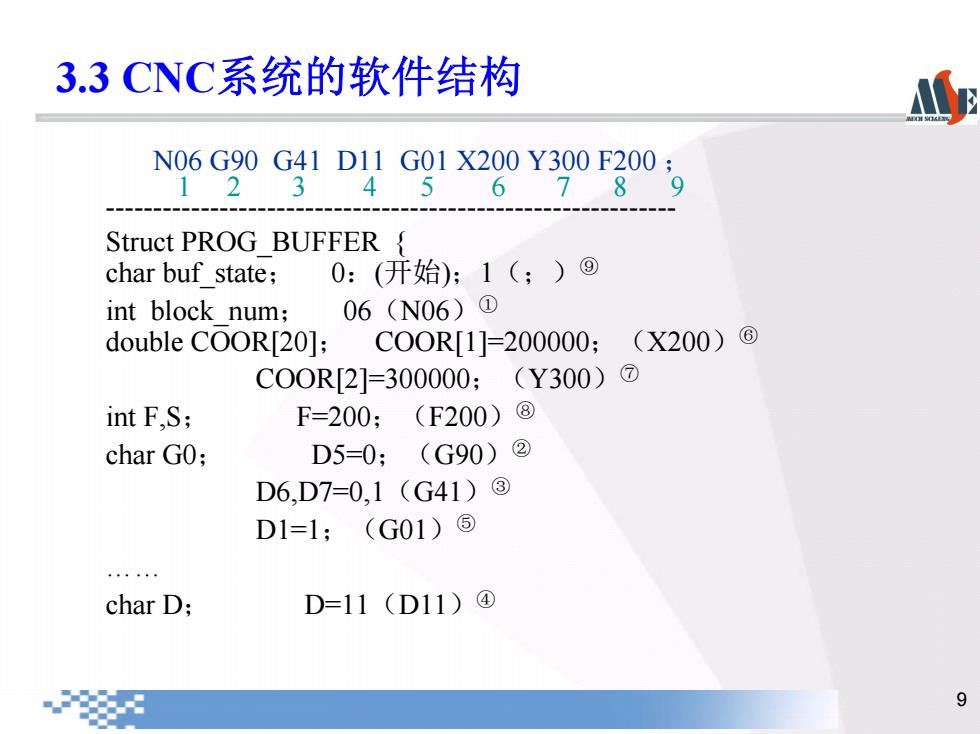
9 N06 G90 G41 D11 G01 X200 Y300 F200 ; 1 2 3 4 5 6 7 8 9 - Struct PROG_BUFFER { char buf_state; 0:(开始);1(;)⑨ int block_num; 06(N06)① double COOR[20]; COOR[1]=200000;(X200)⑥ COOR[2]=300000;(Y300)⑦ int F,S; F=200;(F200)⑧ char G0; D5=0;(G90)② D6,D7=0,1(G41)③ D1=1;(G01)⑤ . char D; D=11(D11)④ 3.3 CNC系统的软件结构
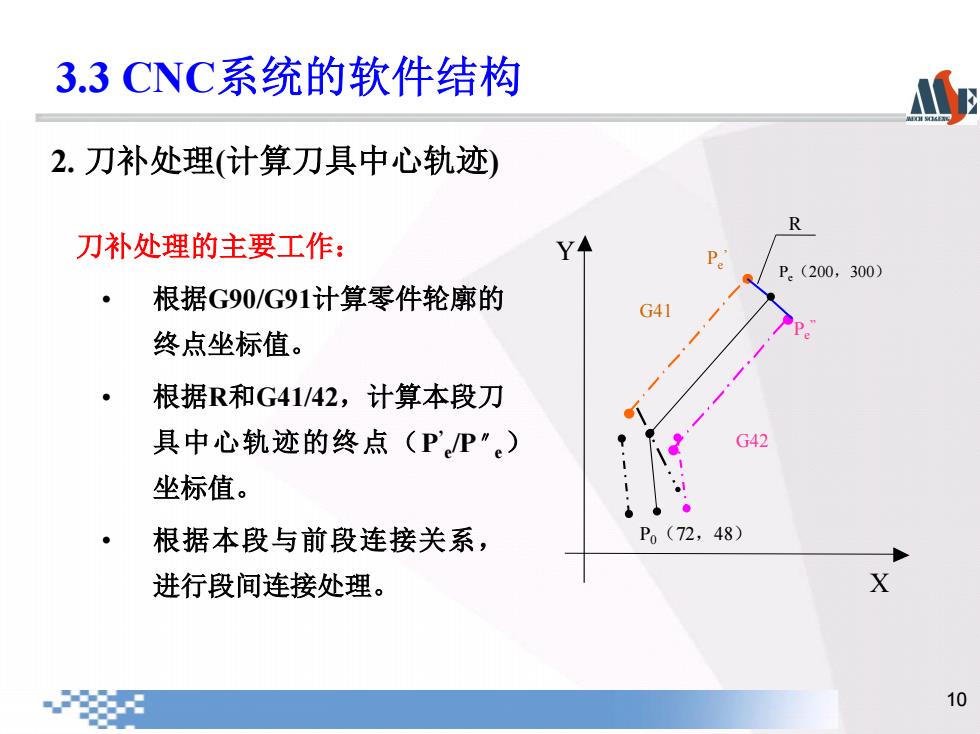
3.3CNC系统的软件结构 2.刀补处理(计算刀具中心轨迹) R 刀补处理的主要工作: Y Pe P.(200,300) 。 根据G90/G91计算零件轮廓的 G41 终点坐标值。 根据R和G41/42,计算本段刀 具中心轨迹的终点(P'P") G42 坐标值。 根据本段与前段连接关系, Po(72,48) 进行段间连接处理。 X 10
10 刀补处理的主要工作: • 根据G90/G91计算零件轮廓的 终点坐标值。 • 根据R和G41/42,计算本段刀 具中心轨迹的终点(P’ e/P〃 e) 坐标值。 • 根据本段与前段连接关系, 进行段间连接处理。 2. 刀补处理(计算刀具中心轨迹) Pe(200,300) X R P0(72,48) Pe ” Pe ’ G41 G42 Y 3.3 CNC系统的软件结构