22 UFIDA用友 第二章应用准备 2.4选项设置 【菜单路轻】 质量管理一初始设置一选项 【操作步骤】 1.进入【选项】窗口 2 点击需要选择的项目,使其前的选择框带有√符号 3.若取 选择,则点击要取消的项目,使其前的选择框置空,置灰的嘎目不可取 击确定】保设置,系统提示“参数设置已经保存到数据库!”,再按〖确 5.若不保存设置,按【关闭】退出选项设置 【栏目说明】 ·推式生成的报检单是否自动审核:打勾选择,默认为否 ◆ 不选择自动审核,则生成的报检单处于保存状态,需要手工对报检单进行 ·检查存货数据权限:打勾选择,默认为否 ·选择检查,则检查存货权限。 ·不选择检查,则不检查存货权限。 ◆检查存货权限:如检查,查询时只能显示有查询权限的存货及其记录:填制 单据时只能参照录入有录入权限的存货 ·检查部门数据权限:打勾选择,默认为否。 选择检查,则检查部门权限。 不选择检查,则不检查部门权限。 限的部 ·检查操作员数据权限:打勾选择 默认为否 ·选择检查,则检查操作员权限。 ·不选择检查,则不检查操作员权限
22 第二章 应用准备 z 对于需要检验的工序,在工序转移单处于检验状态时可以报检,生成工序报检 单。详细内容参见《车间管理》手册中相关工序检验的内容。 2.4 选项设置 【菜单路径】 质量管理-初始设置-选项 【操作步骤】 1. 进入【选项】窗口。 2. 点击需要选择的项目,使其前的选择框带有√符号。 3. 若取消选择,则点击要取消的项目,使其前的选择框置空,置灰的项目不可取 消设置。 4. 点击〖确定〗保存设置,系统提示“参数设置已经保存到数据库!”,再按〖确 定〗则退出选项设置。 5. 若不保存设置,按〖关闭〗退出选项设置。 【栏目说明】 z 推式生成的报检单是否自动审核:打勾选择,默认为否。 选择自动审核,对于由本系统或其他系统推式生成的报检单,在生成成功后 系统自动审核;如要修改、删除单据,则需进行弃审,修改单据后不再支持 自动审核。 不选择自动审核,则生成的报检单处于保存状态,需要手工对报检单进行 审核。 z 检查存货数据权限:打勾选择,默认为否。 选择检查,则检查存货权限。 不选择检查,则不检查存货权限。 检查存货权限:如检查,查询时只能显示有查询权限的存货及其记录;填制 单据时只能参照录入有录入权限的存货 z 检查部门数据权限:打勾选择,默认为否。 选择检查,则检查部门权限。 不选择检查,则不检查部门权限。 检查部门权限:如检查,查询时只能显示有查询权限的部门及其记录;填制 单据时只能参照录入有录入权限的部门 z 检查操作员数据权限:打勾选择,默认为否。 选择检查,则检查操作员权限。 不选择检查,则不检查操作员权限
第二章应用准备 UFIDA用友 23 ◆ 行作 的 损作 ·检查存货与质量检验方案的对应关系:打勾选择,默认为否 ◆ 如果选择此选项:在检验单中参照质量检验方案时,参照的内容存货质量格 验方案对照表中当前存货可使用的质量检验方案:如果用户手工 录入的质 检验方案不是此存货可使用的质量检验方案, 系统会提小用户但不轻制 ◆如果不选择此选项:参照质量检验方案时,参照内容是质量检验方案中的所 有的质量检验方案:如果用户手工录入的质量检验方案不是此存货可使用的 质量检验方案,系统不会提示用户。 ·不良品处理单单价默认取值:下拉选择,可选列表:参考成本、计划价、最新 成本。 在不良品处理单计算不良损失时,需要取存货的单价,此处用于设置取存货的 哪个价格。比如选择了参考成本,则在不良品处理单计算不良损失时,存货的 单价取在货档空中该存货的参考成本, ●浮动换算率:洗择。默认以件数为主 此选项是供应链系统的公共选项,无论在哪个系统修改,其他系统都会相应 改动。 此选项可随时切换。编辑单据时以最新的选项值为准进行计算 录入单据时 量、 0算有值,不算为空 算率这 中两 系统自别按下面的公式计算 有值 另一项为空 三项:数量-件数 ◆ 1、以件数为主:单据上数量、件数和换算率之间的换算关系同851的做法 算法如下 用户修改件数,换算率不变,系统反算数量。数量=件数*换算率 用户修改数量,件数不变,系统反算换算率。换算率=数量件数,如果件 2、以数 是衣 不 系统反算数量 数量=件数*换算率 的 用户修改数量,换算率不变,系统反算件数。 数=数量/换算幸 用户修改件数,数量不变,系统反算换算率。换算率=数量/件数,如果数 量=0,则换算率=( 用户修改换算率,数量不变,系统反算件数。件数=数量/换算率。 。样本不合格数处理方式: ◆此项作用于检验单。用于设置检验单中的样本不合格数处理方式的默认值
第二章 应用准备 23 检查操作员权限:如检查,则查询、修改、删除、审核单据时,只能对单据 制单人有权限的单据进行操作,弃审单据时对单据审核人有权限的单据进行 操作。 z 检查存货与质量检验方案的对应关系:打勾选择,默认为否。 如果选择此选项:在检验单中参照质量检验方案时,参照的内容存货质量检 验方案对照表中当前存货可使用的质量检验方案;如果用户手工录入的质量 检验方案不是此存货可使用的质量检验方案,系统会提示用户但不控制。 如果不选择此选项:参照质量检验方案时,参照内容是质量检验方案中的所 有的质量检验方案;如果用户手工录入的质量检验方案不是此存货可使用的 质量检验方案,系统不会提示用户。 z 不良品处理单单价默认取值:下拉选择,可选列表:参考成本、计划价、最新 成本。 在不良品处理单计算不良损失时,需要取存货的单价,此处用于设置取存货的 哪个价格。比如选择了参考成本,则在不良品处理单计算不良损失时,存货的 单价取存货档案中该存货的参考成本。 z 浮动换算率:选择。默认以件数为主。 此选项是供应链系统的公共选项,无论在哪个系统修改,其他系统都会相应 改动。 此选项可随时切换。编辑单据时以最新的选项值为准进行计算。 录入单据时,数量、件数和换算率这三项中如果其中两项有值,另一项为空 (0 算有值,不算为空),系统自动按下面的公式计算第三项:数量=件数* 换算率 三项都有值时: 1、以件数为主:单据上数量、件数和换算率之间的换算关系同 851 的做法。 算法如下: 用户修改件数,换算率不变,系统反算数量。数量=件数*换算率 用户修改数量,件数不变,系统反算换算率。换算率=数量/件数,如果件 数=0,则换算率=0 用户修改换算率,件数不变,系统反算数量。数量=件数*换算率 2、以数量为主:是本版新增的业务规则,算法如下: 用户修改数量,换算率不变,系统反算件数。件数=数量/换算率 用户修改件数,数量不变,系统反算换算率。换算率=数量/件数,如果数 量=0,则换算率=0 用户修改换算率,数量不变,系统反算件数。件数=数量/换算率。 z 样本不合格数处理方式: 此项作用于检验单。用于设置检验单中的样本不合格数处理方式的默认值
24 UFIDA用友 第二章应用准备 样 数处理 不处 做不良品处 理 但在检验单中 选决定的 想默认带“不处理”,则选 ●指标检验结果对整体检验结果的判定: ·此选项用于对检验单的检验结果的判定。当用户选择检验单的检验规则为按 指标检验时,系统会根据以下用户选择的指标检验结果来判断检验单的整批 检验结果。 ·指标有」个缺陷等级为严重的以上指标检验不合格。 ●或有 个缺陷等级为重要的以上指标检验不合格。 。或有 个缺陷等级为一般的以上指标检验不合格。 ·则检验单整批检验结果为不接收 ●产品报检控制方式: 此选项用 选择 产品报检时对报检最超过生产数量时的控制方式,有以下三种 选择,默认为 下不控围 ◆ 不检查:指在产品报检时,系统不检查报检量是否超过生产数量。 ·提示不控制:指在产品报检量,系统会检查报检量是否超过生产数量,如果 超过系统会提示用户但仍允许生成报检单。 ·严格控制:指在产品报检量,系统会检查报检量是否超过生产数量,如果超 过系统会提示用户并不允许生成报检单, ·产品报检控制规则: 此洗项用于洗择产品报拾时报拾的控制提则即将报拾与生产打单数量 最后一道工序完工数量还是已领用套数进行比较,以确定报检量是否超过生产 数量,默认为按生产订单量控制。 按生产打单控制. 累计报检量≤生产订单量 按最终工 计报检量≤最终 序 合格刻 按领料套数控 ,累计报检量≤已领料套数 ·检验单默认检验结果为接收: ◆此选项作用于检验单。用于设置检验单检验结果的默认值。 ◆如果选择此选项,则批量生成检验单和单张生成检验单时,如果是抽检:样 本合格数默认为抽检量,批检验结果默认为接收,如果是全检,合格接收数 默认为报检量。 ●修改指标档案时同步更新质量检验方案中的对应指标 ◆此洗项作用于指标档案和质量检验方
24 第二章 应用准备 在检验单中,当检验方式为抽检(破坏性抽检和非破坏性抽检),且本批检验的 批检验结果=“接收”时,样本不合格数处理方式才可选。 样本不合格数处理方式的值有两个:不处理、做不良品处理。但在检验单中 默认带哪个值是由此选决定的。如果在检验单中想默认带“不处理”,则选 项中的值要设置为不处理,带入到检验单中可修改。 z 指标检验结果对整体检验结果的判定: 此选项用于对检验单的检验结果的判定。当用户选择检验单的检验规则为按 指标检验时,系统会根据以下用户选择的指标检验结果来判断检验单的整批 检验结果。 z 指标有 1 个缺陷等级为 严重 的以上指标检验不合格。 z 或有 个缺陷等级为 重要 的以上指标检验不合格。 z 或有 个缺陷等级为 一般 的以上指标检验不合格。 z 则检验单整批检验结果为不接收 z 产品报检控制方式: 此选项用于选择产品报检时对报检量超过生产数量时的控制方式,有以下三种 选择,默认为提示不控制: 不检查:指在产品报检时,系统不检查报检量是否超过生产数量。 提示不控制:指在产品报检量,系统会检查报检量是否超过生产数量,如果 超过系统会提示用户但仍允许生成报检单。 严格控制:指在产品报检量,系统会检查报检量是否超过生产数量,如果超 过系统会提示用户并不允许生成报检单。 z 产品报检控制规则: 此选项用于选择产品报检时报检量的控制规则,即将报检量与生产订单数量、 最后一道工序完工数量还是已领用套数进行比较,以确定报检量是否超过生产 数量,默认为按生产订单量控制。 按生产订单控制,累计报检量≤生产订单量 按最终工序控制,累计报检量≤最终工序合格数 按领料套数控制,累计报检量≤已领料套数 z 检验单默认检验结果为接收: 此选项作用于检验单。用于设置检验单检验结果的默认值。 如果选择此选项,则批量生成检验单和单张生成检验单时,如果是抽检:样 本合格数默认为抽检量,批检验结果默认为接收,如果是全检,合格接收数 默认为报检量。 z 修改指标档案时同步更新质量检验方案中的对应指标: 此选项作用于指标档案和质量检验方案
第二章应用准备 UFIDA用友 25 指标名 检率 、检验水平,检验严格度、A0L ,自定 检规则、缺陷等 ·单据进入方式: ·此选项用于设置进入各单据的初始状态,包括空白单据和最后一张单据两个 选择。 ·空白单据:指进入单据时不加载任何单据,即空白单据状态。 ◆最后一张单据:指进入单据时显示当前操作员有权限的最后一张单据。 休息一会儿
第二章 应用准备 25 如果选择此选项,修改指标时,会同步更新质量检验方案中对应指标的相关 内容,如指标名称、指标重要程度、指标计量单位、指标类型、抽检规则、 抽检率、抽检量、检验水平、检验严格度、AQL、自定义抽检规则、缺陷等 级、备注等。 z 单据进入方式: 此选项用于设置进入各单据的初始状态,包括空白单据和最后一张单据两个 选择。 空白单据:指进入单据时不加载任何单据,即空白单据状态。 最后一张单据:指进入单据时显示当前操作员有权限的最后一张单据。 休息一会儿
第3章常用操作 用户在使用产品时,应该了解单据、单据列表、报表的常用操作,并经常练习,以 提高操作准确性和操作速度。 常用操作包括以下内容: ●单据状态:需要审核的单据。 。单据操作:日常单据的常用操作。 。单据列表操作:单据列表的常用操作。 。报表操作:报表的常用操作。 31单据状态 三种状态:录入、未审核、已审核:有下游单据生成,视为单 《质量管理》的所有单据都需要审核,只有已审核的单据才为有效单据, 【单据流程】 ●开始 ●束 【操作流程】 1.进入单据界面,系统显示最后一次操作的单据
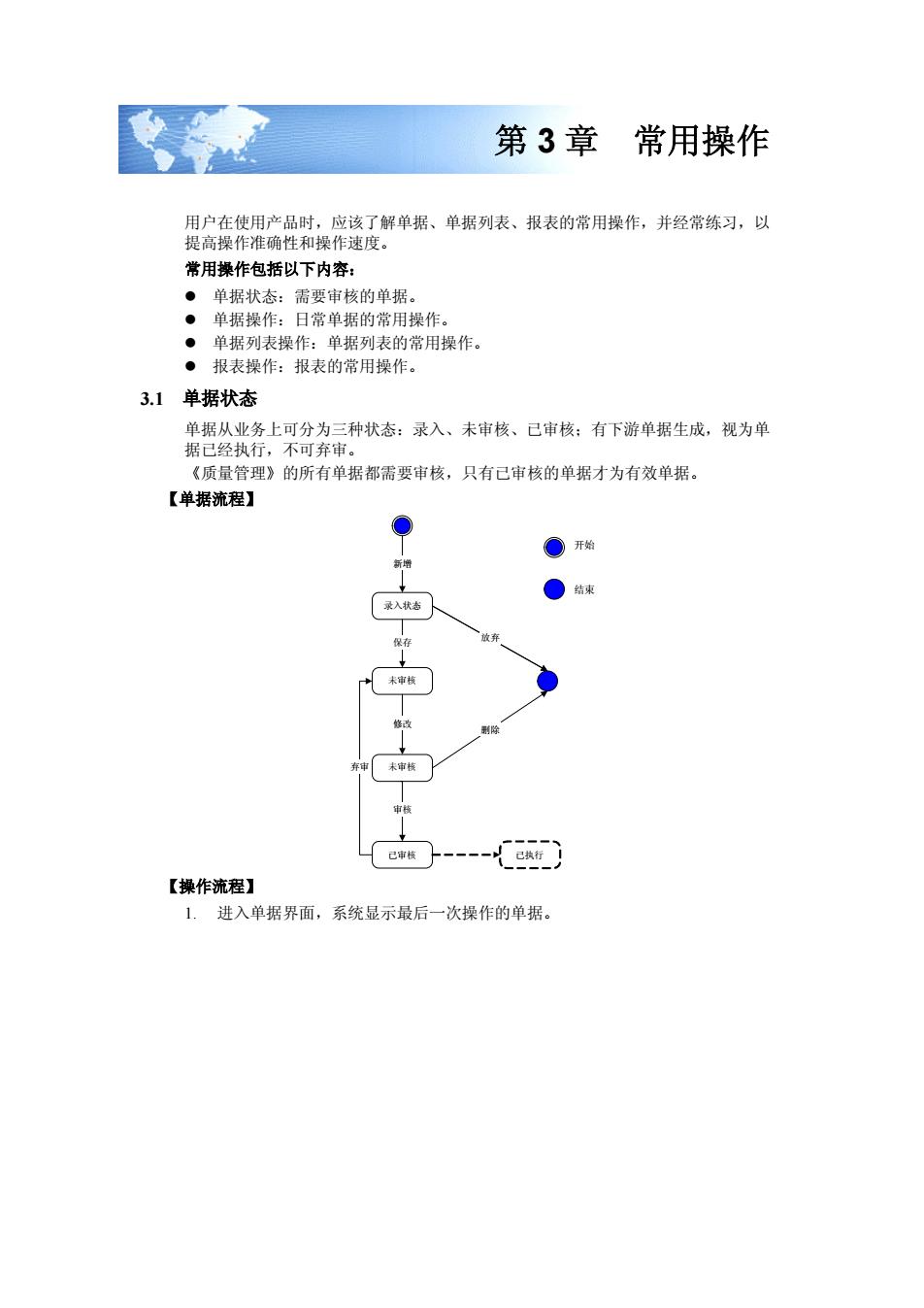
第 3 章 常用操作 用户在使用产品时,应该了解单据、单据列表、报表的常用操作,并经常练习,以 提高操作准确性和操作速度。 常用操作包括以下内容: z 单据状态:需要审核的单据。 z 单据操作:日常单据的常用操作。 z 单据列表操作:单据列表的常用操作。 z 报表操作:报表的常用操作。 3.1 单据状态 单据从业务上可分为三种状态:录入、未审核、已审核;有下游单据生成,视为单 据已经执行,不可弃审。 《质量管理》的所有单据都需要审核,只有已审核的单据才为有效单据。 【单据流程】 未审核 未审核 新增 修改 已审核 审核 弃审 放弃 删除 录入状态 保存 开始 结束 已执行 【操作流程】 1. 进入单据界面,系统显示最后一次操作的单据