插补计算是计算机数控系统中实时性 很强的一项工作,为了提高计算速度,缩 短计算时间 按以下三种结构方式进行改进: 1.采用软/硬件结合的两级插补方案。 2.采用多CPU的分布式处理方案。 3.采用单台高性能微型计算机方案
插补计算是计算机数控系统中实时性 很强的一项工作,为了提高计算速度,缩 短计算时间, 按以下三种结构方式进行改进: 1. 采用软/硬件结合的两级插补方案。 2. 采用多CPU的分布式处理方案。 3. 采用单台高性能微型计算机方案
插补:数据密集化的过程。 数控系统根据输入的基本数据(直线起点、终点坐标, 圆弧圆心、起点、终点坐标、进给速度等)运用一定的算法, 自的在有限坐标点之间形成一系列的坐标数据,从而自动的 对坐标轴进行脉冲分配,完成整个线段的轨迹分析,以满足 工精度的要求。 要求:实时性好,算法误差小、精度高、速度均匀性好 数学模型:直线、圆弧、二次曲线、螺旋线、自由曲线等
插补:数据密集化的过程。 数控系统根据输入的基本数据(直线起点、终点坐标, 圆弧圆心、起点、终点坐标、进给速度等)运用一定的算法, 自动的在有限坐标点之间形成一系列的坐标数据,从而自动的 对各坐标轴进行脉冲分配,完成整个线段的轨迹分析,以满足 加工精度的要求。 数学模型:直线、圆弧、二次曲线、螺旋线、自由曲线等 要求:实时性好,算法误差小、精度高、速度均匀性好
G91G01X-45Y-75F100 x电机
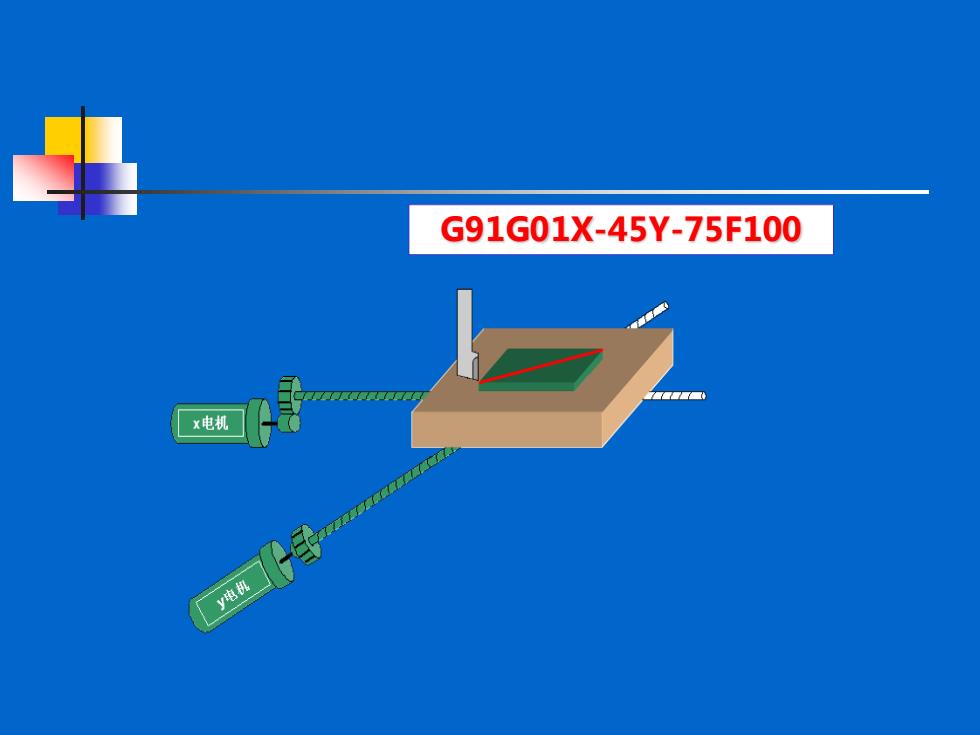
G91G01X-45Y-75F100
第一节 逐点比较法插补 偏差判别:根据刀具 开始 当前位置,确定进 P(xi,yi) 3 A(zoy) 给方向 >0 偏差判别 坐标进给:使加工点 F<0 向给定轨迹趋进 坐标进给 郎向减少滨差方向 移动。 图3-2第一象限直线插补轨迹图 偏差计算 偏差计算:计算新加 工点与给定轨迹之 间的偏差,作为下 终点判别 步判别依据。 N Y 终点判别:判断是否 2 到达终点, 若到达 结束 0123456x 结束插补;否则 图3-6第一象限圆弧插补轨迹 继续以上四个步骤 逐点比较法工作循环图
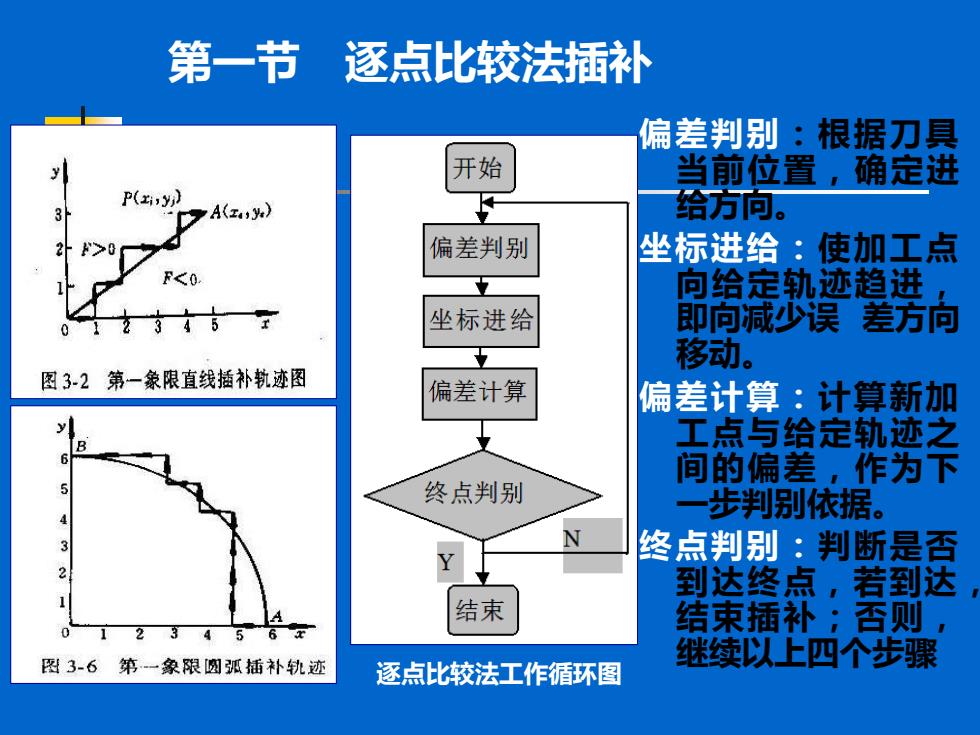
逐点比较法工作循环图 偏差判别:根据刀具 当前位置,确定进 给方向。 坐标进给:使加工点 向给定轨迹趋进, 即向减少误 差方向 移动。 偏差计算:计算新加 工点与给定轨迹之 间的偏差,作为下 一步判别依据。 终点判别:判断是否 到达终点,若到达, 结束插补;否则, 继续以上四个步骤 第一节 逐点比较法插补
一、逐点比较法直线插补 图3-1所示第一象限直线O4,起 点坐标原点,用户编程时,给 A(rey) 出直的终点坐标A(,e) >0。P(,) 直线方程为Xe-X所Ye=0 F=0 ·F<0 直线OA为给定轨迹,P(X,Y) 为动点坐标,动点与直线的位置关 系有三种情况: 图3-1逐点比较法第一象限直线插补 动点在直线上方 直线上 直线下方。 令偏差函数F,户XeY~水Y (1) 若P点在直线上方,则有Fj>0 (2)若P点在直线上, 则有F=0 (3) 若P点在直线下方,则有F订 <0
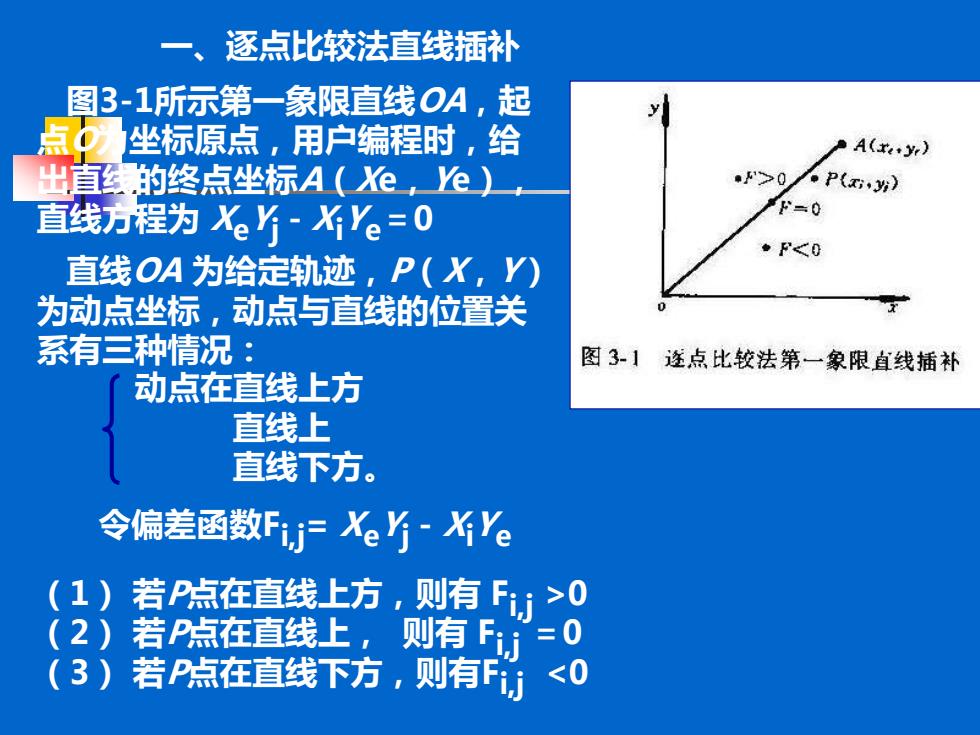
一、逐点比较法直线插补 图3-1所示第一象限直线OA,起 点O为坐标原点,用户编程时,给 出直线的终点坐标A(Xe,Ye), 直线方程为 XeYj-XiYe=0 直线OA 为给定轨迹,P(X,Y) 为动点坐标,动点与直线的位置关 系有三种情况: 动点在直线上方 直线上 直线下方。 (1) 若P点在直线上方,则有 Fi,j >0 (2) 若P点在直线上, 则有 Fi,j =0 (3) 若P点在直线下方,则有Fi,j <0 令偏差函数Fi,j= XeYj-XiYe