2.磨床 外圆磨床的主要组 成部分及其应用 ●床身一一床身是一箱形铸件,用来支承和连接各个部分。床身上面有纵向导轨以安装工作台,横向 导轨以安装砂轮架。床身前面装有各种手柄,床身内安装有液压传动装置和横、纵向进给机构。 ·头架一一头架内有主轴和皮带变速机构。在头架前端安有顶尖以支承工件。调节变速机构可使工件 获得不同转速。工件的旋转速度由拔盘带动拔杆,再带动卡箍,最终带动工件旋转。 ·工作台一一工作台分上、下两层,分别称上、下工作台。下工作台安放在床身纵向导轨上,由机械 或液压传动装置带动作纵向进给运动,工作台往复运动的位置由撞块控制。上层工作台安放在下工 作台上,可相对于下工作台作一定角度的回转调节,以便磨削圆锥面。 ●尾架一一在尾架套筒前端安有顶尖,用来支承工件的另一端。套筒的后端装有弹簧,可调节顶尖对 工件的轴向压力。 ● 砂轮架一一砂轮架安装在床身的横向导轨上,操作横向进给手轮可以实现砂轮的横向进给运动,控 制工件的磨削尺寸。砂轮架还可以由液压传动实现行程为50mm的快速进退运动。砂轮由电机带动 作旋转磨削运动,在砂轮上方的切削液喷嘴,可用来浇注冷却液。 ©求比壁
外圆磨床的主要组 成部分及其应用 2.磨床 ⚫ 床身——床身是一箱形铸件,用来支承和连接各个部分。床身上面有纵向导轨以安装工作台,横向 导轨以安装砂轮架。床身前面装有各种手柄,床身内安装有液压传动装置和横、纵向进给机构。 ⚫ 头架——头架内有主轴和皮带变速机构。在头架前端安有顶尖以支承工件。调节变速机构可使工件 获得不同转速。工件的旋转速度由拔盘带动拔杆,再带动卡箍,最终带动工件旋转。 ⚫ 工作台——工作台分上、下两层,分别称上、下工作台。下工作台安放在床身纵向导轨上,由机械 或液压传动装置带动作纵向进给运动,工作台往复运动的位置由撞块控制。上层工作台安放在下工 作台上,可相对于下工作台作一定角度的回转调节,以便磨削圆锥面。 ⚫ 尾架——在尾架套筒前端安有顶尖,用来支承工件的另一端。套筒的后端装有弹簧,可调节顶尖对 工件的轴向压力。 ⚫ 砂轮架——砂轮架安装在床身的横向导轨上,操作横向进给手轮可以实现砂轮的横向进给运动,控 制工件的磨削尺寸。砂轮架还可以由液压传动实现行程为50mm的快速进退运动。砂轮由电机带动 作旋转磨削运动,在砂轮上方的切削液喷嘴,可用来浇注冷却液
束北大学 fa a)磨削外圆柱面 b)扳转工作台磨削长 圆锥面 0 3ZA32P型万能外圆磨床典型加工示意图 ©)扳转砂轮架磨削 d山扳转头架磨削 >》 短圆锥面 内圆锥面 923
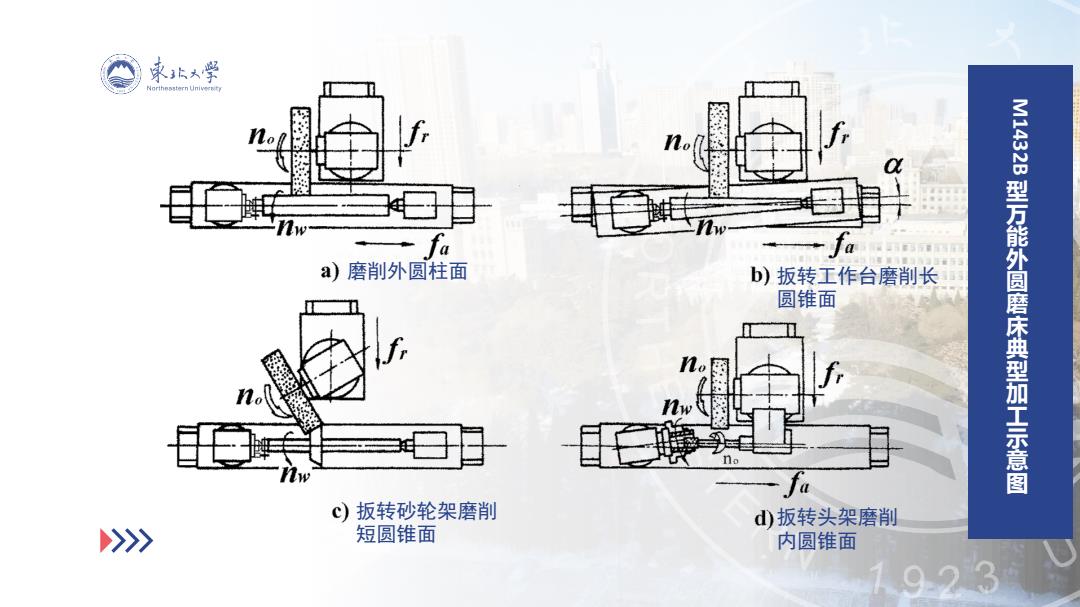
M1432B 型万能外圆磨床典型加工示意图 磨削外圆柱面 扳转工作台磨削长 圆锥面 扳转砂轮架磨削 短圆锥面 扳转头架磨削 内圆锥面
2.磨床 内圆磨床的特点和应用 与外圆磨床相比较,内圆磨床有其不同之处。归纳如下: ●内圆磨床广泛应用卡盘装夹工件,而外圆磨床常用顶尖装夹。 ·内圆磨削时,砂轮受工件孔径限制,一般较小,磨头的转速又不能太高(一般低于 20000rpm)因而磨削速度较低,工件的表面粗糙度较高。 ● 砂轮轴的直径小、悬伸长、刚性差,不宜采用较大的磨削深度和进给量,所以生产率 低。 ●砂轮直径小、磨损快,易堵塞,需要经常修整和更换砂轮,增加了辅助时间,进一步 降低了磨削的生产率
内圆磨床的特点和应用 2.磨床 与外圆磨床相比较,内圆磨床有其不同之处。归纳如下: ⚫ 内圆磨床广泛应用卡盘装夹工件,而外圆磨床常用顶尖装夹。 ⚫ 内圆磨削时,砂轮受工件孔径限制,一般较小,磨头的转速又不能太高(一般低于 20000rpm)因而磨削速度较低,工件的表面粗糙度较高。 ⚫ 砂轮轴的直径小、悬伸长、刚性差,不宜采用较大的磨削深度和进给量,所以生产率 低。 ⚫ 砂轮直径小、磨损快,易堵塞,需要经常修整和更换砂轮,增加了辅助时间,进一步 降低了磨削的生产率
束北大学 头架 砂轮架 4 工作台2 00 滑鞍 内圆磨床 00ò6 床身 © >》 1923
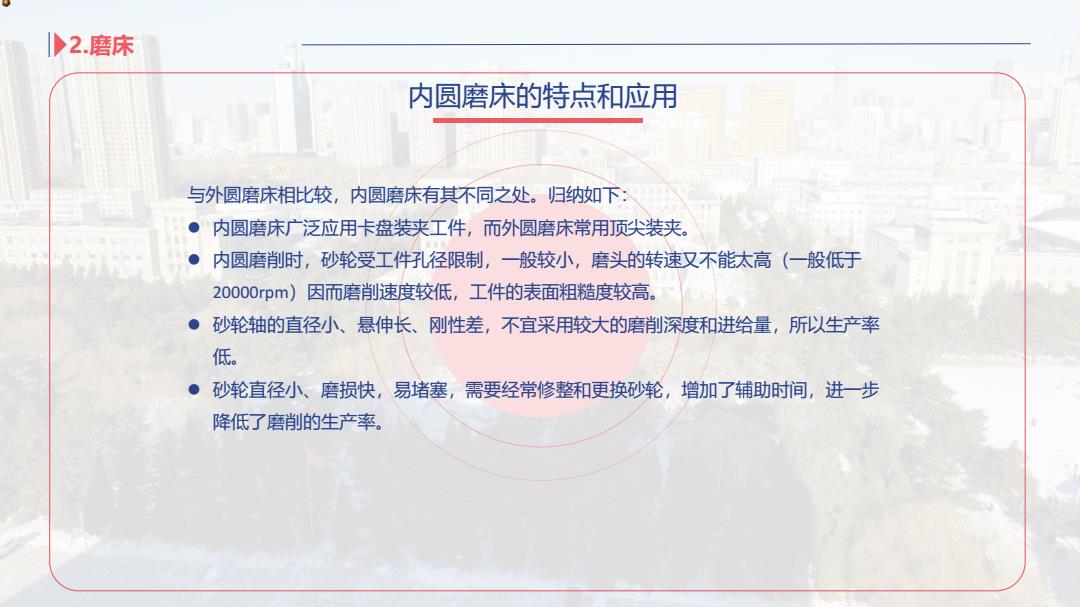
内圆磨床 头架 工作台 床身 砂轮架 滑鞍
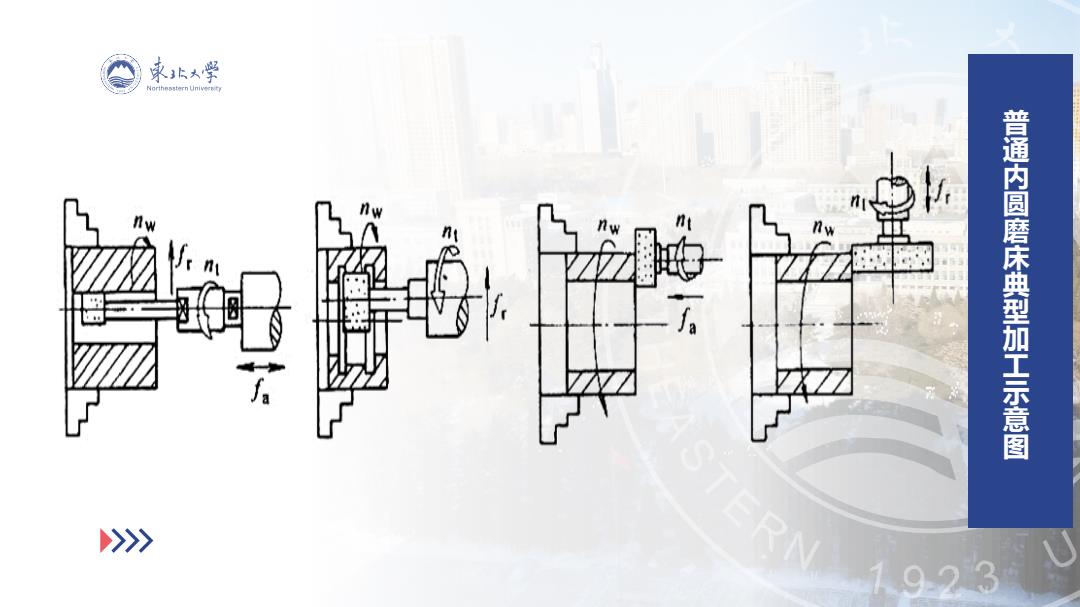
家北大学 nw nw 普通内圆磨床典型加工示意图 >》
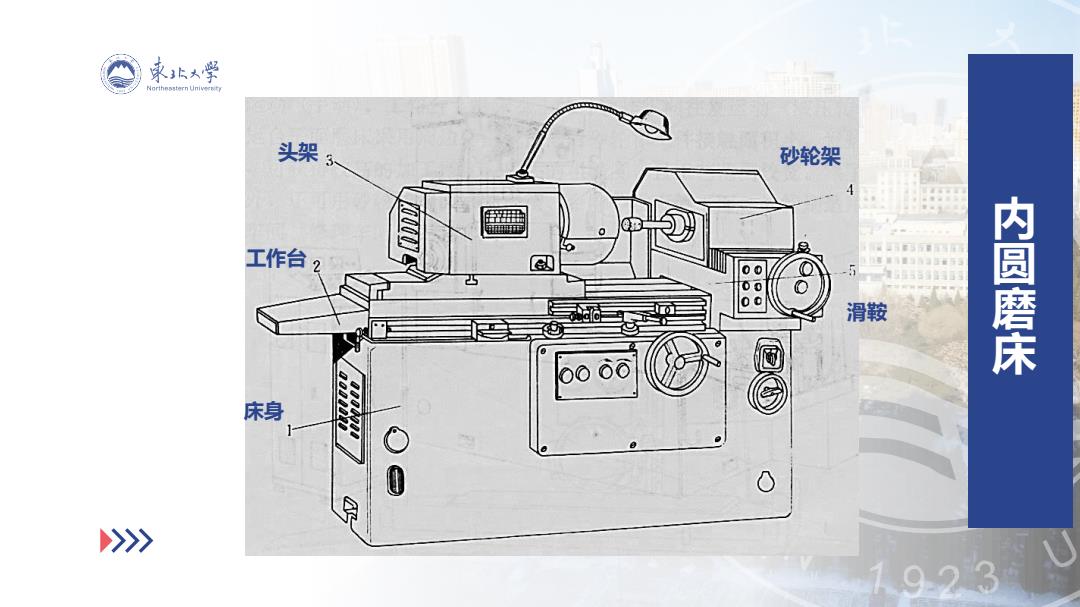
普通内圆磨床典型加工示意图