
东北大学 工程训练中心 工程训练实训 线切割机床
东北大学 工程训练中心 工程训练实训 线切割机床
为保证实践教学质量,规范线切割机 床的使用,避免出现机床及人身事故,特制 定本规程: 开机前应充分了解机床性能、结 构、正确的操作步骤。 2. 检查机床的行程开关和换向开关 安全操作 是否安全可靠,不允许带故障工作 3. 加工前应检查工作液箱中的工作 规程 液是否足够,水管和喷嘴是否畅通, 不应有堵塞现象。检查程序坐标方 向是否与工件安装坐标方向一致。 4. 加工中禁止触摸工件、丝架,以 免触电, 5. 实习结束应将工作区域清理干净 夹具和附件等应擦拭干净放回工具 箱,并保持完整无损
安全操作 规程 为保证实践教学质量,规范线切割机 床的使用,避免出现机床及人身事故,特制 定本规程: 1. 开机前应充分了解机床性能、结 构、正确的操作步骤。 2. 检查机床的行程开关和换向开关 是否安全可靠,不允许带故障工作 。 3. 加工前应检查工作液箱中的工作 液是否足够,水管和喷嘴是否畅通, 不应有堵塞现象。检查程序 坐标方 向是否与工件安装坐标方向一致。 4. 加工中禁止触摸工件、丝架,以 免触电, 5. 实习结束应将工作区域清理干净 ,夹具和附件等应擦拭干净放回工具 箱,并保持完整无损
线切割机床学习内容 1.线切割的概述 2.线切割机床的应用 3.线切割机床的组成 4.线切割机床的加工视频 5.线切割机床的编程
1.线切割的概述 2.线切割机床的应用 3.线切割机床的组成 4.线切割机床的加工视频 5.线切割机床的编程 线 切 割 机 床 学 习 内 容
1.数控线切割机床的概述 ·电火花线切割机(Wire Electrical Discharge Machining简称WEDM),属 于电加工范畴,是由前苏 联拉扎联科夫妇研究开关 触点受火花放电腐蚀损坏 的现象和原因时,发现电 火花的瞬时高温可以使局 部的金属熔化、氧化而被 腐蚀掉,从而开创和发明 了电火花加工方法。线切 割机也于1960年发明于前 苏联,我国是第一个用于 工业生产的国家
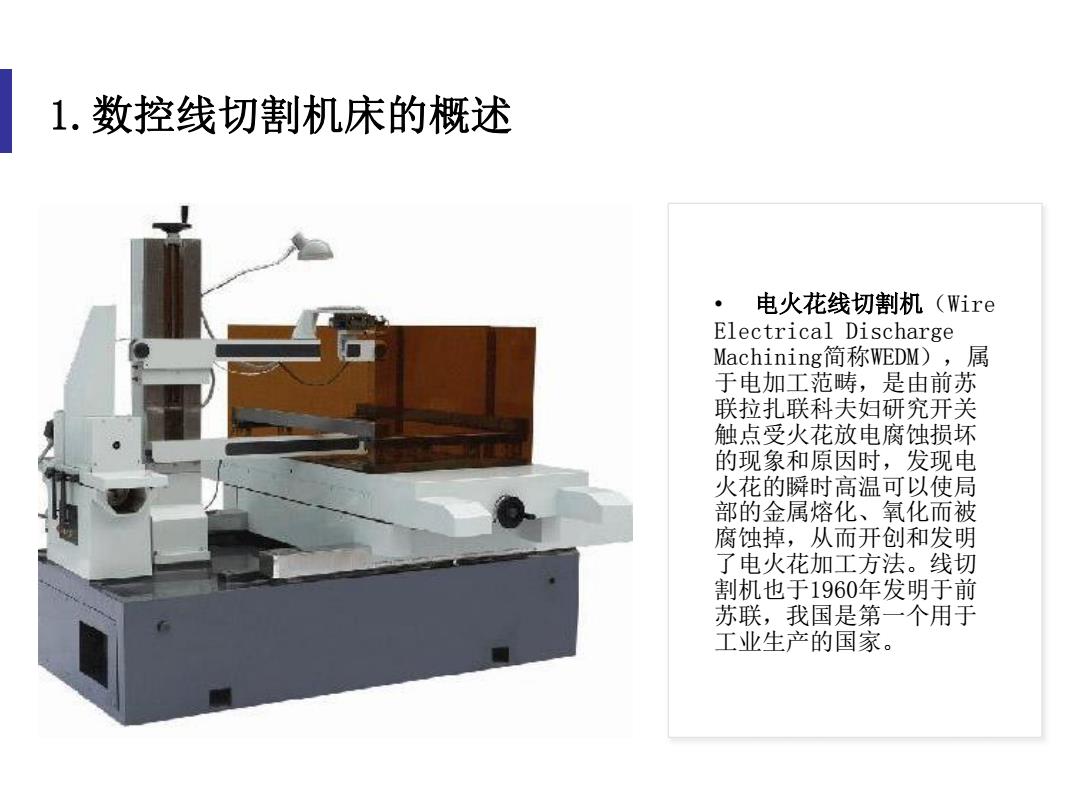
1.数控线切割机床的概述 • 电火花线切割机(Wire Electrical Discharge Machining简称WEDM),属 于电加工范畴,是由前苏 联拉扎联科夫妇研究开关 触点受火花放电腐蚀损坏 的现象和原因时,发现电 火花的瞬时高温可以使局 部的金属熔化、氧化而被 腐蚀掉,从而开创和发明 了电火花加工方法。线切 割机也于1960年发明于前 苏联,我国是第一个用于 工业生产的国家

● ●● 1.数控线切割机床的概述 1.1数控线切割机床的加工原理 加工过程中,操纵工作台带动工 件按加工要求自动控制进给方向,以 保证被切割工件的形状与尺寸要求。 移动的电极丝(钼丝或铜丝)为负电 极,被加工工件为正电极,同时向两 极间隙中喷以工作液。当脉冲电压击 储丝筒 上导轮 穿两极间隙时即产生火花放电,在极 短的时间内使工件金属在一个微小的 进电块 电脉冲 区域内熔化、气化,并发生复杂的物 理、化学反应,熔化和气化物由工作 液带走;放电后,又急剧冷却,液相 6电 工件 又变为固相:这样电极丝就将工件材 料逐渐蚀除掉而形成一条窄缝,达到 切割成形的目的。放电瞬间温度可达 二(0下得轮 6000-10000℃,工件在热和冷的作用 电极丝 下表面层发生很大变化,由表及里分 别是:变质层(约5vm)→硬质层→' 电火花线切割加工原理 原基体
1.数控线切割机床的概述 • 1.1数控线切割机床的加工原理 • 加工过程中,操纵工作台带动工 件按加工要求自动控制进给方向,以 保证被切割工件的形状与尺寸要求。 移动的电极丝(钼丝或铜丝)为负电 极,被加工工件为正电极,同时向两 极间隙中喷以工作液。当脉冲电压击 穿两极间隙时即产生火花放电,在极 短的时间内使工件金属在一个微小的 区域内熔化、气化,并发生复杂的物 理、化学反应,熔化和气化物由工作 液带走;放电后,又急剧冷却,液相 又变为固相;这样电极丝就将工件材 料逐渐蚀除掉而形成一条窄缝,达到 切割成形的目的。放电瞬间温度可达 6000-10000℃,工件在热和冷的作用 下表面层发生很大变化,由表及里分 别是:变质层(约5μ m)→ 硬质层→ 原基体