第一章机械加工工艺规程设计机械加工工艺规程设计的步骤和内容1.作用:生产计划、调度例如汽车制造厂,数万种零件装配成产品,必须要有生产指导文件来协调、组织生产。生产准备的依据:刀具、夹具、辅具车间、厂房设计的依据经验积累
16 第一章 机械加工工艺规程设计
第一章机械加工工艺规程设计2.设计的原始资料:零件工作图,包括必要的装配图零件的生产纲领和生产类型毛坏的生产条件和供应条件本厂的生产条件如设备的规格、性能和精度等级,刀具、夹具、量具的规格和使用情况,工人技术水平,专用设备和工装的制造能力。各有关手册、标准和指导性文件
17 第一章 机械加工工艺规程设计
第一章机械加工工艺规程设计设计机械加工工艺规程的步骤和内容:图纸分析工艺性分析和工艺审查选择毛坏确定加工工艺路线确定各工序的工艺装备确定各主要工序的技术要求和检验方法确定各工序的加工余量、计算工序尺寸和公差确定切削用量确定时间定额填写工艺文件
18 第一章 机械加工工艺规程设计
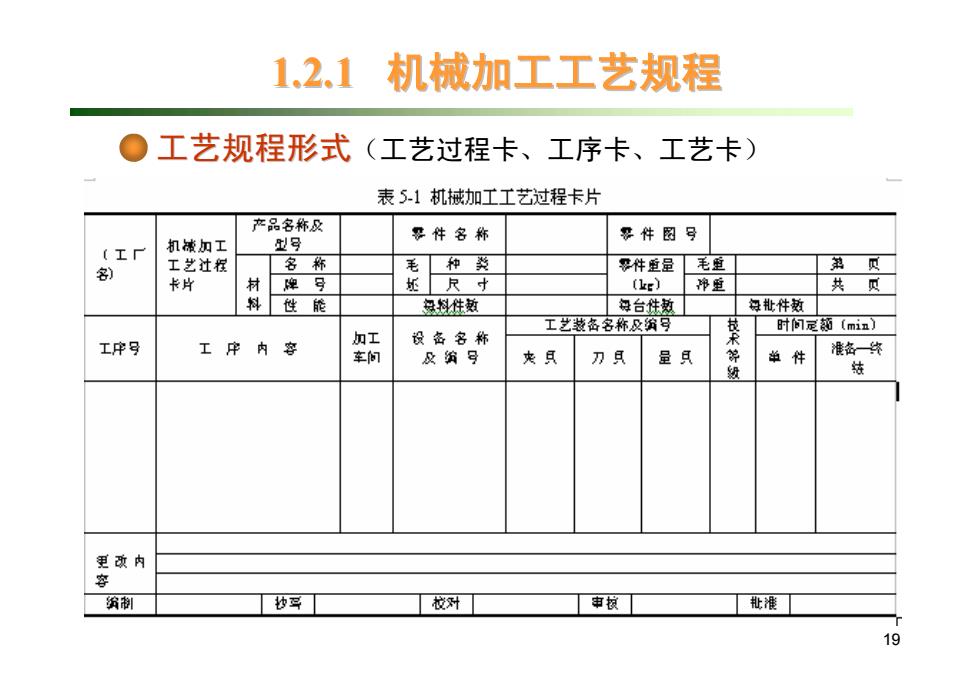
1.2.1机械加工工艺规程工艺规程形式(工艺过程卡、工序卡、工艺卡)表5-1机械加工工艺过程卡片产品名称及零件图号零件名称型号机漆加工(I厂名称第工艺社程毛种葵毛贝零件重量名)卡片牌号核尺十净里共贝村(ke)料性能智料件效每台性效每批件效工艺装备名称及缩号技舒级时间是额(min)加工设备名称工库号容准备一终工库内量具车间夹只刀具单件及编号装更改内容瓷制炒耳校对申校批准19
19 1.2.1 机械加工工艺规程 工艺规程形式(工艺过程卡、工序卡、工艺卡)
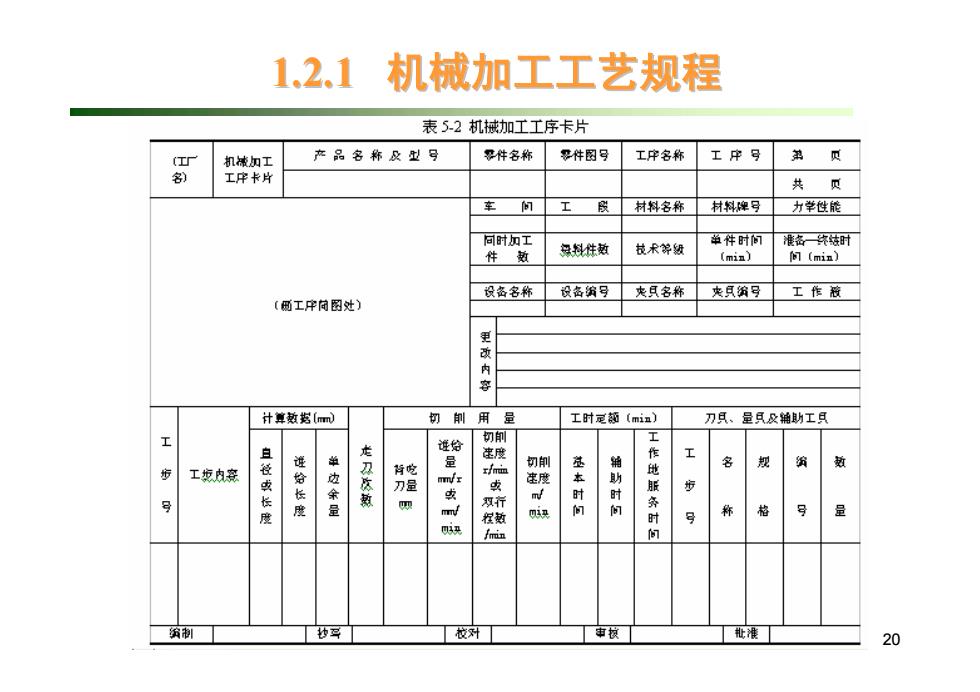
1.2.1机械加工工艺规程表5-2机械加工工序卡片第零件名称工庐号产品名称及型号零件图号工库名称贝(r机减加工名)工库卡片共贝车[I段材料牌号力学性能材料名称同时加工单件时间准备一降结时妞科性效技术等级件效(min)[](min)设备名称设备编号夹只名称夹具号工作液(雨工中间图处)更改内容用量计算效据(mm)切工时龙额(min)量具及辅助工具刀具、切削工工谁份龙及放教作自连度工单量谨切削蒸本箱名规资数径地背吃fria步工按内寒边给助mfr连度盛长刀量或服步长余时时mf务双行wm号量度m6量mf轩格min度时程效3R间fmin资制砂马校对审换批准20
20 1.2.1 机械加工工艺规程