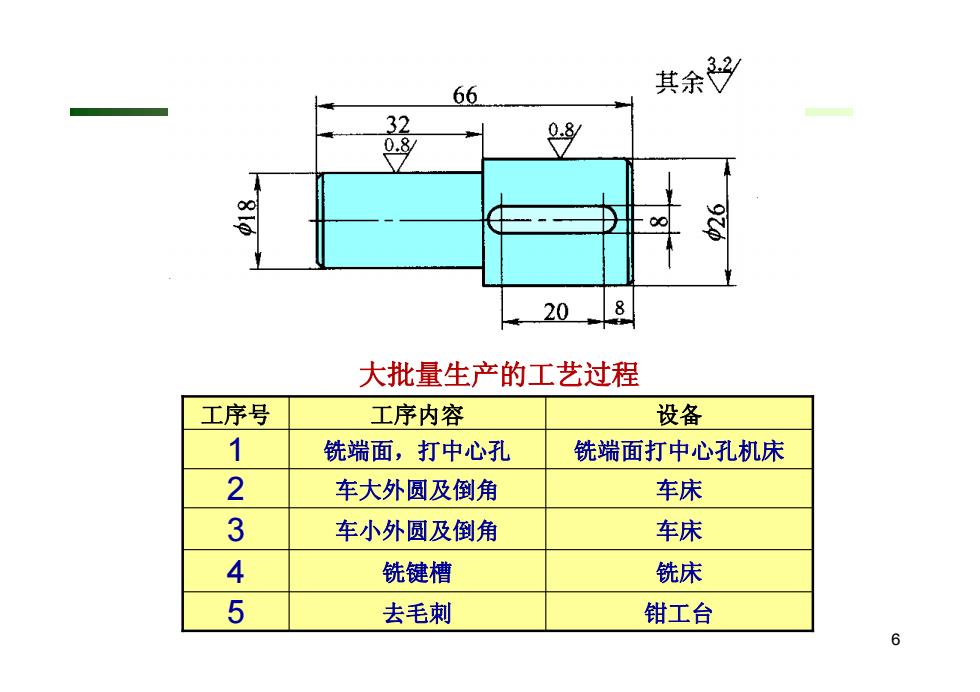
3.2,其余V66320-8088E820大批量生产的工艺过程工序号设备工序内容1铣端面,打中心孔铣端面打中心孔机床2车床车大外圆及倒角3车床车小外圆及倒角4铣床铣键槽5去毛刺钳工台6
6 3 铣键槽,去毛刺 铣床 2 车两外圆及倒角 车床 1 车端面,打中心孔 车床 工序号 工序内容 设备 大批量生 产 的 工 艺过程 单 件 小批生 产 的 工艺过程 5 去毛刺 钳 工 台 4 铣键槽 铣床 3 车小外圆及倒角 车床 2 车大外圆及倒角 车床 1 铣端面,打中心孔 铣端面打中心孔机床 工序号 工序内容 设备
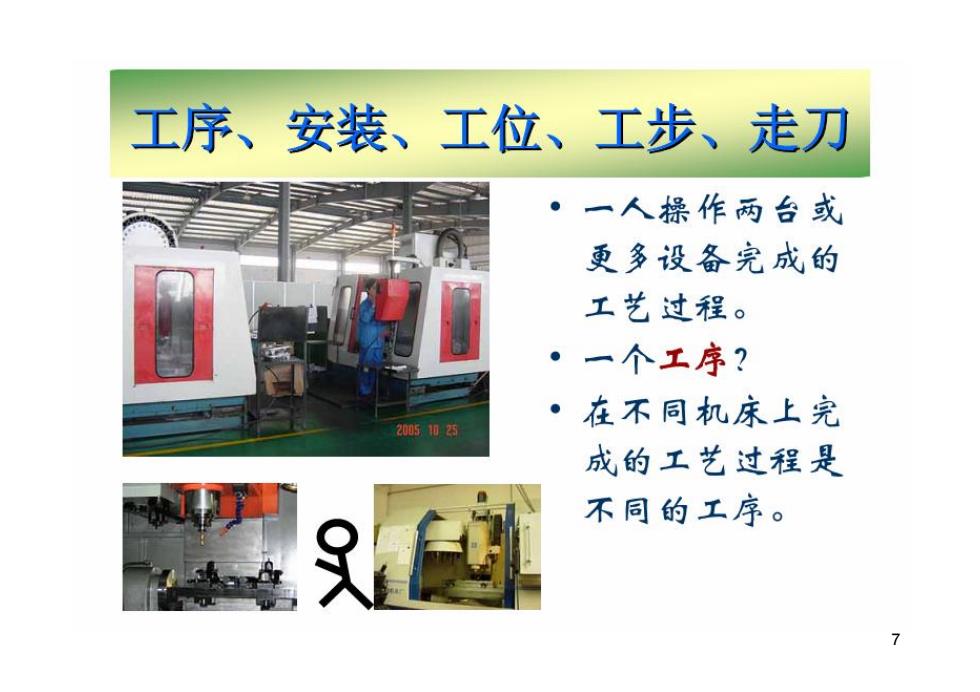
工序、安装、工位、工步、走刀一人操作两台或更多设备完成的工艺过程。一个工序?·在不同机床上完2005.10:25成的工艺过程是不同的工序。又
7
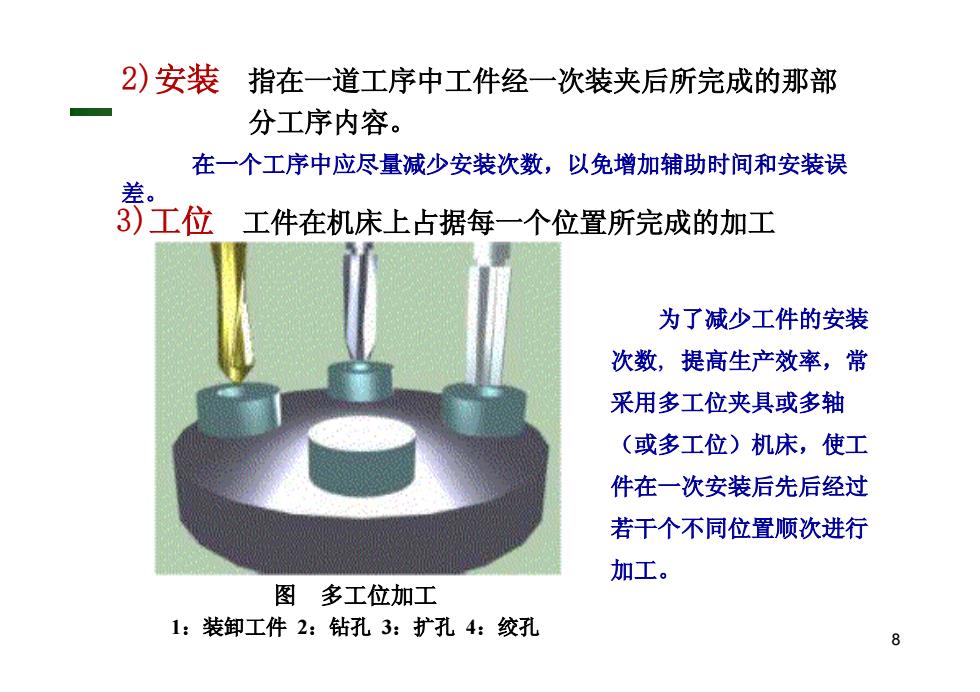
2)安装指在一道工序中工件经一次装夹后所完成的那部分工序内容。在一个工序中应尽量减少安装次数,以免增加辅助时间和安装误差。3)工位工件在机床上占据每一个位置所完成的加工为了减少工件的安装次数,提高生产效率,常采用多工位夹具或多轴(或多工位)机床,使工件在一次安装后先后经过若于个不同位置顺次进行加工。图多工位加工1:装卸工件2:钻孔3:扩孔4:绞孔8
8 2)安装 指在一道工序中工件经一次装夹后所完成的那部 分工序内容。 在一个工序中应尽量减少安装次数,以免增加辅助时间和安装误 差。 3)工位 工件在机床上占据每一个位置所完成的加工 为了减少工件的安装 次数, 提高生产效率,常 采用多工位夹具或多轴 (或多工位)机床,使工 件在一次安装后先后经过 若干个不同位置顺次进行 加工。 图 多工位加工 1:装卸工件 2:钻孔 3:扩孔 4:绞孔
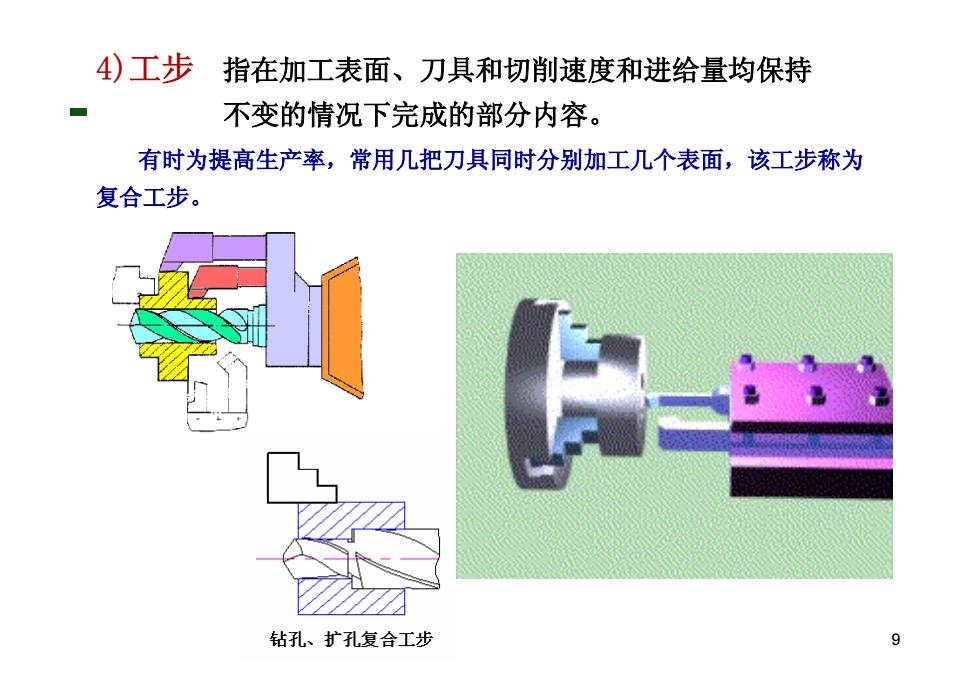
4)工步指在加工表面、刀具和切削速度和进给量均保持不变的情况下完成的部分内容。有时为提高生产率,常用几把刀具同时分别加工几个表面,该工步称为复合工步。烤钻孔、扩孔复合工步
9 4)工步 指在加工表面、刀具和切削速度和进给量均保持 不变的情况下完成的部分内容。 有时为提高生产率,常用几把刀具同时分别加工几个表面,该工步称为 复合工步
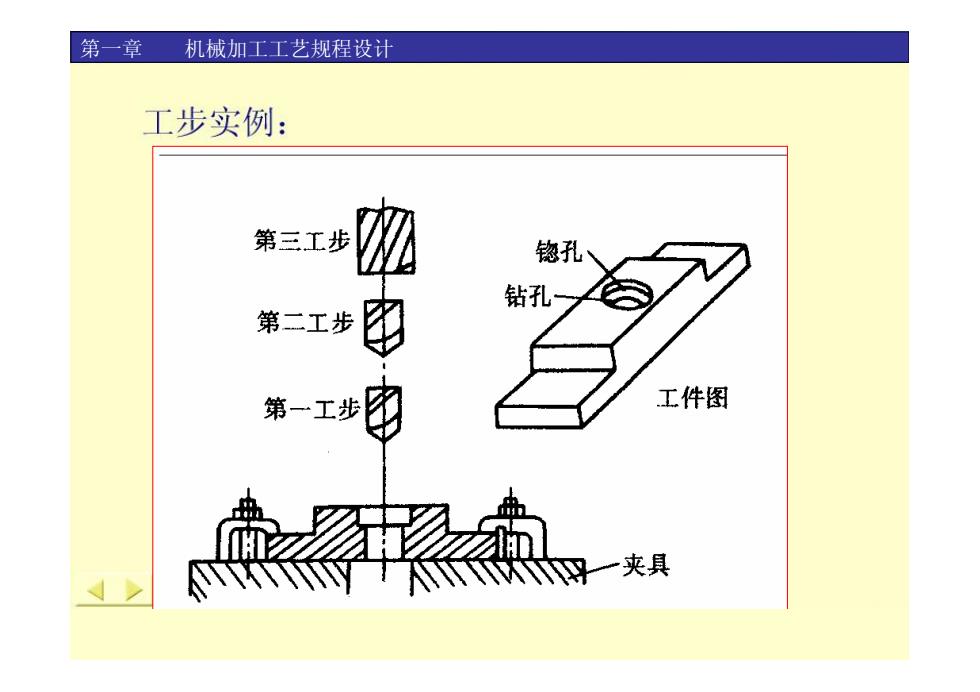
第一章机械加工工艺规程设计工步实例:Z第三工步钩孔钻孔第二工步电工件图第一工步夹具
10 第一章 机械加工工艺规程设计