4.3.2圆简设计 过程设备设计 4.3.2圆筒设计 4.3.2.1筒体结构 优点—一简单 单层式 ①深环、纵焊缝,焊接 缺陷检测和消除困难; 缺点一 且结构本身缺乏阻止裂 筒体结构 纹快速扩展的能力; ②大型锻件、厚钢板性 能比薄钢板差,不同方 组合式 向力学性能差异大,韧 脆转变温度较高,发生 低应力脆性破坏的可能 性也较大; ③加工设备要求高
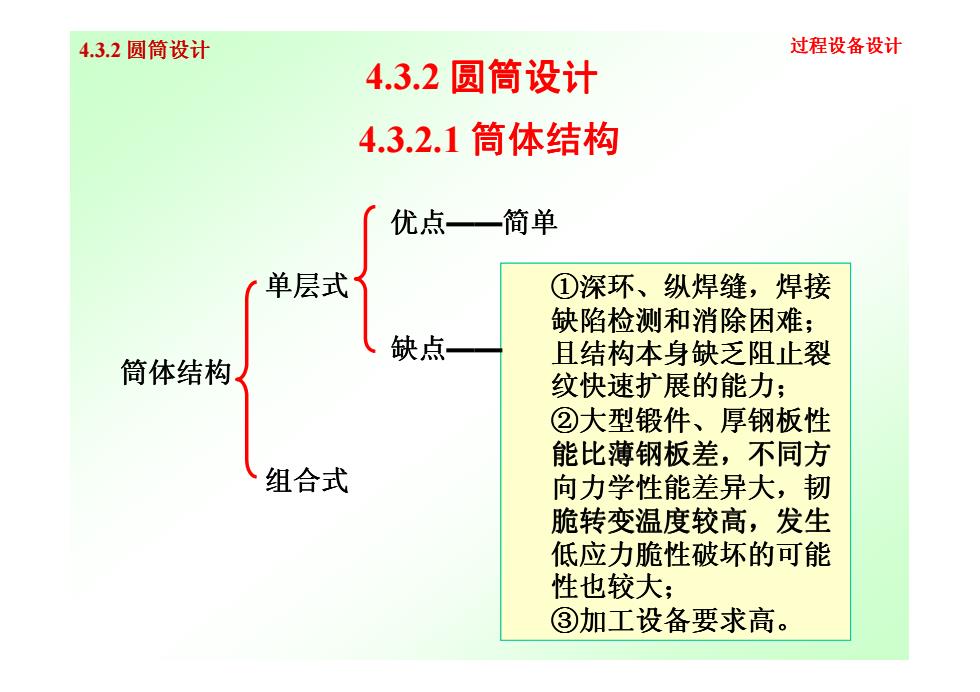
4.3.2 圆筒设计 4.3.2 圆筒设计 单层式 优点——简单 ①深环、纵焊缝,焊接 缺陷检测和消除困难; 缺点—— 且结构本身缺乏阻止裂 4.3.2.1 筒体结构 过程设备设计 3 筒体结构 且结构本身缺乏阻止裂 纹快速扩展的能力; ②大型锻件、厚钢板性 能比薄钢板差,不同方 向力学性能差异大,韧 脆转变温度较高,发生 低应力脆性破坏的可能 性也较大; ③加工设备要求高 ③加工设备要求高。 缺点—— 组合式

4

5

6
4.3.2.1圆简结构 过程设备设计 4.3.2.1筒体结构 一、多层包扎式 1.结构: 深环焊缝 内层一12~25mm 筒体 简节 外层一4~12mm的多层层板 为避免裂纹沿壁厚 2.制造: 方向扩展,各层板 ◆用装置将层板逐层、同心地 之间的纵焊缝应相 包扎在内筒上; ◆借纵焊缝的焊接收缩力使层 互错开75°。 板和内筒、层板与层板之间 互相贴紧,产生一定的预紧 筒节的长度视钢板的 力: 宽度而定,层数则随 章简节上均开有安全孔一报 所需的厚度而定。 警
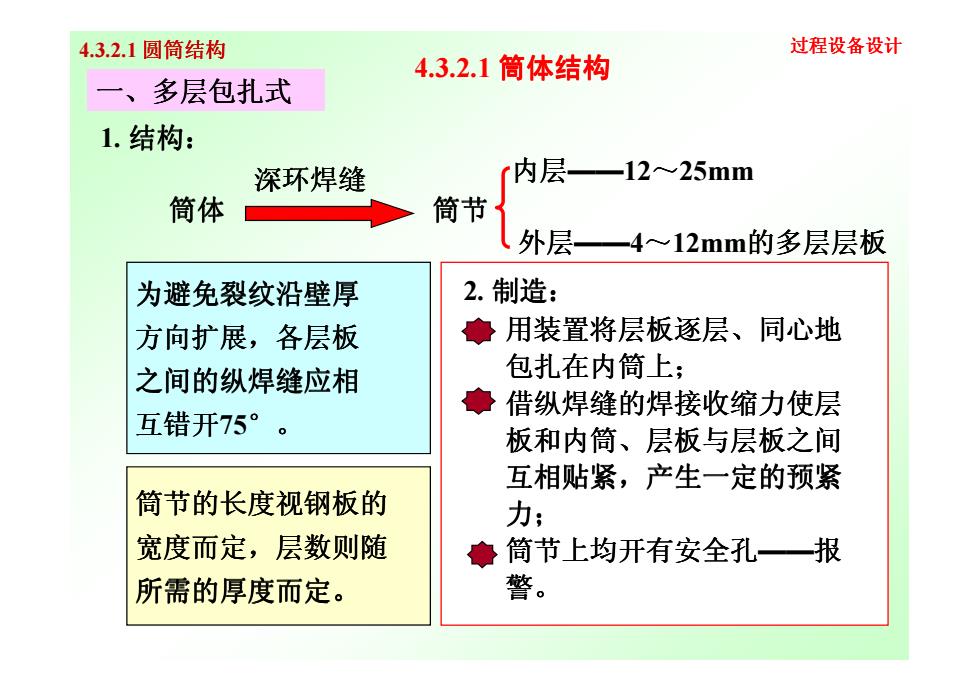
4.3.2.1 圆筒结构 2. 制造: 用装置将层板逐层、同心地 筒体 深环焊缝 筒节 内层——12 ~25mm 外层—— 4 ~12mm的多层层板 为避免裂纹沿壁厚 方向扩展,各层板 一、多层包扎式 1. 结构: 过程设备设计 4.3.2.1 筒体结构 7 包扎在内筒上; 借纵焊缝的焊接收缩力使层 板和内筒、层板与层板之间 、层板与层板之间 互相贴紧,产生一定的预紧 ,产生一定的预紧 力; 筒节上均开有安全孔—— 报 警。 方向扩展,各层板 之间的纵焊缝应相 互错开75°。 筒节的长度视钢板的 宽度而定,层数则随 所需的厚度而定