
4.3.8焊接结构设计 过程设备设计 4.3.8焊接结构设计 焊接接头形式 对接接头 焊接接头形式 角接接头及T字形接头 搭接接头 3
过程设备设计 4.3.8 焊接结构设计 一、焊接接头形式 、焊接接头形式 对接接头 焊接接头形式 角接接头及 T字形接头 4.3.8 焊接结构设计 3 角接接头及 T字形接头 搭接接头 焊接接头形式
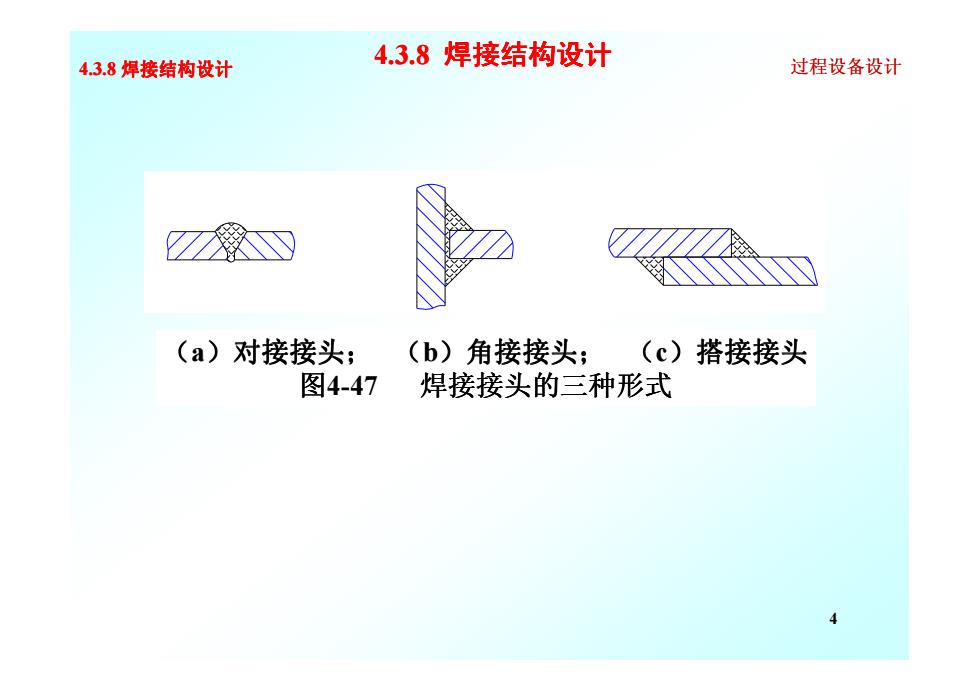
4.3.8焊接结构设计 4.3.8焊接结构设计 过程设备设计 (a)对接接头; (b)角接接头: (c)搭接接头 图4-47 焊接接头的三种形式
(a)对接接头; (b)角接接头; (c)搭接接头 4.3.8 焊接结构设计 过程设备设计 4.3.8 焊接结构设计 4 (a)对接接头; (b)角接接头; (c)搭接接头 图4-47 焊接接头的三种形式
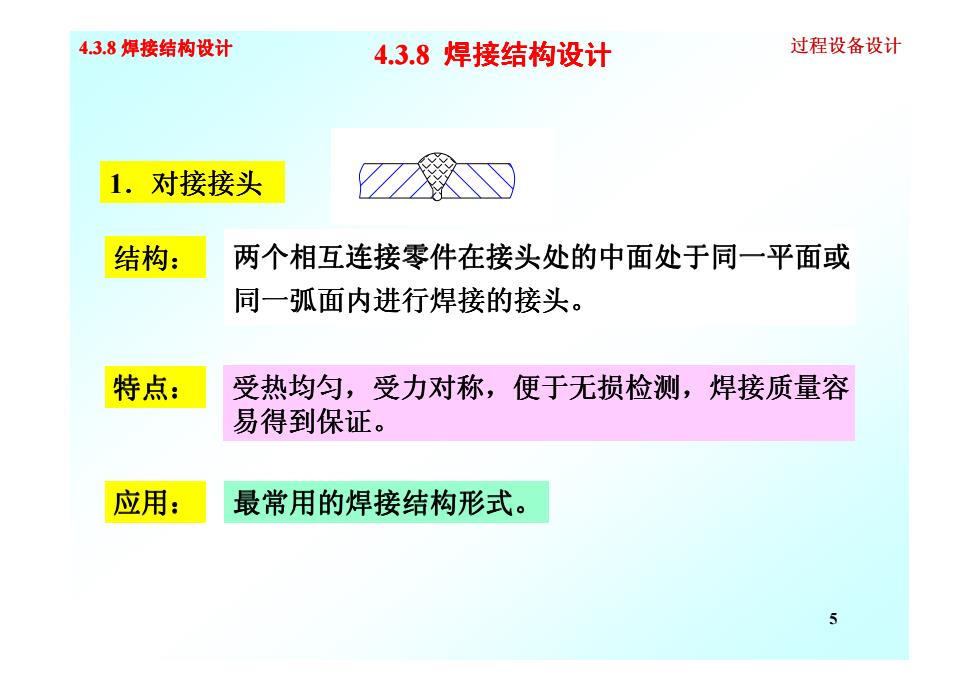
43.8焊接结构设计 4.3.8焊接结构设计 过程设备设计 1.对接接头 结构: 两个相互连接零件在接头处的中面处于同一平面或 同一弧面内进行焊接的接头。 特点: 受热均匀,受力对称,便于无损检测,焊接质量容 易得到保证。 应用: 最常用的焊接结构形式。 5
1.对接接头 结构: 两个相互连接零件在接头处的中面处于同一平面或 同一弧面内进行焊接的接头。 两个相互连接零件在接头处的中面处于同一平面或 同一弧面内进行焊接的接头。 4.3.8 焊接结构设计 过程设备设计 4.3.8 焊接结构设计 5 受热均匀,受力对称,便于无损检测 ,便于无损检测,焊接质量容 易得到保证。 受热均匀,受力对称,便于无损检测 ,便于无损检测,焊接质量容 易得到保证。 特点: 应用: 最常用的焊接结构形式
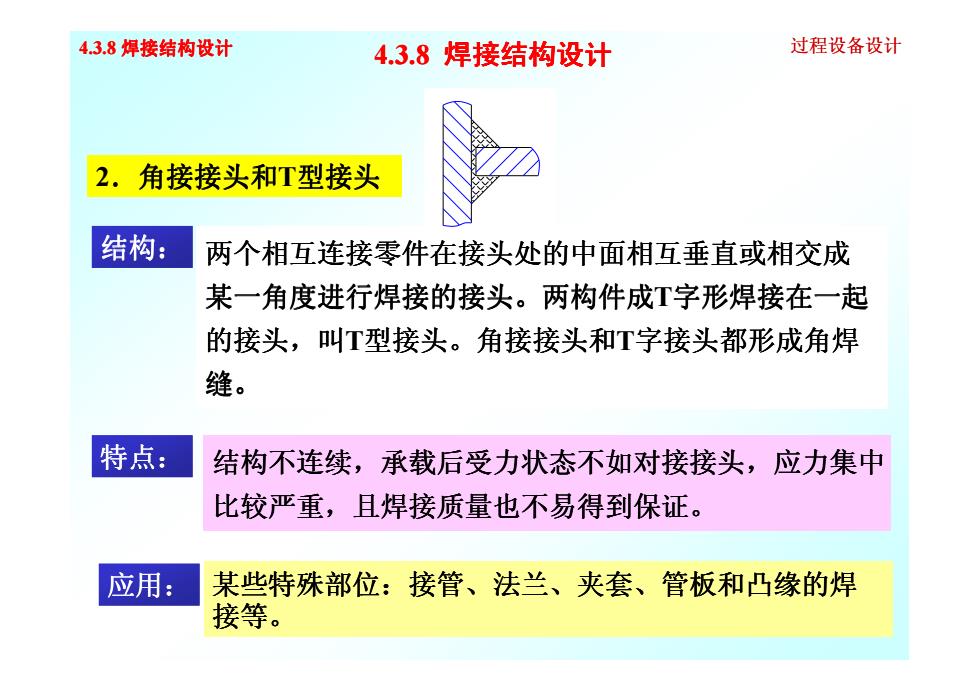
43.8焊接结构设计 4.3.8焊接结构设计 过程设备设计 2.角接接头和T型接头 结构: 两个相互连接零件在接头处的中面相互垂直或相交成 某一角度进行焊接的接头。两构件成T字形焊接在一起 的接头,叫T型接头。角接接头和T字接头都形成角焊 缝。 特点: 结构不连续,承载后受力状态不如对接接头,应力集中 比较严重,且焊接质量也不易得到保证。 应用: 某些特殊部位:接管、法兰、夹套、管板和凸缘的焊 接等
2.角接接头和T型接头 结构: 两个相互连接零件在接头处的中面相互垂直或相交成 某一角度进行焊接的接头。两构件成T字形焊接在一起 的接头,叫T型接头。角接接头和T字接头都形成角焊 两个相互连接零件在接头处的中面相互垂直或相交成 某一角度进行焊接的接头。两构件成T字形焊接在一起 的接头,叫T型接头。角接接头和T字接头都形成角焊 4.3.8 焊接结构设计 过程设备设计 4.3.8 焊接结构设计 6 结构不连续,承载后受力状态不如对接接头 ,承载后受力状态不如对接接头,应力集中 比较严重,且焊接质量也不易得到保证 ,且焊接质量也不易得到保证。 结构不连续,承载后受力状态不如对接接头 ,承载后受力状态不如对接接头,应力集中 比较严重,且焊接质量也不易得到保证 ,且焊接质量也不易得到保证。 的接头,叫T型接头。角接接头和T字接头都形成角焊 缝。 的接头,叫T型接头。角接接头和T字接头都形成角焊 缝。 特点: 某些特殊部位:接管、法兰、夹套、管板和凸缘的焊 、管板和凸缘的焊 接等。 某些特殊部位:接管、法兰、夹套、管板和凸缘的焊 、管板和凸缘的焊 接等。 应用:
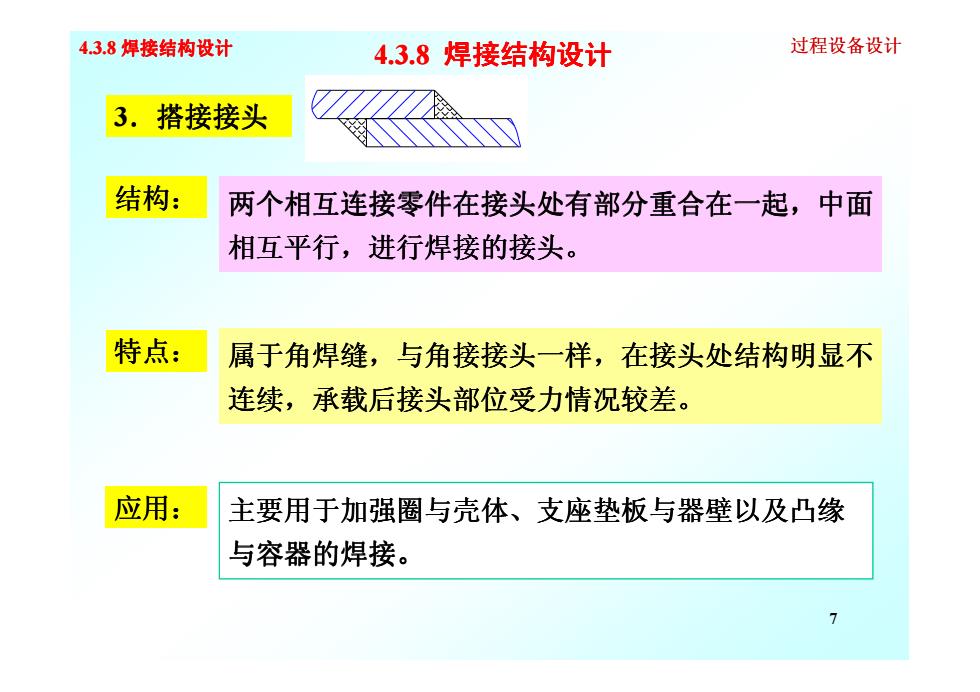
4.3.8焊接结构设计 4.3.8焊接结构设计 过程设备设计 3.搭接接头 结构: 两个相互连接零件在接头处有部分重合在一起,中面 相互平行,进行焊接的接头。 特点: 属于角焊缝,与角接接头一样,在接头处结构明显不 连续,承载后接头部位受力情况较差。 应用: 主要用于加强圈与壳体、支座垫板与器壁以及凸缘 与容器的焊接
3.搭接接头 结构: 两个相互连接零件在接头处有部分重合在一起,中面 相互平行,进行焊接的接头 ,进行焊接的接头。 两个相互连接零件在接头处有部分重合在一起,中面 相互平行,进行焊接的接头 ,进行焊接的接头。 特点: 属于角焊缝,与角接接头一样 与角接接头一样,在接头处结构明显不 在接头处结构明显不 4.3.8 焊接结构设计 过程设备设计 4.3.8 焊接结构设计 7 主要用于加强圈与壳体、支座垫板与器壁以及凸缘 、支座垫板与器壁以及凸缘 与容器的焊接。 特点: 属于角焊缝,与角接接头一样,在接头处结构明显不 连续,承载后接头部位受力情况较差 ,承载后接头部位受力情况较差。 属于角焊缝,与角接接头一样,在接头处结构明显不 连续,承载后接头部位受力情况较差 ,承载后接头部位受力情况较差。 应用: