10.1加工工艺规程-生产纲领和生产类型 2、生产类型与加工工艺过程的特点 生产类型是指企业生产专业化程度的分类,按照产品的生产纲 领、投入生产的批量,可将生产分为: 单件生产:单个生产不同结构和尺寸的产品,很少重复 甚至不重复。 ,新产品试制、维修车间的配件制造和重型机械制造 大量生产:同一产品的生产数量很大,工作地点经常按 一定节奏重复进行某一零件的某一工序的加工。 ,自行车制造和一些链条厂、轴承厂
2、生产类型与加工工艺过程的特点 生产类型是指企业生产专业化程度的分类,按照产品的生产纲 领、投入生产的批量,可将生产分为: ◼ 单件生产:单个生产不同结构和尺寸的产品,很少重复 甚至不重复。 ➢ 新产品试制、维修车间的配件制造和重型机械制造 ◼ 大量生产:同一产品的生产数量很大,工作地点经常按 一定节奏重复进行某一零件的某一工序的加工。 ➢ 自行车制造和一些链条厂、轴承厂 10.1 加工工艺规程 - 生产纲领和生产类型
10.1加工工艺规程-生产纲领和生产类型 2、生产类型与加工工艺过程的特点 批量生产:一年中分批轮流制造几种不同的产品,每种 产品均有一定的数量,工作地点的加工对象周期性地重 复。 通用机械厂、某些农业机械厂、陶瓷机械厂、造纸机械厂、烟 草机械厂 同一产品(或零件)每批投入生产的数量称为批量,根据批量 的大小又可分为大批量生产、中批量生产和小批量生产。 生产类型 生产纲领 (件/年或台/年) 重型(30kg以上) 中型 (4~30kg) 轻型 (4kg以下) 单件生产 5以下 10以下 I00以下 批量生 小批量生产 5~100 10~200 100~500 产 中批量生产 100~300 200~500 500~5000 大批量生产 300~1000 500~5000 5000~50000 大量生产 1000以上 5000以上 50000以上 生产类型和生产纲领的关系
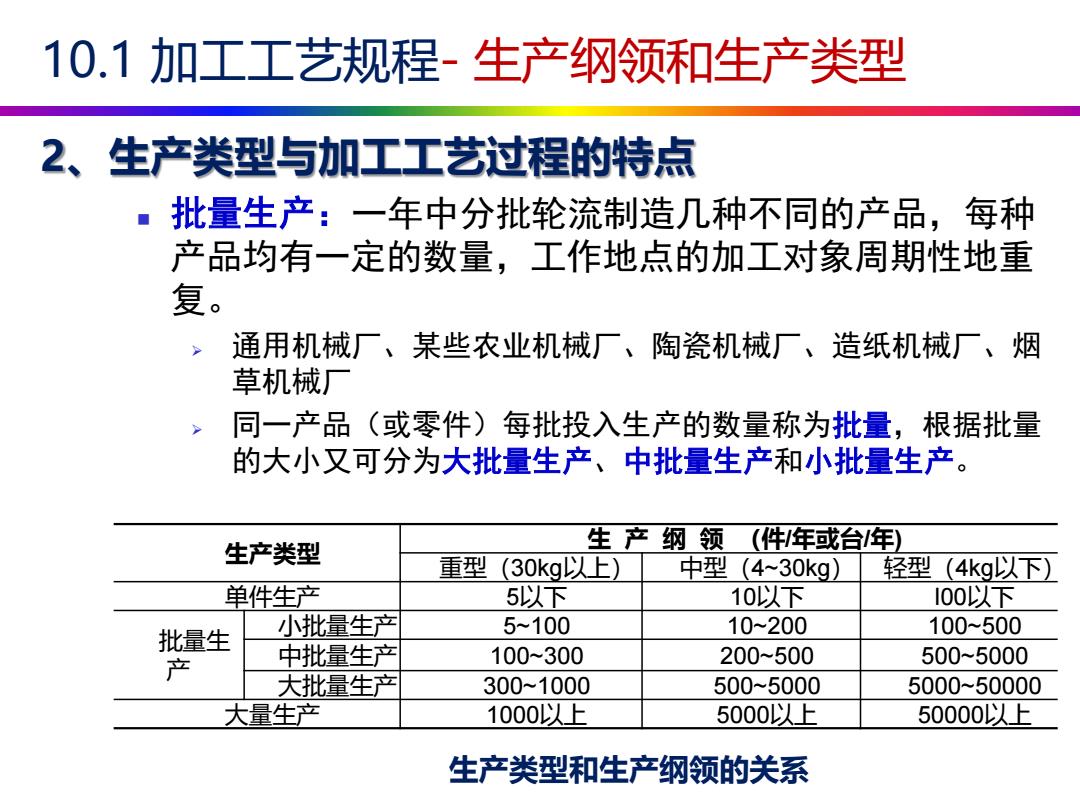
2、生产类型与加工工艺过程的特点 ◼ 批量生产:一年中分批轮流制造几种不同的产品,每种 产品均有一定的数量,工作地点的加工对象周期性地重 复。 ➢ 通用机械厂、某些农业机械厂、陶瓷机械厂、造纸机械厂、烟 草机械厂 ➢ 同一产品(或零件)每批投入生产的数量称为批量,根据批量 的大小又可分为大批量生产、中批量生产和小批量生产。 10.1 加工工艺规程- 生产纲领和生产类型 生产类型 生 产 纲 领 (件/年或台/年) 重型(30kg以上) 中型(4~30kg) 轻型(4kg以下) 单件生产 5以下 10以下 l00以下 批量生 产 小批量生产 5~100 10~200 100~500 中批量生产 100~300 200~500 500~5000 大批量生产 300~1000 500~5000 5000~50000 大量生产 1000以上 5000以上 50000以上 生产类型和生产纲领的关系
10.1加工工艺规程-生产纲领和生产类型 2、生产类型与加工工艺过程的特点 工艺特点 单件生产 批量生产 大量生产 毛坯的 铸件用木模手工造型,锻件 铸件用金属模造型, 铸件广泛用金属模机器 制造方法 用自由锻 部分锻件用模锻 造型,锻件用模锻 零件 无需互换、互配零件可成对 大部分零件有互换性, 全部零件有互换性,某 互换性 制造,广泛用修配法装配 少数用修配法装配 些要求精度高的配合, 采用分组装配 机床设备 采用通用机床;按机床类别 部分采用通用机床,部分 广泛采用生产率高的专 及其布置 和规格采用“机群式”排列 专用机床; 用机床和自动机床; 按零件加工分“工段”排列 按流水线形式排列 夹具 很少用专用夹具,由划线和 广泛采用专用夹具,部分 广泛用专用夹具,用调 试切法达到设计要求 用划线法进行加工 整法达到精度要求 刀具和 较多采用专用刀具和专用 广泛采用高生产率的 量具 采用通用刀具和万能量具 量具 刀具和量具 对技术工人 各工种需要一定熟练程度 对机床调整工人技术要 要求 需要技术熟练的工人 的技术工人 求高,对机床操作工人技术 要求低 对工艺文件 有详细的工艺过程卡或江 艺卡,零件的关键工序有 有工艺过程卡、工艺卡 的要求 只有简单的工艺过程卡 详细的工序卡 和工序卡等详细的工艺文件 各种生产类型的工艺特点
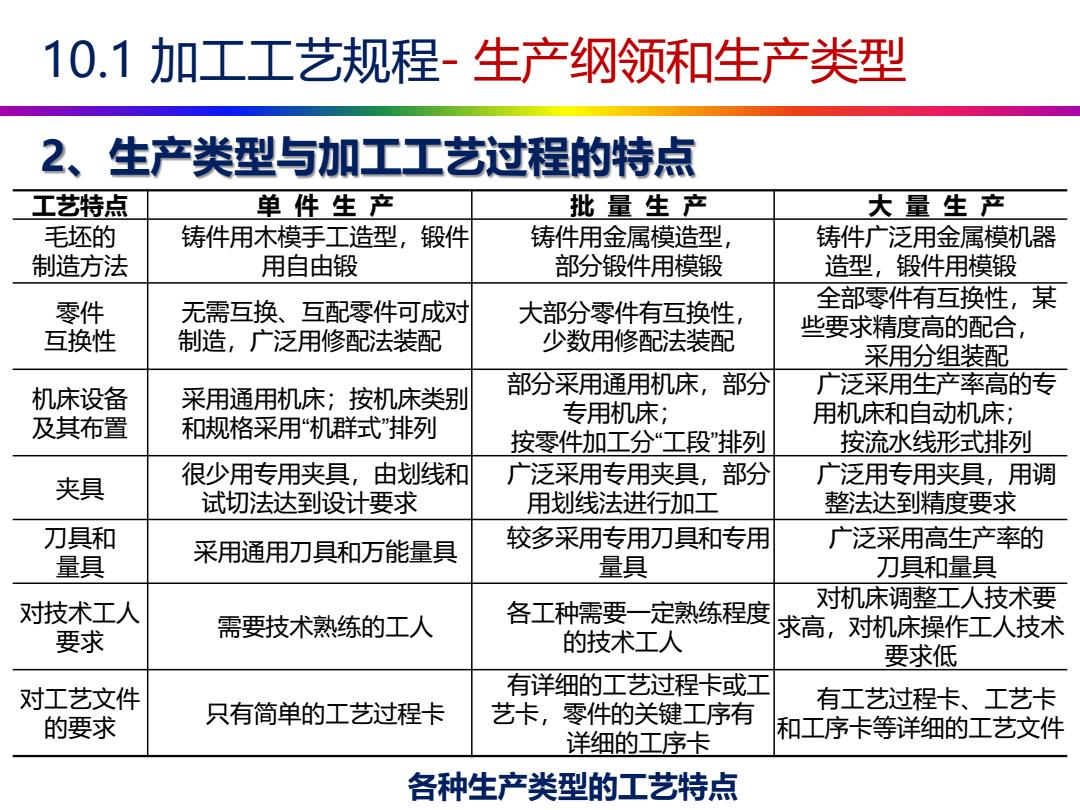
2、生产类型与加工工艺过程的特点 10.1 加工工艺规程- 生产纲领和生产类型 各种生产类型的工艺特点 工艺特点 单 件 生 产 批 量 生 产 大 量 生 产 毛坯的 制造方法 铸件用木模手工造型,锻件 用自由锻 铸件用金属模造型, 部分锻件用模锻 铸件广泛用金属模机器 造型,锻件用模锻 零件 互换性 无需互换、互配零件可成对 制造,广泛用修配法装配 大部分零件有互换性, 少数用修配法装配 全部零件有互换性,某 些要求精度高的配合, 采用分组装配 机床设备 及其布置 采用通用机床;按机床类别 和规格采用“机群式”排列 部分采用通用机床,部分 专用机床; 按零件加工分“工段”排列 广泛采用生产率高的专 用机床和自动机床; 按流水线形式排列 夹具 很少用专用夹具,由划线和 试切法达到设计要求 广泛采用专用夹具,部分 用划线法进行加工 广泛用专用夹具,用调 整法达到精度要求 刀具和 量具 采用通用刀具和万能量具 较多采用专用刀具和专用 量具 广泛采用高生产率的 刀具和量具 对技术工人 要求 需要技术熟练的工人 各工种需要一定熟练程度 的技术工人 对机床调整工人技术要 求高,对机床操作工人技术 要求低 对工艺文件 的要求 只有简单的工艺过程卡 有详细的工艺过程卡或工 艺卡,零件的关键工序有 详细的工序卡 有工艺过程卡、工艺卡 和工序卡等详细的工艺文件
10.2机械加工工艺规程设计-内容和步骤 1、定义 机械加工工艺规程是规定零件机械加工工艺过程和操作 方法等的工艺文件之一,它是在具体的生产条件下,把较为 合理的工艺过程和操作方法,按照规定的形式书写成工艺文 件,经审批后用来指导生产。 ■内容: 工件加工的工艺路线 各工序的具体内容及所用的设备和工艺装备 工件的检验项目及检验方法 切削用量 时间定额
1、定义 机械加工工艺规程是规定零件机械加工工艺过程和操作 方法等的工艺文件之一,它是在具体的生产条件下,把较为 合理的工艺过程和操作方法,按照规定的形式书写成工艺文 件,经审批后用来指导生产。 ◼ 内容: ➢ 工件加工的工艺路线 ➢ 各工序的具体内容及所用的设备和工艺装备 ➢ 工件的检验项目及检验方法 ➢ 切削用量 ➢ 时间定额 10.2 机械加工工艺规程设计 - 内容和步骤

10.2机械加工工艺规程设计-内容和步聚 主要功能: 指导生产的重要技术文件,生产组织和生产准备工作的依据, 新建和扩建工厂(车间)的技术依据。 ·制订原则: 。优质、高产和低成本,技术上的先进性,经济上的合理性,良 好的劳动条件及避免环境污染。 ■原始资料: 产品全套装配图和零件图,产品验收的质量标准,产品的生产 纲领(年产量),毛坯资料,生产条件;国内外先进工艺及生 产技术发展情况;相关的工艺手册、图册和数据库
◼ 主要功能: ➢ 指导生产的重要技术文件,生产组织和生产准备工作的依据, 新建和扩建工厂(车间)的技术依据。 ◼ 制订原则: ➢ 优质、高产和低成本,技术上的先进性,经济上的合理性,良 好的劳动条件及避免环境污染。 ◼ 原始资料: ➢ 产品全套装配图和零件图,产品验收的质量标准,产品的生产 纲领(年产量),毛坯资料,生产条件;国内外先进工艺及生 产技术发展情况;相关的工艺手册、图册和数据库。 10.2 机械加工工艺规程设计- 内容和步骤