10.1加工工艺规程-生产过程与工艺过程 1)工序:阶梯轴加工工艺过程 工序号 工序内容 设备 工序号 工序内容 设备 车一端面,钻中心孔; 1 铣端面,钻中心孔 中心孔机床 1 调头车另一端面; 车床 钻中心孔 2 车大端外圆及倒角 车床 车大端外圆及倒角; 3 车小端外圆及倒角 车床 2 车小端外圆及倒角 车床 4 铣键槽 立式铣床 3 铣键槽;去毛刺 铣床 5 去毛刺 钳工 小批量生产的工艺过程 大批量生产的工艺过程 工序号 工序内容 设备 车一端面,钻中心孔;车另一端面,钻中心孔; 1 车大端外圆及倒角;车小端外圆及倒角 车床 2 铣键槽;去毛刺 铣床 单间生产的工艺过程
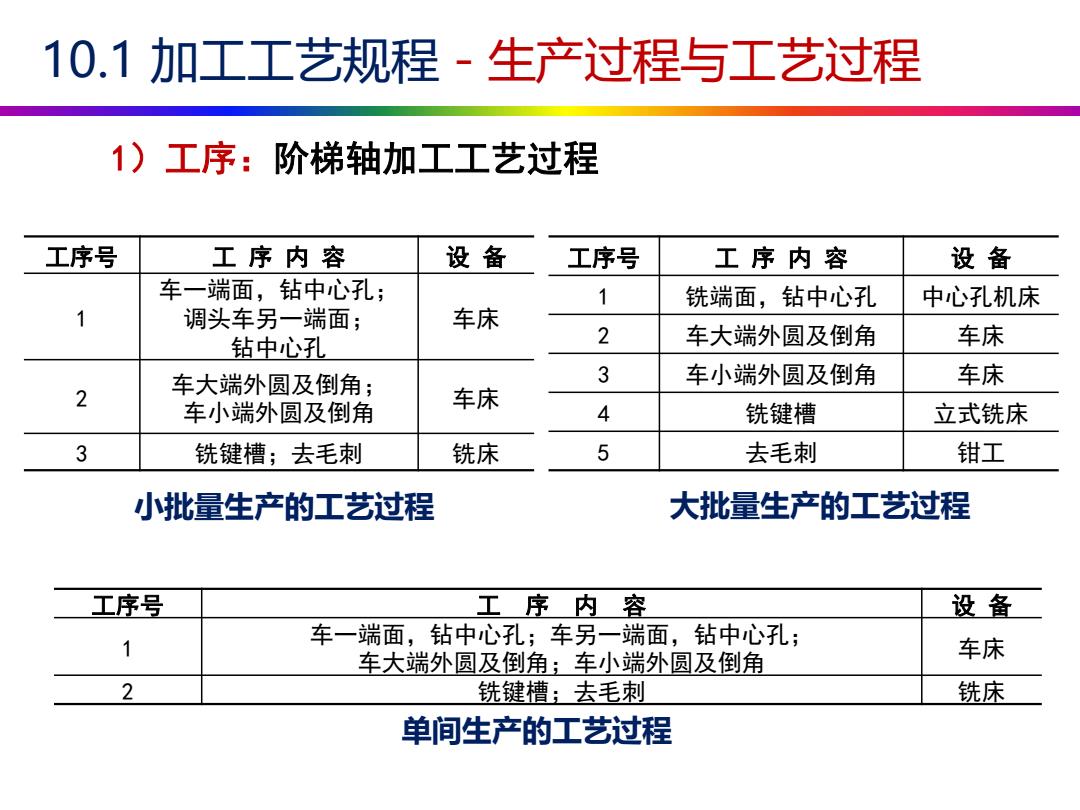
10.1 加工工艺规程 - 生产过程与工艺过程 工序号 工 序 内 容 设 备 1 车一端面,钻中心孔; 调头车另一端面; 钻中心孔 车床 2 车大端外圆及倒角; 车小端外圆及倒角 车床 3 铣键槽;去毛刺 铣床 小批量生产的工艺过程 工序号 工 序 内 容 设 备 1 铣端面,钻中心孔 中心孔机床 2 车大端外圆及倒角 车床 3 车小端外圆及倒角 车床 4 铣键槽 立式铣床 5 去毛刺 钳工 大批量生产的工艺过程 工序号 工 序 内 容 设 备 1 车一端面,钻中心孔;车另一端面,钻中心孔; 车大端外圆及倒角;车小端外圆及倒角 车床 2 铣键槽;去毛刺 铣床 单间生产的工艺过程 1)工序:阶梯轴加工工艺过程
10.1加工工艺规程-生产过程与工艺过程 2、机械加工工艺过程组组成 2)工位:一次安装工件后,工件与夹具或设备的可动部 分相对刀具或设备的固定部分所占据的每一个位置 多工位加工:加工中采用回转工作台、回转夹具或移动 夹具,使工件在一次安装中,先后处于几个不同的位置 进行加工。 减少安装次数 提高加工精度 减轻工人的劳动强度 ,提高劳动生产率 多工位加工 工位-装卸工件 工位-钻孔 工位川-扩孔 工位V-铰孔
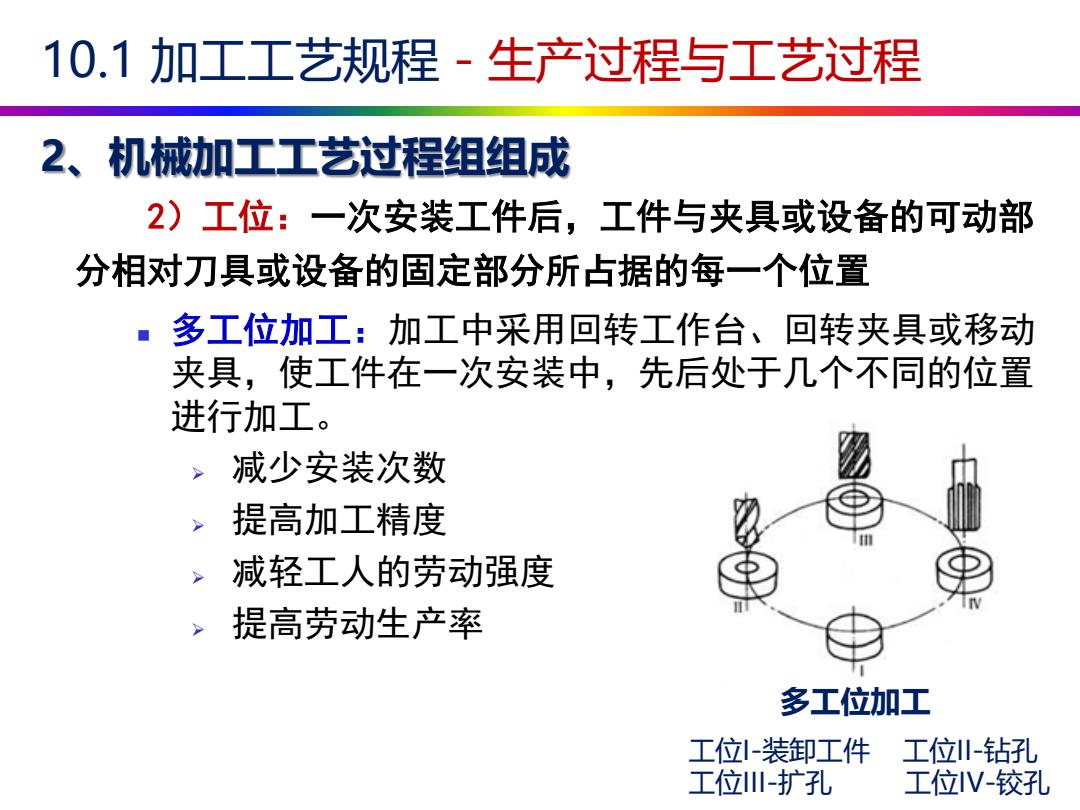
2、机械加工工艺过程组组成 2)工位:一次安装工件后,工件与夹具或设备的可动部 分相对刀具或设备的固定部分所占据的每一个位置 ◼ 多工位加工:加工中采用回转工作台、回转夹具或移动 夹具,使工件在一次安装中,先后处于几个不同的位置 进行加工。 ➢ 减少安装次数 ➢ 提高加工精度 ➢ 减轻工人的劳动强度 ➢ 提高劳动生产率 10.1 加工工艺规程 - 生产过程与工艺过程 工位I-装卸工件 工位II-钻孔 工位III-扩孔 工位IV-铰孔 多工位加工
10.1加工工艺规程-生产过程与工艺过程 2、机械加工工艺过程组组成 3)工步:加工表面、切削刀具、切削用量中的进给量和切 削速度基本保持不变的情况下所连续完成的那部分工序内容 复合工步:将几个待加工表面用几把刀具同时加工(由 刀具合并起来的工步),以提高生产率。 复合工步 立轴转塔车床回转刀架
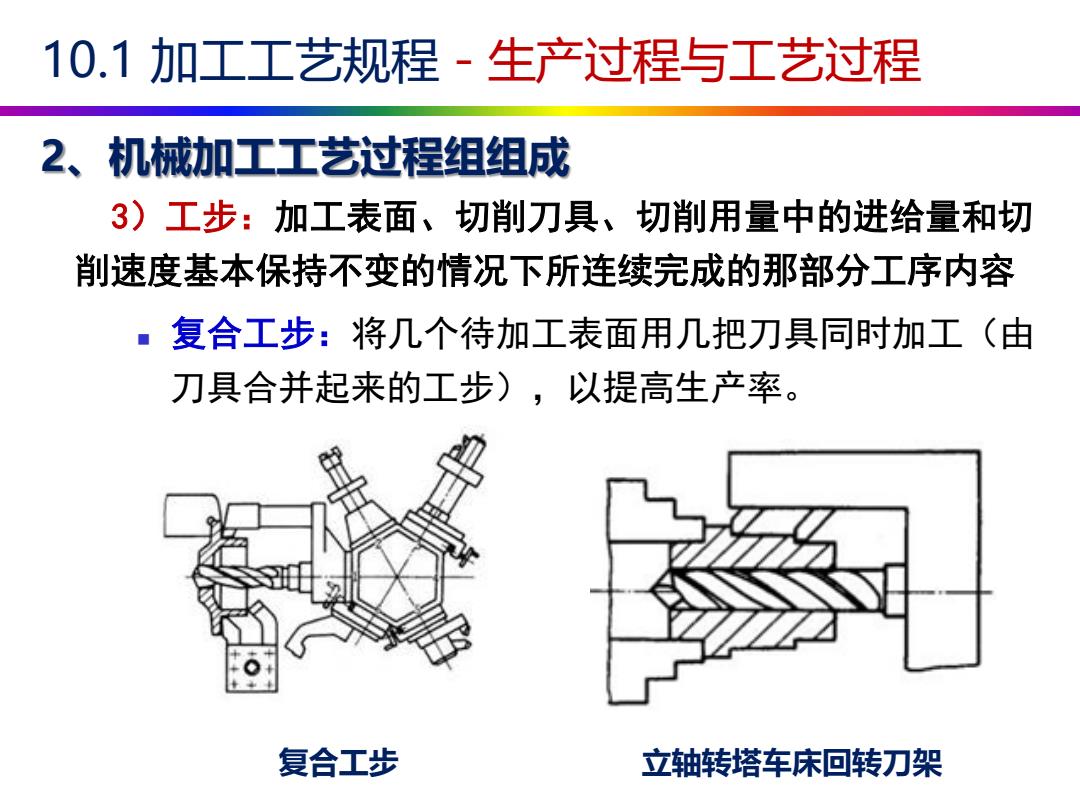
2、机械加工工艺过程组组成 3)工步:加工表面、切削刀具、切削用量中的进给量和切 削速度基本保持不变的情况下所连续完成的那部分工序内容 ◼ 复合工步:将几个待加工表面用几把刀具同时加工(由 刀具合并起来的工步),以提高生产率。 10.1 加工工艺规程 - 生产过程与工艺过程 复合工步 立轴转塔车床回转刀架
10.1加工工艺规程-生产过程与工艺过程 2、机械加工工艺过程组组成 4)安装:将工件在机床或夹具中每定位、夹紧一次所完 成的工序内容。一道工序中,工件可能被安装一次或多次。 定位:使工件处在机床上或夹具中正确的位置 夹紧:使工件在加工过程中保持定位位置不变 5)走刀:每进行一次切削就是一次走刀,一个工步可以 包括一次或几次走刀
2、机械加工工艺过程组组成 4)安装:将工件在机床或夹具中每定位、夹紧一次所完 成的工序内容。一道工序中,工件可能被安装一次或多次。 ◼ 定位:使工件处在机床上或夹具中正确的位置 ◼ 夹紧:使工件在加工过程中保持定位位置不变 5)走刀:每进行一次切削就是一次走刀,一个工步可以 包括一次或几次走刀。 10.1 加工工艺规程 - 生产过程与工艺过程

10.1加工工艺规程-生产纲领和生产类型 1、生产纲领 生产纲领是指企业在计划期内应当生产的产品产量和进 度计划。 零件的生产纲领应按下式计算: W=9n(1+a%)1+b%) N 零件的年产量(件/年); Q 产品的年产量(台/年); n 每台产品中该零件的数量(件/台); a"o 该零件的备品率; 该零件的废品率
1、生产纲领 生产纲领是指企业在计划期内应当生产的产品产量和进 度计划。 零件的生产纲领应按下式计算: 10.1 加工工艺规程 - 生产纲领和生产类型 (1 %)(1 %) N Q a b = + + n N ——零件的年产量(件/年); Q ——产品的年产量(台/年); n ——每台产品中该零件的数量(件/台); a%——该零件的备品率; b%——该零件的废品率