第二节精梳的准备 精梳工序所用机械由精梳准备机械和精梳机组成。 一、精梳准备工序的任务 伸直平行纤维,以减少精梳时纤维损伤和梳针折断,减 少可纺纤维的损失 制成均匀的小卷,便于精梳机加工
1 2 伸直平行纤维,以减少精梳时纤维损伤和梳针折断,减 少可纺纤维的损失 制成均匀的小卷,便于精梳机加工。 第二节 精梳的准备 精梳工序所用机械由精梳准备机械和精梳机组成。 一、精梳准备工序的任务
第二节精梳的准备 二、精梳准备机械和工艺 (一)精梳准备机械 1.预并条机: 2.条卷机 并条工序通用 精梳准备机械 3.并卷机 4.条并卷联合机(条 卷、并卷组合) 2、3和4为精梳准备专用机械
3.并卷机 精梳准备机械 4.条并卷联合机(条 卷、并卷组合) 1.预并条机: 并条工序通用 2.条卷机 第二节 精梳的准备 二、精梳准备机械和工艺 (一)精梳准备机械 2、3和4为精梳准备专用机械

第二节精梳的准备 并条机(牵伸)
第二节 精梳的准备 并条机(牵伸)
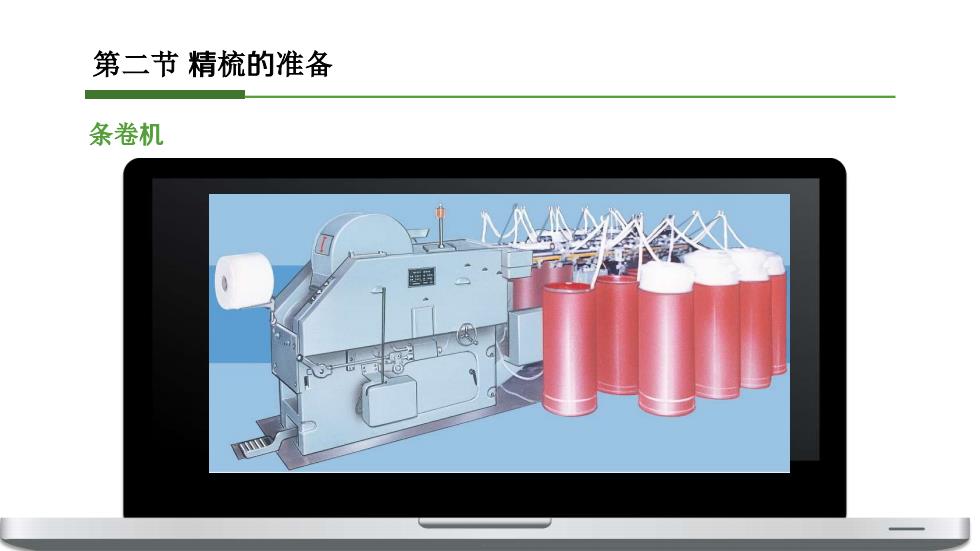
第二节精梳的准备 条卷机
第二节 精梳的准备 条卷机
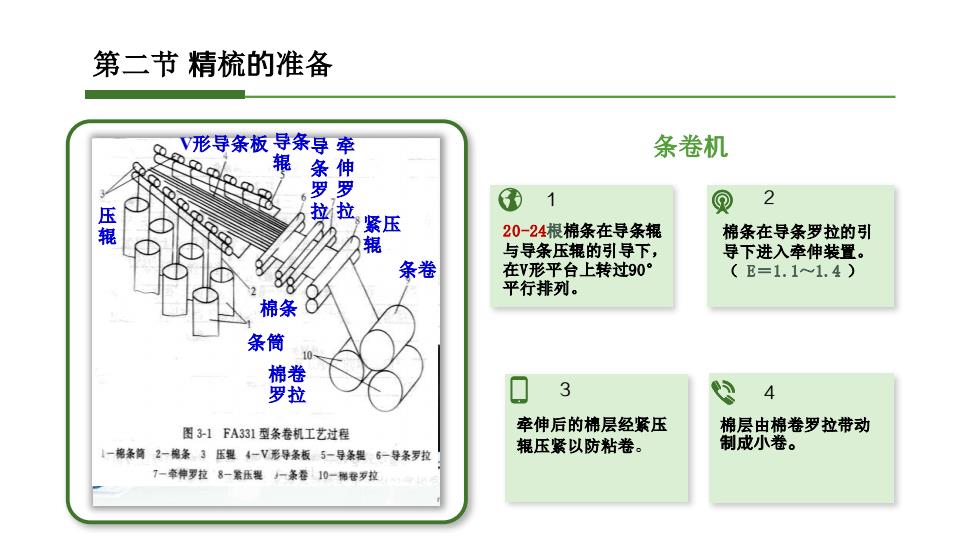
第二节精梳的准备 V形导条板导条导牵 条卷机 辊条伸 压 拉拉 7 风 2 紧压 20-24根棉条在导条辊 棉条在导条罗拉的引 与导条压辊的引导下, 导下进入牵伸装置。 条卷 在V形平台上转过90° (E=1.1~1.4) 2 平行排列。 棉条 条筒 棉卷 罗拉 03 4 图子1FA331型条卷机工艺过程 牵伸后的棉层经紧压 棉层由棉卷罗拉带动 1一棉条筒2-棉条3压租4-V形导条板5-导条提6一导条罗拉 辊压紧以防粘卷。 制成小卷。 了-章伸罗拉8一紫压型一条卷10一佛餐罗拉
第二节 精梳的准备 1 20-24根棉条在导条辊 与导条压辊的引导下, 在V形平台上转过90° 平行排列。 2 棉条在导条罗拉的引 导下进入牵伸装置。 ( E=1.1~1.4 ) 4 棉层由棉卷罗拉带动 制成小卷。 3 牵伸后的棉层经紧压 辊压紧以防粘卷。 压 辊 导条 辊 导 条 罗 拉 牵 伸 罗 拉 紧压 辊 条卷 棉卷 罗拉 棉条 条筒 V形导条板 条卷机