
中: 4)天半的各部分以及砝码都要防锈、防腐蚀,高温物体以及有腐蚀性的化学药品不得 直接放在盘内称量: 5)称量完毕将制动旋钮左旋转,放下横梁,保护刀口。 2.分析天半使用介绍 图3分析天平 分析天半是比台秒史为精确的称量仪器,可精确称量至0.0001g(即0.1mg)以上。分 析天平类型多种多样,但其原理与使用方法基本相同。 原理:机械天半根据杠杆原理,当天平达半衡时,物体的质量即等于砝码的质量。电 子分析天半多采用电磁半衡方式,因称出的是重量,需要校准来消除重力加速度的影响。 注意事项: (1)动作要缓而轻:升降旋椒缓慢打开月开全最大位置,慢慢转动码,防止圈码脱 落或错位。 (2)称量物不能直接放在称量盘内,根据称量物的不同性质,可放在纸片、表面皿或 称量瓶内。不能称超过天平最大载重量的物体。 (3)同一称量过程中不能史换天半,以免产生相对误差 3.电子分析天平使用方法: 1)检查并调整天平企水平位置
图4电了分析大平 2)事先检查电源电压是否匹配(必要时配臀稳压器),按仪器要求通电预热全所需时间。 3)预热足够时间后打开天平开关,天平则自动进行灵敏度及零点调节。待稳定标志显 示后,可进行正式称量。 4)称量时将洁净称量瓶或称量纸置于称盘上,关上侧门,轻按一下去皮键,天平将自 动校对零点,然后渐入待称物质,直到所需承量为止。 5)被称物质的量是显示屏左下角出现“一”标志时,显示屏所显示的实际数值。 6)称量结束应及时除去称量瓶(纸),关上侧门,切断电源,并做好使用情况登记。 4.机械分析天半使用方法 1)慢慢旋动升降板纽,开启天平,观察指针的摆动范围,如指针摆动偏向一边,可调 节天平梁上零点调节螺丝 2)将要称量的物质从左门放入左盘中央,按先在托盘天平上称得的初称质量用镊子夹 取适当砝码从右门放入右盘中火,用左手慢慢半升升降钮(因天半两边质量相差太大时 全升升降枢钮可能会引起吊耳脱洛。损坏刀刃),视指针偏离情况山大到小添减砝码。待克 组砝码试好后,再加游码调节。在加游码调节天半半衡过程中,右门必须关闭,这时可以将 升降板钮全部升起,待指针摆动停止后,要使标牌上所指刻度在零点或附近。 称量方法: 1)直接称量洗:所称同体试样果没有吸湿性并在空气中是稳定的,可用直接称量法 先在天平上准确称出洁净容器的质量,然后用药匙取适量的试样加入容器中,称出它的总质 量。这两次质量的数值相减,就得出试样的质量。 2)减量法:在分析天平上称量一般都用减量法。先称出试样和称量瓶的精确质量,然 后将称量瓶中的试样倒一部分在待盛药品的容器中,到估计量和所求量相接近。倒好药品后 盖上称量瓶,放在天半上再精确称出它的质量。两次质量的差数就是试样的质量。如果一次 倒入容器的药品太多,必须弁去重称,切勿放回称量瓶。如果倒入的试样不够可再加一次。 但次数宜少。 3)指定法:对于性质比较稳定的试样,有时为了便于计算,则可称取指定质量的样品 用指定法称量时,在天平盘的两边各放一块表面皿(它们的质量尽量接近),调节天平的平 衡点在中间刻度左右,然后在左边天半盘内加上固定质量的砝码,在右边天平盘内加上试样 (这样取放试样比较方便),直全天半的半衡点达到原来的数值,这时,试样的质量即为指 定的质量
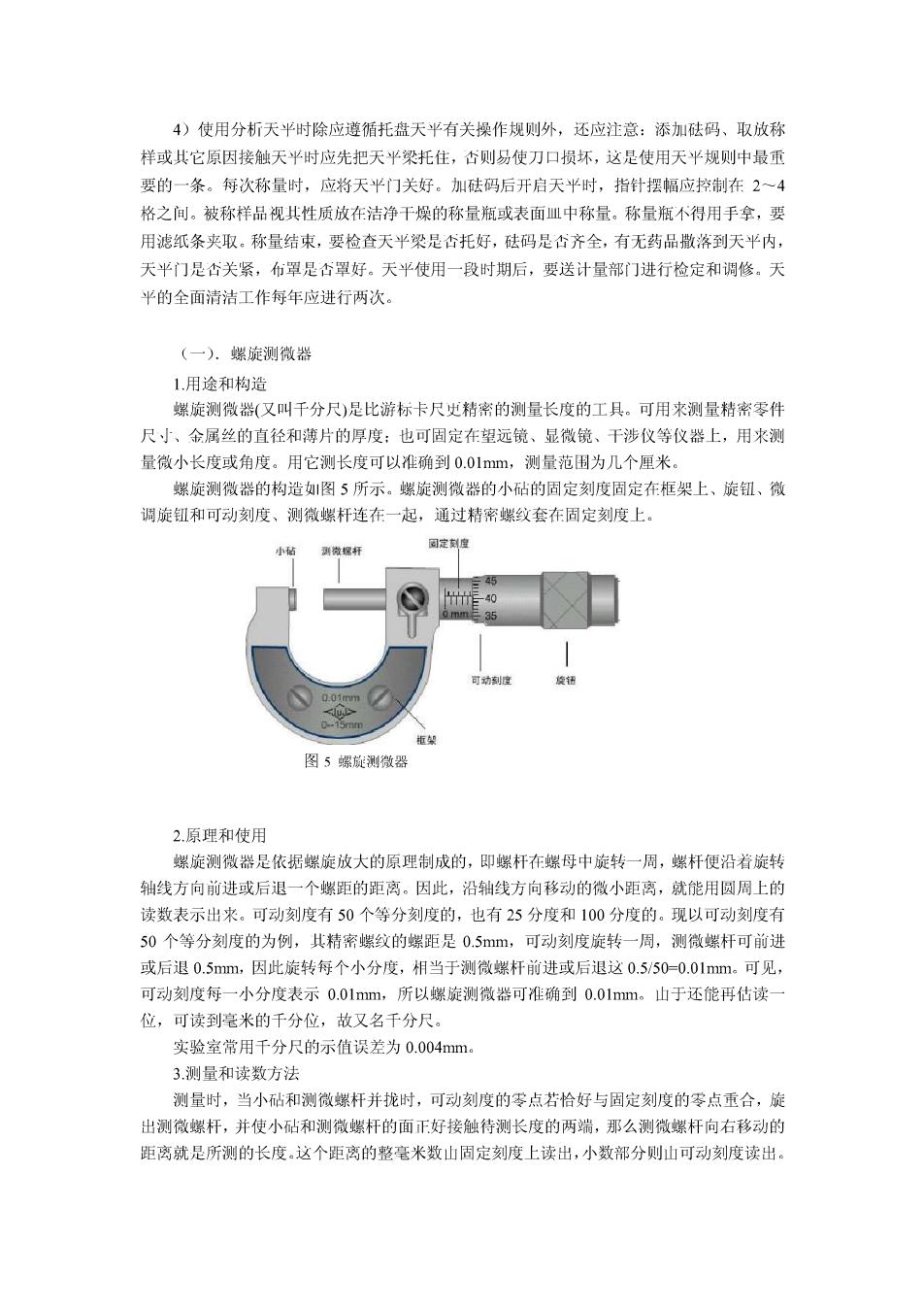
4)使用分析天半时除应遵循托盘天平有关操作规则外,还应注意:添加砝码、取放称 样或其它原因接触天平时应先把天平梁托住,古则易使刀口损坏,这是使用天平规则中最重 要的一条。每次称量时,应将天平门关好。加砝码后开启天平时,指针摆幅应控制在2~ 格之。被称样品视其性质放在洁净干燥的称量瓶或表面中称量,称量瓶不得用手全,要 用滤纸条夹取。称量结束,要检查天平梁是杏托好,砝码是香齐全,有无药品撒落到天平内, 天半门是杏关紧,布罩是否罩好。天半使用一段时期后,要送计量部门进行检定和调修。天 平的全面清洁工作每年应进行两次。 (一).蝶旋测微器 1用途和构造 螺旋测微器(又叫千分尺)是比游标卡尺史精案的测量长度的工具。可用来测量精密零件 尺,、金屈丝的直径和薄片的厚度:也可固定在妇远销、显微镜、干涉仪等仪器上,用来测 量微小长度或角度。用它测长度可以准确到0.01mm,测量范围为几个厘米。 螺旋测微器的构造如图5所示.螺旋测微器的小砧的固定刻度固定在框架上、旋钮、微 调旋钮和可动刻度、测微蝶杆连在一起,通过精密蝶纹套在周定刻度上 图5螺旋测微器 2原理和使用 螺旋测微器是依据螺旋放大的原理制成的,即螺杆在螺母中旋转一周,螺杆便沿着旋转 轴线方向前进或后退一个蝶距的距离。因此,沿轴线方向移动的微小距离,就能用圆周上的 读数表示出来。可动刻度有50个等分刻度的,也有25分度和100分度的.现以可动刻度有 50个等分刻度的为例,其精密蝶纹的螺电是0.5m,可动刻度旋转一周,测微爆杆可前进 或后退0.5mm,因此旋转每个小分度,相当于测微蝶杆前进或后退这0.5/50-0.01mm。可见, 可动刻度每一小分度表示0.01mm,所以螺旋测微器可准确到0.01mm。山于还能再估读 位,可读到毫米的千分位,故又名千分尺。 实验室常用千分尺的示值误差为0.004mm 3.测量和读数方法 测量时,当小砧和测微螺杆并拢时,可动刻度的零点若恰好与固定刻度的零点玉合,旋 出测微螺杆,并使小砧和测微螺杆的面下好接触待测长度的两端,那么测微蝶杆向右移动的 距离就是所测的长度这个距离的整毫米数山固定刻度上读出,小数部分则山可动刻度读出
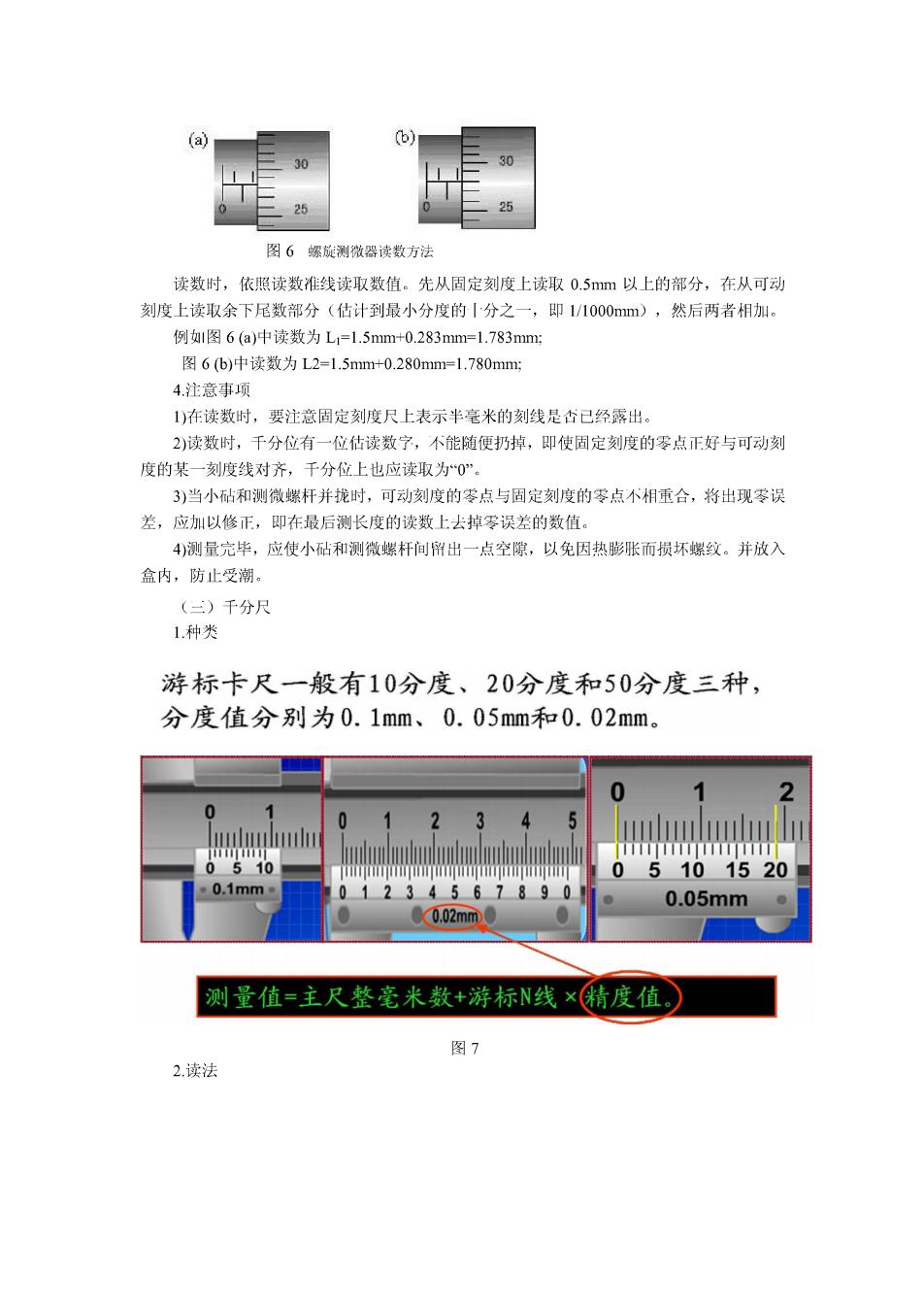
25 图6螺旋测微器读数方法 读数时,依照读数准线读取数值。先从固定刻度上读取0.5m以上的部分,在从可动 刻度上读取余下尾数部分(估计到最小分度的|分之一,即1/1000mm),然后两者相加. 例图6(a)中读数为L1=1.5mm+0.283m=1.783mm: 图6(b)中读数为L2-1.5mn+0.280mm=l.780nmm 4意事项 1)在读数时,要注意固定刻度尺上表示半毫米的刻线是杏已经露出 2)读数时,千分位有一位估读数字,不能随便扔掉,即使固定刻度的零点正好与可动刻 度的某一刻度线对齐,千分位上也应读取为0”. 3)当小砧和测微蝶杆并找时,可动刻度的零点与周定刻度的零点不相重合,将出现零误 差,应加以修正,即在最后测长度的读数上去掉零误差的数值。 4)测量完毕,应使小砧和测微螺杆间出一点空隙,以免因热膨胀而损坏媒纹。并放入 盒内,防止受潮。 (三)千分尺 1.种类 游标卡尺一般有10分度、20分度和50分度三种 分度值分别为0.1mm、0.05mm和0.02mm。 2 0 0 1 2 34 0510- 05101520 0.1mm 01234567890 0.05mm● 0.02mm 测量值=主尺整毫米数+游标N线×精度值。) 图7 2.读法
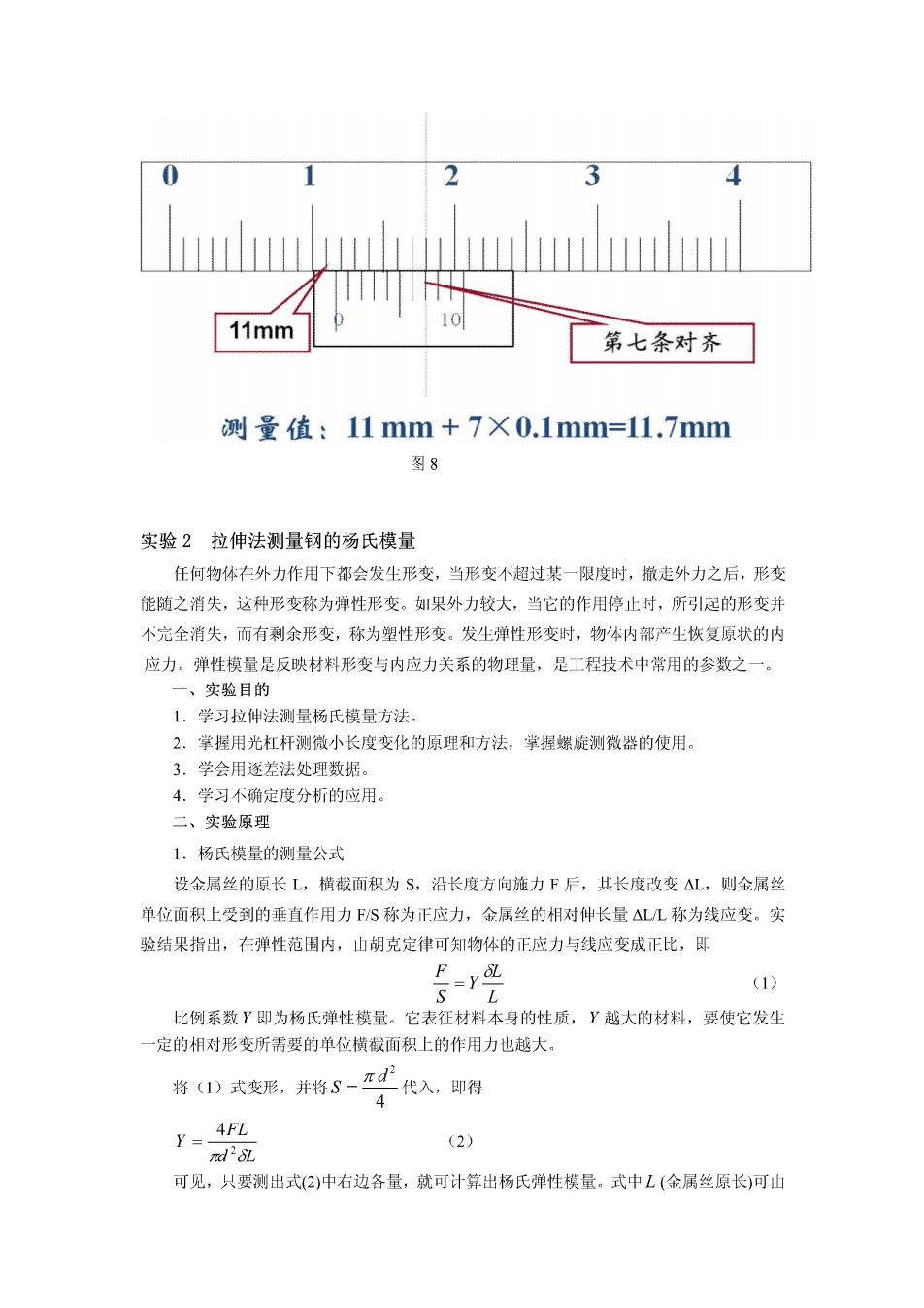
3 11mm 第七条对齐 测量值:11mm+7×0.1mm=11.7mm 图8 实验2拉伸法测量钢的杨氏模量 任何物体在外力作用下都会发生形变,当形变不超过某一限度时,撒走外力之后,形变 能随之消失,这种形变称为弹性形变。如果外力较大,当它的作用停止时,所引起的形变并 不元全消失,而有剩余形变,称为塑性形变,发生弹性形变时,物体内部产生恢复原状的内 应力。弹性模量是反映材料形变与内应力关系的物理量,是工程技术中常用的参数之一。 一、实验目的 1.学习拉伸法测量杨氏模量方法 2.掌握用光杠杆测微小长度变化的原理和方法,掌挥蝶旋测微器的使用。 3.学会用逐差法处理数据。 4.学习不确定度分析的应用 二、实验原理 1.杨氏模量的测量公式 设金属丝的原长L,横截面积为S,沿长度方向施力下后,其长度改变AL,则金属丝 单位面积上受到的垂直作用力FS称为正应力,金属丝的相对仲长量△LL称为线应变。实 验结果指出,在弹性范围内,山胡克定律可知物体的正应力与线应变成正比,即 (1) 比例系数Y即为杨氏弹性模量。它表征材料本身的性质,Y越大的材料,要使它发生 一定的相对形变所需要的单位横截面积上的作用力也越大。 将I)式变形,并将S= 4代入,即行 Y=AFL d26立 (2) 可见,只要测出式(2)中右边各量,就可计算出杨氏弹性模量。式中L(金属丝原长)可山