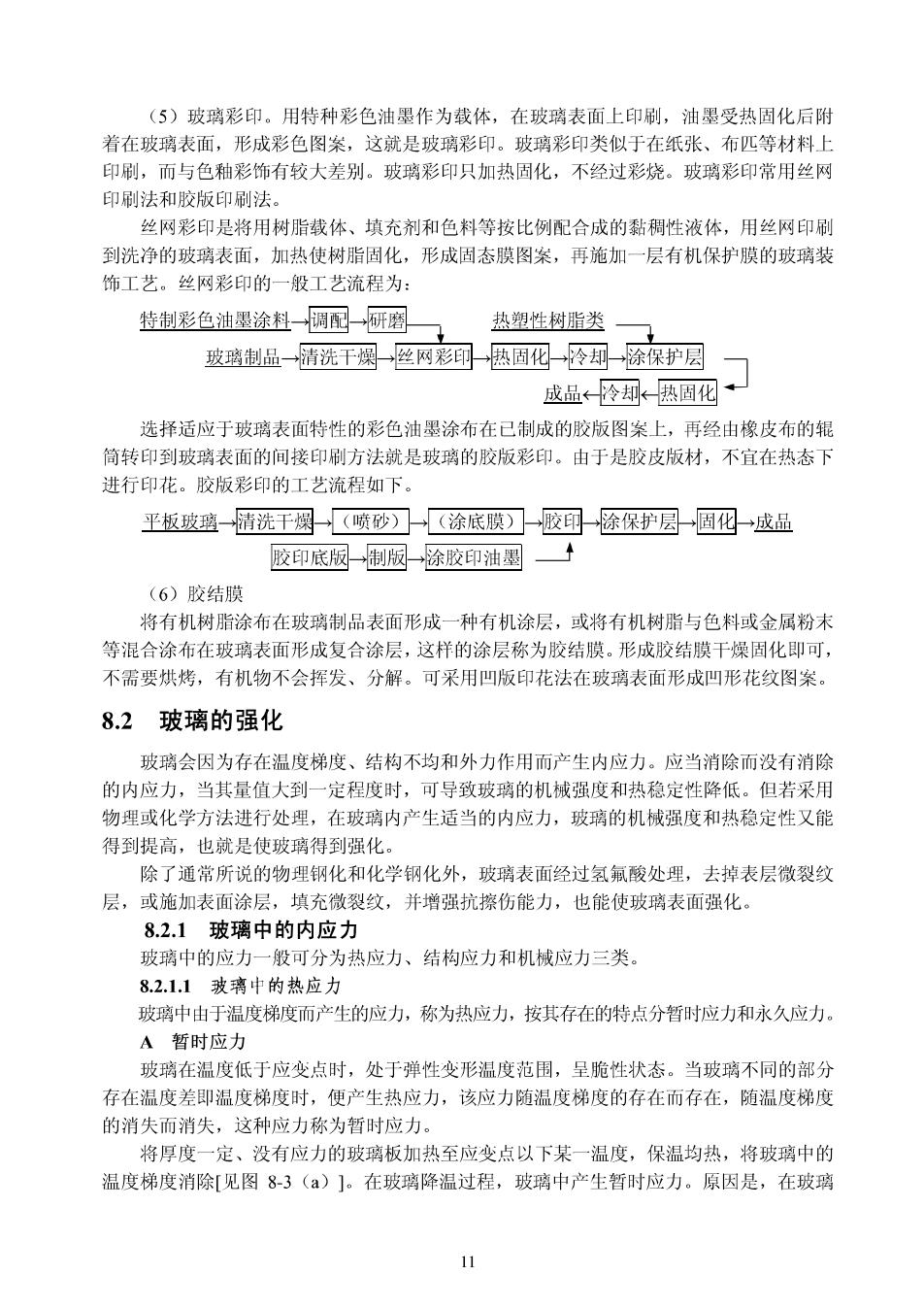
(5)玻璃彩印。用特种彩色油墨作为载体,在玻璃表面上印刷,油墨受热固化后附 着在玻璃表面,形成彩色图案,这就是玻璃彩印。玻璃彩印类似于在纸张、布匹等材料上 印刷,而与色釉彩饰有较大差别。玻璃彩印只加热固化,不经过彩烧。玻璃彩印常用丝网 印刷法和胶版印刷法。 丝网彩印是将用树脂载体、填充剂和色料等按比例配合成的黏稠性液体,用丝网印刷 到洗净的玻璃表面,加热使树脂固化,形成固态膜图案,再施加一层有机保护膜的玻璃装 饰工艺。丝网彩印的一般工艺流程为: 特制彩色油墨涂杜一调①一研磨 热塑性树脂类 玻璃制品一清洗干爆→丝网彩闻热固化冷却一涂保护园 成品冷却←热固化 选择适应于玻璃表面特性的彩色油墨涂布在已制成的胶版图案上,再经由橡皮布的辊 筒转印到玻璃表面的间接印刷方法就是玻璃的胶版彩印。由于是胶皮版材,不宜在热态下 进行印花。胶版彩印的工艺流程如下。 平板玻瑶情洗干樱(喷砂)】一(涂底膜)一胶可一除保护圆一固化一成品 胶印底版→制版一涂胶印油墨 (6)胶结膜 将有机树脂涂布在玻璃制品表面形成一种有机涂层,或将有机树脂与色料或金属粉末 等混合涂布在玻璃表面形成复合涂层,这样的涂层称为胶结膜。形成胶结膜干燥固化即可 不需要烘烤,有机物不会挥发、分解。可采用凹版印花法在玻璃表面形成凹形花纹图案。 8.2玻璃的强化 玻璃会因为存在温度梯度、结构不均和外力作用而产生内应力。应当消除而没有消除 的内应力,当其量值大到一定程度时,可导致玻璃的机械强度和热稳定性降低。但若采用 物理或化学方法进行处理,在玻璃内产生适当的内应力,玻璃的机械强度和热稳定性又能 得到提高,也就是使玻璃得到强化。 除了通常所说的物理钢化和化学钢化外,玻璃表面经过氢氟酸处理,去掉表层微裂纹 层,或施加表面涂层,填充微裂纹,并增强抗擦伤能力,也能使玻璃表面强化。 8.2.1玻璃中的内应力 玻璃中的应力一般可分为热应力、结构应力和机械应力三类 8.2.1.1玻璃中的热应力 玻璃中由于温度梯度而产生的应力,称为热应力,按其存在的特点分暂时应力和永久应力 A暂时应力 玻璃在温度低于应变点时,处于弹性变形温度范围,呈脆性状态。当玻璃不同的部分 存在温度差即温度梯度时,便产生热应力,该应力随温度梯度的存在而存在,随温度梯度 的消失而消失,这种应力称为暂时应力。 将厚度一定、没有应力的玻璃板加热至应变点以下某一温度,保温均热,将玻璃中的 温度梯度消除[见图8-3()]。在玻璃降温过程,玻璃中产生暂时应力。原因是,在玻璃 11
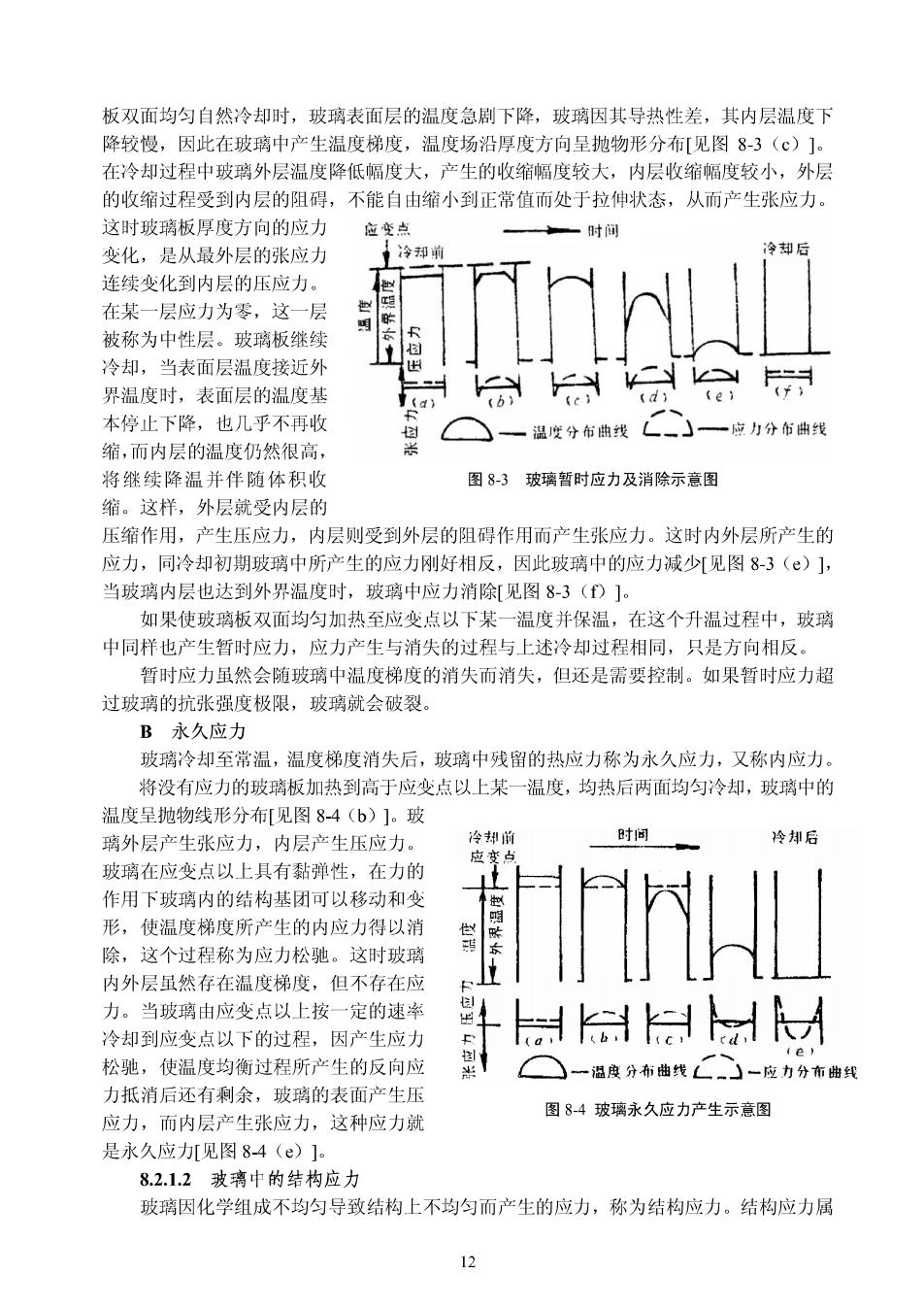
板双面均匀自然冷却时,玻璃表面层的温度急剧下降,玻璃因其导热性差,其内层温度下 降凌慢,内此在玻璃中产生温度第度,温度场沿厚度方向呈抛物形分布「见图8-3(C)1 在冷却过程中玻璃外层温度降低幅度大,产生的收缩幅度较大,内层收缩幅度较小,外层 的收缩过程受到内层的阻碍,不能自由缩小到正常值而处于拉伸状态,从而产生张应力。 这时玻璃板厚度方向的应力 应变点 时间 打目 变化,是从最外层的张成力 连续变化到内层的压应力。 在某一层应力为零,这一层 被称为中性层。玻璃板继续 冷却,当表面层温度接近外 界温度时,表面层的温度基 sa) a e 本停止下降,也几乎不再收 一温度分布曲找乙一」 一应力分布曲线 缩,而内层的温度仍然很高 将继续降温并伴随体积收 图83玻璃暂时应力及消除示意图 缩。这样,外层就受内层的 压缩作用,产生压应力,内层则受到外层的阻碍作用而产生张应力。这时内外层所产生的 应力,同冷却初期玻璃中所产生的应力刚好相反,因此玻璃中的应力减少[见图8-3()], 当玻璃内层也达到外界温度时,玻璃中应力消除[见图8-3()1。 如果使玻璃板双面均匀加热至应变点以下某一温度并保温,在这个升温过程中,玻璃 中同样也产生暂时应力,应力产生与消失的过程与上术今却过程相后,只是方向相反。 暂时应力虽然会随玻璃中温度梯度的消失而消失,但还是需要控制。如果暂时应力超 过玻璃的抗张强度极限,玻璃就会破裂。 B永久应力 玻璃冷却至常温,温度梯度消失后,玻璃中残留的热应力称为永久应力,又称内应力 将没有应力的玻脑板加热到高于世变点以上某一温度,均热后两面均匀令知,玻璃中的 温度呈抛物线形分布见图84(b)]。玻 璃外层产生张应力,内层产生压应力。 时间 冷却后 玻璃在应变点以上具有黏弹性,在力的 作用下玻商内的结构其闭可以移动和瘦 形,使温度梯度所产生的内应力得以消 除,这个过程称为应力松驰。这时玻璃 内外层虽然存在温度梯度,但不存在应 力。当玻璃由应变点以上按一定的速率 冷却到应变点以下的过程,因产生应力 kk 松驰,使温度均衡过程所产生的反向应 一温度分布幽线L」一应力分布曲 力抵消后还有剩余, 玻璃的表面产生压 应力,而内层产生张应力,这种应力就 图84玻璃永久应力产生示意图 是永久应[见图8-4(e)1 8.2.1.2皲璃中的结构应力 玻璃因化学组成不均匀导致结构上不均匀而产生的应力,称为结构应力。结构应力属 12

于永久应力。玻璃组成不同,其热膨胀系数就有差异,膨胀系数不同的相邻部分,冷却时 收缩幅度不同,破璃中就会产生成力。这种由于玻璃固有结构所浩成的应力是不能消除的 若玻璃中存在结石、条纹和节瘤等缺陷,就会在这些缺陷的内部及其周围的玻璃体中产生 应力,在其相界面上应力值最大。 8.2.1.2璃中的机械应力 外力作用于玻璃,在玻璃中产生的应力称为机械应力。应力是一种暂时应力,外力除 去时,机械应力随之消失。在玻璃制品生产、搬运和使用过程中,若对其施加过大作用力, 会使玻璃制品破裂。 8.2.2玻璃的退火 玻璃制品在高温成型过程中,若冷却条件不均衡,会产生永久应力。永久应力可导致 玻瑞制品强度下降甚至破裂,热稳定性降低,光学均匀性变差。为减小玻璃中的永久应力 提高玻璃的质量,必须将玻璃制品进行热处理,使其永久应力减弱或消失,这个热处理过 程称为退火。 8.2.2.1玻璃的返火温度及远火温废范围 玻璃在成型过程中要经历由黏弹性体到弹性体的温度区域。在玻璃转变温度T,至应变 点温度(相应于为103.Pas的温度)范围内,玻璃中的质点仍然可以位移,能使应力松驰 并消除结构上的不均匀性。但玻璃此时的黏度值已相当大,其外形的变化几乎测不出,这 黏度区域为玻璃退火区域。玻璃的退火温度范围随化学组成不同而不同,一般规定玻璃 制品能在15min内消除全部应力或在3min内消除95%的内应力的温度,称为退火上限温 度(相当于T):如果在16内才能全部消除或在3min内仅消除5%的内应力的温度称为 退火下限温度(相当于应变点温度)。退火温度上限与下限温度之间的温度称为退火温度 范围。生产中,采用的高温退火温度比最高退火 温度低20-30℃,采用的低温退火温度比最高退火 温度低50-150℃。因此一般确定了最高退火温度 就可以确定退火温度范用 玻璃的退火温度与玻璃种类有关,平板玻璃 的最高退火温度550-570℃,瓶麓玻璃为 550-600℃,大部分器皿玻璃为55020℃,硼硅酸 盐玻璃为560-610℃,铅玻璃为460-490℃。从化 时间/h 学组成上讲,能降低玻璃黏度的成分,都能降低 程度:二快冷阶食 退火温度。 82.2.2玻璃的退火制废 图8-5玻璃退火的四个阶段 玻璃的退火制度与制品的种类、形状、大小、应力的允许值以及退火炉内温度分布等 情况有关。在制定玻璃退火制度时,要对这些因素进行综合考虑。 退火工艺过程分为加热、保温、慢冷及快冷四个阶段,如图85所示。退火制度有“直 线式”、“阶段式”、“上弯式”、“下弯式”等。这些退火制度各有利弊,目前大多采用直线式 退火制度,即用较高的退火温度,随后按应力允许值要求以均匀速度降温到快冷阶段。所 以从开始降温到快冷阶段的范围内退火曲线是一直线。直线式退火制度优点很多,如退火 讨程工艺简单,退火间短、质量好及伸干熔制等 13