和。釉中装饰是日用陶瓷装饰的一大技法,在建筑用墙地砖生产中也得到广泛应用。 D釉层装饰 釉层装饰也就是施釉装饰,是陶瓷的重要装饰方法。施釉装饰包括颜色釉、艺术釉 干粒釉装饰等。颜色釉品种较多,在日用瓷、卫生瓷、建筑墙地砖、艺术瓷中均有广泛应 用,可进行单色施釉,也可进行二色或多色施釉,以达到合适的装饰效果。艺术釉是利用 釉的物理化学特性、釉在高温反应过程中的热力学及动力学原理形成裂纹釉、结晶釉、到 浊釉、无光釉、偏光釉等,或采用各种技法形成花釉。艺术釉种类很多,一些艺术釉有强 烈、独到的装饰艺术效果。干粒釉装饰是用几乎不含水分的干粒釉施釉,施釉工艺包括撒 干釉、坯釉一次压型和静电干法施釉三种。采用干法施熔块粉、熔块粒、熔块片和造粒釉 粉,可获得粒状斑纹效果。由于其特殊的施釉方式和纹理装饰效果,干粒釉装饰在陶瓷墙 地砖生产中得到广泛应用】 E综合装饰 采用两种或两种以上的方法对同一制品进行装饰称为综合装饰。主要有色釉加各类彩 饰、釉上加釉下彩饰、色坯加彩饰、坯体装饰加色釉、印花加印釉浮雕等。采用综合装饰 可获得更丰富的装饰效果 8.1.2玻璃的彩班 在玻璃制品表面施加有色低熔点玻璃态色釉,经过煅烧,形成具有装饰性釉层的工艺 称为玻璃的彩饰。施釉的方法有描绘、喷绘、印花、贴花、移花等多种形式,并且可以与 玻璃蚀刻、蒙砂、上金等装饰方法结合起来,以获得丰富的装饰效果。 8.1.2.1玻璃彩饰的色釉 进行玻璃彩饰的色釉由基础釉(熔块)和色料组成,是玻璃彩饰的主要用料。 A色釉的分类 (1)按色釉性状分透明釉、乳浊釉、结晶釉、乳光(分相)釉、无光釉等。 (2)按烧结温度分高温釉、中温釉和低温釉。高温釉烧结温度600620℃,线膨胀系 数(75-80)×100℃-;中温釉烧结温度580-600℃,线膨胀系数(78-82)×10℃;低 温釉烧结温度560-580℃,线膨胀系数(8386)×10℃。 (3)按玻璃制品属性分普通钠钙硅玻璃釉、硼硅盐玻璃釉、瓶罐玻璃釉、器皿玻璃 釉、仪器玻璃釉、平板玻璃釉、光学玻璃、特种玻璃釉等 (4)按釉中铅含量分含铅釉、低铅釉和无铅釉。 (5)按釉的装饰效果分普通色釉和特殊色釉,后者包括耐腐蚀釉、珠光釉、荧光釉 乳光釉等。 B玻璃色釉的制备工艺 玻璃色釉由基础釉和色料及少量添加剂组成,制备工艺有两种。一种是熔加法,即色 料作为者色剂加入基础釉原料中,一起熔化后制得。其工艺流程为: 基础釉原料→秤量→配料与泥合熔化一→悴冷粉碎过筛→色釉熔块 若色剂一秤国子 第二种方法是磨加法,即在基础釉原料熔化、淬冷、粉碎,制得基础釉熔块后,再加 入色料及添加剂,一起混磨而制得。其工艺流程为: 6
基础釉配合料一熔化一淬冷一粉碎过踊一基础釉熔块一砰匐 色料秤国 混合 添加剂一→秤量 色釉←干阕过骊细图 81.2.1玻璃彩饰工艺 玻璃彩饰工艺主要有玻璃表面施釉和色釉彩烧两大步骤。 A玻璃表面施釉 玻璃表面施釉有描绘、喷绘、印花、贴花、移花等方法。 (1)玻璃表面描绘。用手工将色釉浆在玻璃品上描绘出各种图案,再经烤花而成 指绘少术性强,但生密效率低.一般用于装饰工艺品。 (2)玻璃表面喷绘。用喷雾装置将色釉浆喷成微细的雾滴,通过所需的花纹模板 涂布在玻璃制品表面。图案的喷绘需要先制作镂空模板。把模板紧贴在玻璃制品表面上, 用喷枪把色釉浆喷射到模板的镂空处。如果图案由几种颜色组成,每种颜色要刻成一副模 板,由多副套板组成一套完整的图案。喷涂时按照先后顺序分别使用每副模板喷涂其相应 颜色,可以把一种颜色釉浆喷在另一种色彩的釉浆上。待一套完整图案喷完、釉浆干燥后, 即可进行烤花。 (3)玻璃表面印花。将一定黏度的色釉浆通过印版复印到玻璃制品表面,形成图笨 经加热干燥,调和油挥发,色和即黏附于玻璃表面,再经锻烧烤花即成印花产品。印花方 法有两种,一种是胶版印花,一种是丝网印刷。 (4)玻璃表面贴花与移花。贴花是采用胶版印刷、丝网印刷等方法将色釉先印刷在 贴花纸上,然后将贴花纸上的花纹图案移印到玻璃制品的表面,再经烤花即成贴花制品的 装饰方法。贴花时,将印有鱼釉图案的贴花纸轴面朝下反贴在玻商表面,贴花纸上的图架 是反向印刷的,贴到玻璃表面后,图案成为正向。待贴花纸稍干后,以净水浸湿纸背,纸 面上涂覆的胶质或糊精溶解后,慢慢把纸揭去,图案就转移到了玻璃制品的表面。用海绵 挤出贴花薄膜与玻璃之间的水和空气,使贴花薄膜紧贴在玻璃表面,干燥后即可烤花。 移花是在贴花的基础上发展起来的装饰方法,两者基本相同,只是印花纸上的图案是 正向印刷的,在玻璃制品表面贴印花纸时,色釉而朝上正贴在玻璃表面,然后抽去中间的 纤维纸,干燥后烤花。通常将色釉印在较长的织物上,然后切成带状,用移花机色釉图案 转移到玻璃表面。 B色釉彩烧 彩烧又名釉烧、烧成或烤花。彩烧是将施加了色釉的玻璃制品在彩烧设备中加热到合 适的温度,使色釉软化并与玻璃制品烧结在一起,在玻璃表面上形成色彩鲜亮而牢固的花 纹或图案的工梦时程。 8.13贵金属装饰及仿金饰 贵金属装饰是指将金、银、铂等贵金属,用各种方法涂敷于陶瓷、玻璃表面,形成有 贵金属色泽图案的装饰方法。贵金属装饰效果高贵、华丽,是制造高级制品的一种艺术处 理手段。用金装饰陶瓷、玻璃比较常见,其他贵金属较少。金饰有亮金、磨光金以及腐蚀 金等几种,所使用的金饰彩料有金水(液态金)与粉末两种。为了节约贵金属,比如黄金
可用其他金属代替黄金进行装饰,称仿金饰。 8.13.1亮金 亮金(金水)装饰系指金着色材料在适当的温度下彩烧可直接获得发金光的金属层的装 饰法。亮金用的金材料是金的树脂酸盐溶液,俗称金水或液态金。金水是氯化金溶液与含硫 的挥发性油(硫香膏)结合而成的黑褐色油状液体。除了金之外,液体中还含有铋、铑、铬 等金属,金的含量一般为10%12%。金的树脂酸盐容液与釉上彩料使用方法相同,可直接 用毛笔蘸绘,能牢固地附若在釉面或玻璃表面。金水在30min内就干燥成褐色亮膜,彩烧后 限色亮膜被还原成发亮的金层。陶器用金水采彩烧温度为600700℃,瓷用金水彩烧温度为 700-850℃。玻璃需用专用金水,烧成温度在600C或更低。彩烧时要用氧化气氛,以免氧 气不足,有机物残留,使金层发黯。在陶瓷上进行亮金装饰,1m金层通常只含金1g,金层 膜厚度只有0.05um。但这种金膜容易磨损,通常在使用1-2个月后便会出现划痕。 8.1.3.2磨光金 磨光金(无光金、厚质金)装饰与亮金装饰的不同之处在于,磨光金经过彩烧后金层 是无光的,必须经过抛光后才能获得发亮的金层。 A液态磨金 液态磨金的金材料也是液态金水,但这种波态金水中金的含量比亮金高,约含金 16~22%,彩烧后为无光金层,需要抛光才能使金层发亮。液态磨金用金彩料由Au、Ag BO,、树脂以及容剂(环乙醇、松节油与香精油混合物)组成。液态磨金彩料可以像亮金 彩料金水那样直接在釉面上彩饰,而且可以多次涂饰(包括可以在彩烧后的层上再涂饰) 彩烧温度约850-900℃,金层以030.5m为宜。影烧后,液杰磨金层在显微镜下可见腊 层是粒状的,较厚与密实,抛光后,晶体消失,金膜变光亮,与釉面附着良好,耐磨,具 有磨光金的装饰效果。 B磨光金 磨光金用的金彩料中,金的含量高达52%72%,是将纯金溶化在王水中,再以亚硫 酸、草酸、过氧化氢或硫酸亚铁为还原剂将氯化金还原,获得棕色胶态细粒。反应式如下: 2AuCl;+3H:SO3 +3H2O 2Aul 3H2SO+6HCI 棕色胶粒经过轻微煅烧后,与碱性硝酸铋、无水硼砂、松节油、稠化油混合,充分细 磨即成磨光金用金彩料。磨光金彩料也可在制品表面直接彩绘。陶瓷制品在700-800℃ 烧,玻璃制品因金彩料中含硼酸铅,烧成温度为520-600℃。烧成后得到呈无光泽的薄金 层,要用玛脑笔或细砂或红铁石抛光后才能发亮。磨光金装饰,金层中金含量高,经久耐 用,但金本身较软,仍能被刮伤。 C腐蚀金 腐蚀金用彩料是磨光金彩料。装饰方法是,先用氢氟酸稀溶液在制品表面腐蚀出图案, 用水冲洗后,在整个制品表面涂上一层磨光金彩料。彩烧后抛光,原米未经腐蚀的表面上 的金层发亮,经过腐蚀而沉陷的部分的图案金层因未被抛光而无光洋。彩烧温度与磨光金 相同。腐蚀金装饰的特点是发亮金面与无光金面相互衬托。 8.1.3.3仿金饰 用其他金属代替黄金在制品表面装饰,达到黄金装饰的效果,称仿金饰。仿金装饰有 两种,一种是仿金水,另一种是仿金膜。 A仿金水
仿金水是由钯、银及鉍的可浴性有机化合物与溶剂、载体配制而成的液体,作为金水 的代用品。仿金水中钯和银的总量为5%~12%,钯、银的质量比在(2.1:1)~(9:1)之间, 铋的质量百分数为0.5%,与钯和银的比例为Bi:(P+Ag)0.1:1。用描绘、浸涂、贴花、丝 网印刷、胶印等方法将仿金水涂布于制品表面,普通玻璃在500-600℃烤烧即可得到金色 装饰效果 B仿金膜 仿金膜为氮化钛(TN)膜。可采用等离子反应法镀膜,也可用真空蒸发沉积、化学 气相沉积法镀膜。化学气相沉积法镀膜主要步骤是,在四氯化钛(TC4)溶液中通过氨气, 在一定温度下反应生成固体化合物,成分为Ti25%50%,N10%~25%,C135%55%。再 将TiNC1固态化合物加热到850-1350℃,同时通入氨气,固态化合物升华为气态,与 NH,反应生成TN沉积在制品表面,形成仿金膜, 8.1.4陶瓷及玻璃的其他装饰方法 陶瓷、玻璃的装饰方法还有很多,适当进行利用,可取得特殊的装饰效果。一些陶艺 作品、艺术玻璃制品往往采用一些独特的装饰技法,能给人强烈的视觉艺术冲击。 8.1,4.1陶瓷的其他装饰方法 除以上介绍的装饰方法,坯体装饰、镂空、刻花、堆雕等方法也可以对陶瓷进行装饰 A坯体装饰 怀达转怖是以环体为转饰外理的主要对象,或直接以坏体完成整个转饰的方法 (1)坯体装饰的印花装饰、化妆土装饰、色坯装饰及渗花装饰印花装饰包括在坯 体上通过丝网等印彩或渗彩、模印花纹和印贴花纹,以获得彩饰或纹理装饰效果。 化妆士的组成、性能与坯料相近,但馨剂性成分含量较高。使用化妆土可以俺盖坯体的 不良颜色、改善坯体的表面性能或起到装饰作用。化妆土可以采用喷刷法、贴花法和点绘法 施撒。色坏装饰是给坏体带上领色,将色料以不同方式加入怀料中,使坏体全部、局部或拉 定图案纹样者色,然后施透明釉或不施釉直接显示出坯色,从而达到装饰目的的方法。 色坯装饰有(不同颜色的坯泥)绞胎、气氛变色、坯面浇淋不同颜色的化妆土等工艺, 可以实现颜色深浅变化、色纹装饰的目的 色粒坯是在白色坯体中加入一定比例的色料使其着色。彩色粉料与白色粉料按一定比 例混合均匀后,经压制、干燥、烧成、抛光,可获得有彩色装饰斑点的瓷质砖 渗花装饰是采用呈色较强的可浴性无机盐,配制成有一定黏度、不分层、不沉淀的混 合液体,通过丝网印刷或喷淋的方式施于生坯或素坯表面,液体渗入坯体内部,经高温烧 成,无机盐与坯体发生化学反应而着色,抛光后可呈现出清晰的彩色图案。抛光后,釉面 光亮如镜,色泽耐久,装饰效果强烈。渗花瓷质砖是一种很好的墙体、地面装饰材料,而 且渗花砖制造成本较低,附加值高,社会效益和经济效益可观。 B镂空、刻花、堆雕、镶填花、沥粉装饰 (1)刻花。是依照设计稿样,在坯体上用铁制或竹制刀、扦等工县刻花出装饰纹样, 施透明釉烧成。刻花是我国陶瓷传统装饰方法之一,广泛用于日用瓷和陈设陶瓷的装饰。 (2)锈空。又称镂雕、秀雕,是以遂空为主,结合圆雕、捏罪、堆雕等技法,在际 瓷坯体上把装饰纹样雕通,再在上面黏贴花草或加彩的一种装饰方法。镂空制品有的施釉, 有的不施釉。施釉多采用喷雾施釉,釉烧温度一般为1250-1350℃。双层镂空先通过外层 孔洞向内层加彩,再对外层加彩,烤花温度为750-850℃
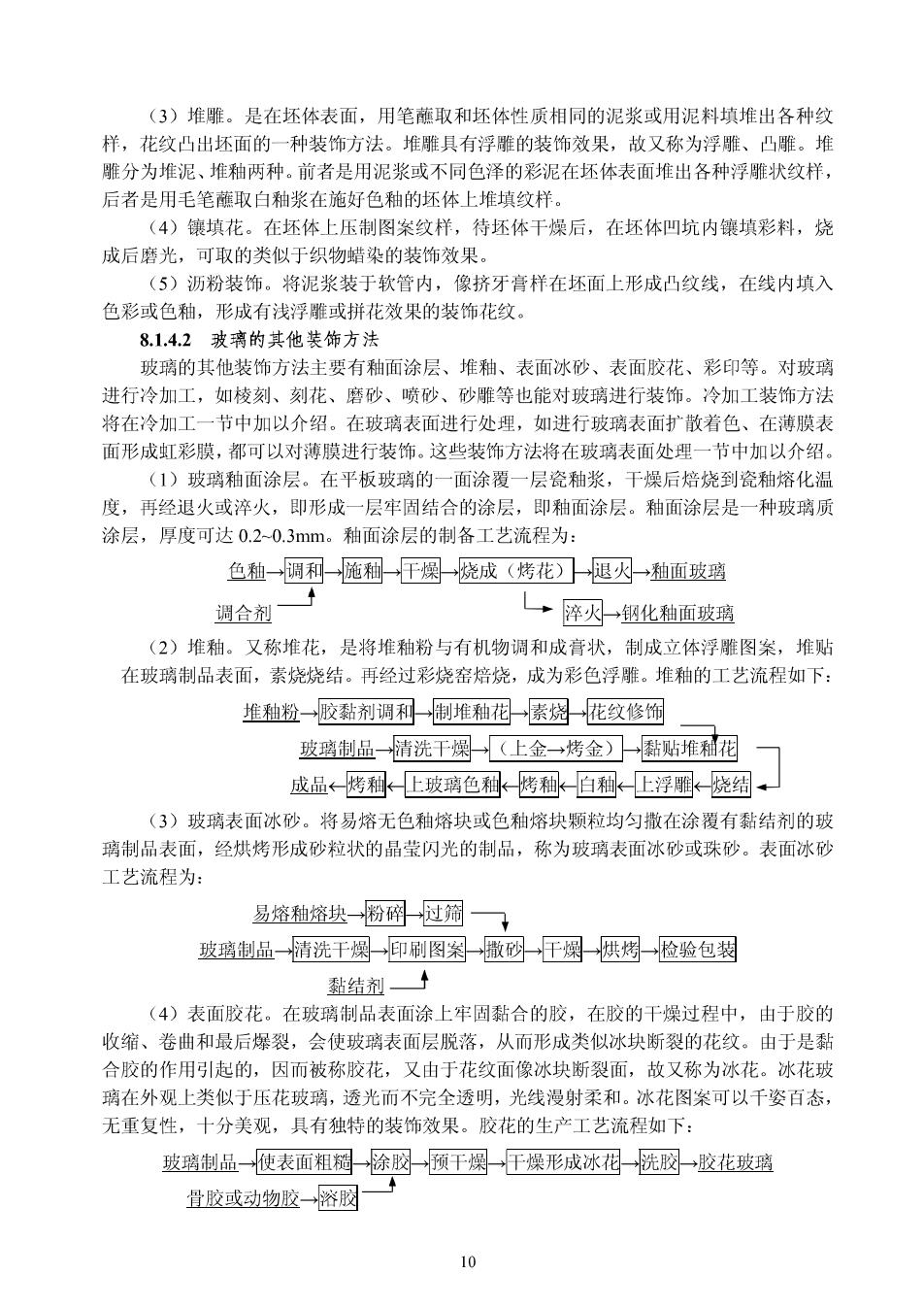
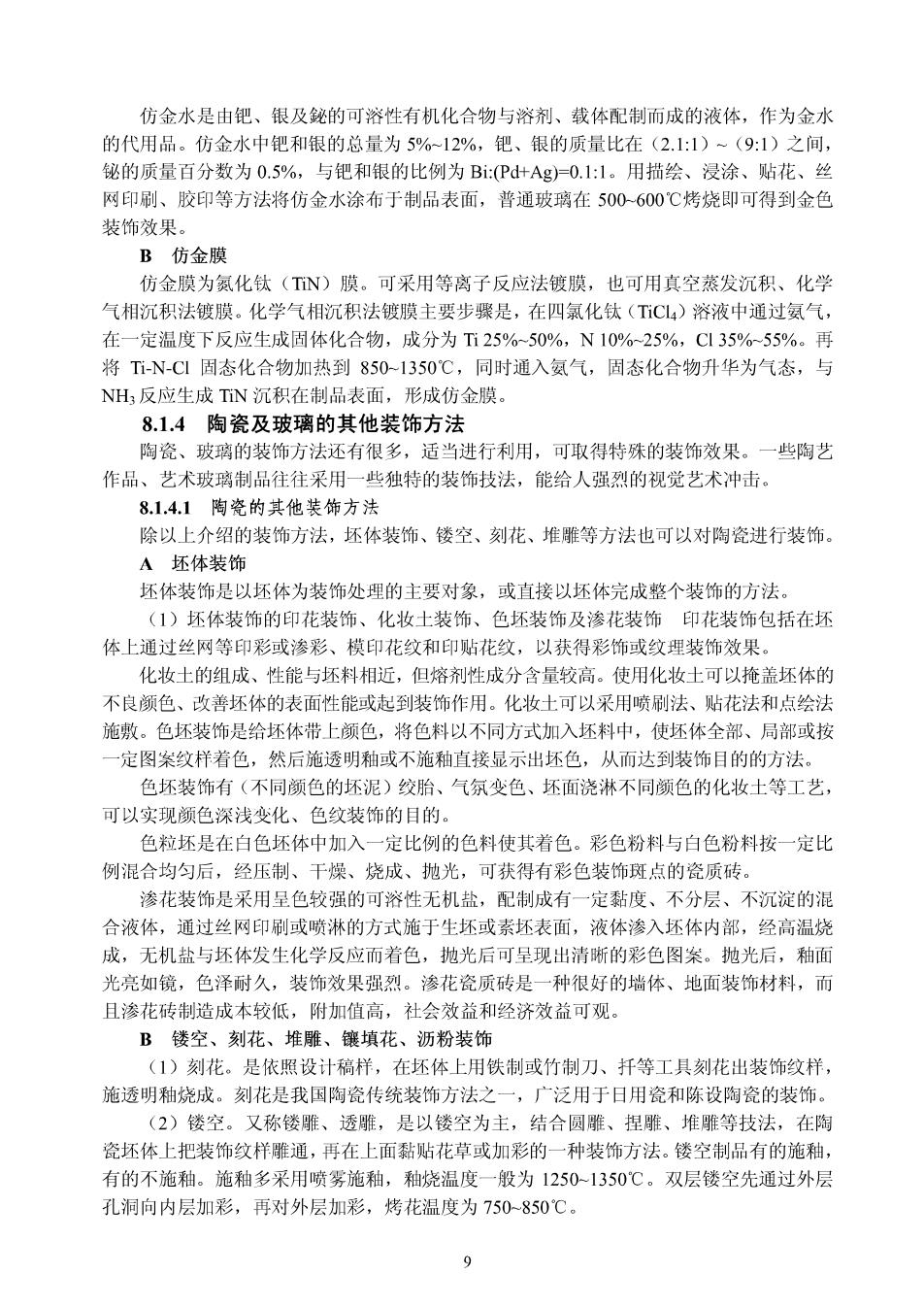
(3)堆雕。是在坯体表面,用笔蘸取和坯体性质相同的泥浆或用泥料填堆出各种纹 样,花纹凸出坯面的一种装饰方法。推雕具有浮雕的装饰效果,故又称为浮雕、凸雕。堆 雕分为堆泥、推釉两种。前者是用泥浆或不同色泽的彩泥在坯体表面堆出各种浮雕状纹样 后者是用毛笔藤取白釉浆在施好色釉的坯体上堆填纹样。 (4)镶填花。在坯体上压制图纹样,待坯体干燥后,在坯体凹坑内镶填彩料,烧 成后磨光,可取的类似于织物蜡染的装饰效果。 (5)沥粉装饰。将泥浆装于软管内,像挤牙膏样在坯面上形成凸纹线,在线内填入 色彩或色釉,形成有浅浮雕或拼花效果的装饰花纹。 8.14.2璃的其他装饰方法 玻璃的其他装饰方法主要有釉面涂层、堆釉、表面冰砂、表面胶花、彩印等。对玻璃 进行冷加工,如棱刻、刻花、磨砂、喷砂、砂雕等也能对玻璃进行装饰。冷加工装饰方法 将在冷加工一节中加以介绍。在玻璃表面进行处理,如进行玻璃表面扩散着色、在薄膜表 面形成虹彩膜,都可以对薄膜进行装饰。这些装饰方法将在玻璃表面处理一节中加以介绍 (1)玻璃拍面余层。在平板玻离的一面涂覆一层瓷釉浆,干噪后焙尧到瓷油溶化温 度,再经退火或淬火,即形成一层牢固结合的涂层,即釉面涂层。釉面涂层是一种玻璃质 涂层,厚度可达0.2~0.3mm。釉面涂层的制备工艺流程为: 色釉→调利施和干烟烧成(烤花)】一退少一釉面玻璃 调合剂 →碎灭一钢化釉面玻璃 (2)推釉。又称堆花,是将堆釉粉与有机物调和成膏状,制成立体浮雕图案,堆贴 在玻璃制品表面,素烧烧结。再经过彩烧窑焙烧,成为彩色浮雕。堆釉的工艺流程如下: 推釉粉→胶黏剂调和制堆釉花素烧花纹修饰 玻璃制品一情洗干燥(上金→烤金)】一黏贴堆和和 成品←烤和上玻璃色和烤和白和上浮罪烧细, (3)玻璃表面冰砂。将易熔无色釉熔块或色釉熔块颗粒均匀撒在涂覆有黏结剂的玻 璃制品表面,经烘烤形成砂粒状的晶莹闪光的制品,称为玻璃表面冰砂或珠砂。表面冰砂 工艺流程为: 易熔釉熔块一粉碎一过饰一 玻璃制品一情洗干爆一印刷图案撒砂一干保烘烤一检验包装 黏结剂子 (4)表面胶花。在玻璃制品表面涂上牢固黏合的胶,在胶的干燥过程中,由于胶的 收缩、卷曲和最后爆裂,会使玻璃表面层脱落,从而形成类似冰块断裂的花纹。由于是黏 合胶的作用引起的,因而被称胶花,又由于花纹面像冰块断裂面,故又称为冰花。冰花玻 璃在外观上类似于压花玻璃,透光而不完全透明,光线漫射柔和。冰花图案可以千姿百态, 无重复性,十分美观,具有独特的装饰效果。胶花的生产工艺流程如下: 玻璃制品一使表面粗糙涂胭颀干爆干燥形成冰花选胶→胶花玻璃 骨胶或动物胶→溶胺 10