第三节梳棉 (3)刺辊 N 1010 3 ■铸铁圆筒,两端堵头; ■刺辊高速有利于分梳和除杂 ■增加刺辊表面锯齿密度, 表面包锯齿,250mm。 ■过高,会损伤纤维,而短绒 可提高分梳和除杂。 率个,锡林速度也相应↑(锡 林刺辊速比),带来全机高 速的一系列问题
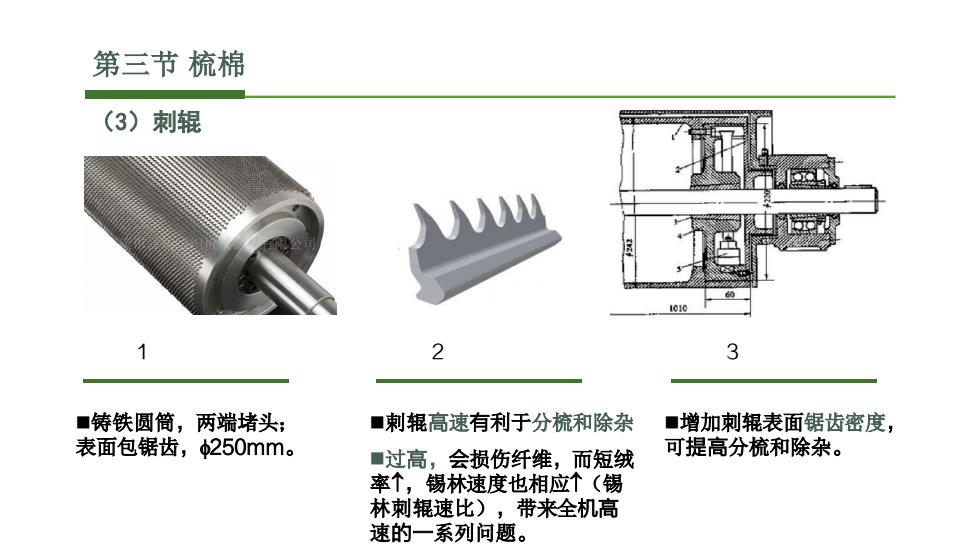
第三节 梳棉 1 ◼铸铁圆筒,两端堵头; 表面包锯齿,250mm。 2 ◼剌辊高速有利于分梳和除杂 ◼过高,会损伤纤维,而短绒 率,锡林速度也相应(锡 林刺辊速比),带来全机高 速的一系列问题。 3 ◼增加刺辊表面锯齿密度, 可提高分梳和除杂。 (3)刺辊
第三节梳棉 (4)刺辊落杂区 分梳板:预分梳作用,分梳给棉板里层纤维束 除尘刀:矩形钢板,30角,击落尘杂,调节落棉 吸风槽:
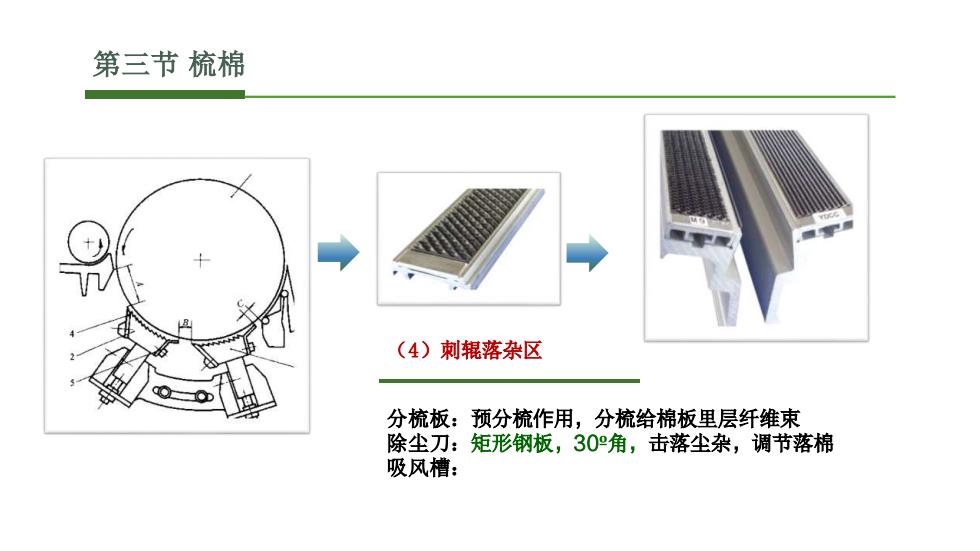
第三节 梳棉 (4)刺辊落杂区 分梳板:预分梳作用,分梳给棉板里层纤维束 除尘刀:矩形钢板,30º角,击落尘杂,调节落棉 吸风槽:
第三节梳棉 (二)給棉刺辊部分工艺 1、刺辊分梳作用及影响因素 锯条 规格 刺辊 主要影 速度 响因素 給棉 握持 刺辊与给 棉板隔距 给棉板分 梳 工艺长度
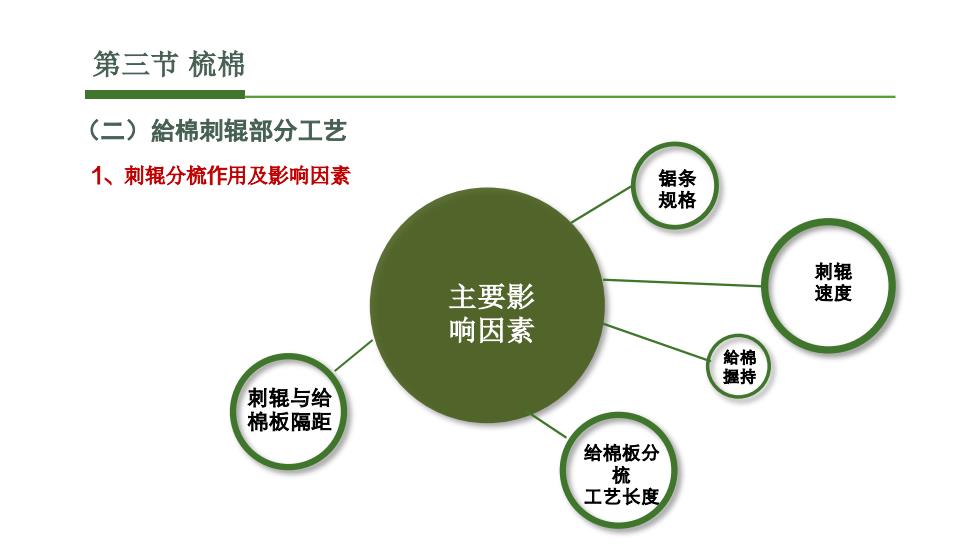
第三节 梳棉 主要影 响因素 刺辊 速度 给棉板分 梳 工艺长度 锯条 规格 給棉 握持 (二)給棉刺辊部分工艺 1、刺辊分梳作用及影响因素 刺辊与给 棉板隔距
第三节梳棉 1、刺辊分梳作用及影响因素 (1)锯齿规格 ·工作角a:小,有利于分梳 (锯齿穿刺棉层)(a大 转移能力,N大); ◆齿距T(横、纵):小(分 图3-10刺辊齿条的技术参数 梳齿数多),分梳效果好; a一工作角?一齿背角Y一齿尖角P一齿距h一齿尖深 ◆】 齿尖厚度:薄齿易刺入须丛, H一总齿高d-一基部高W一基部厚b一齿尖厚度a一齿顶宽度 分梳效果好,纤维损伤少。 ☒ 但强度低,易倒齿
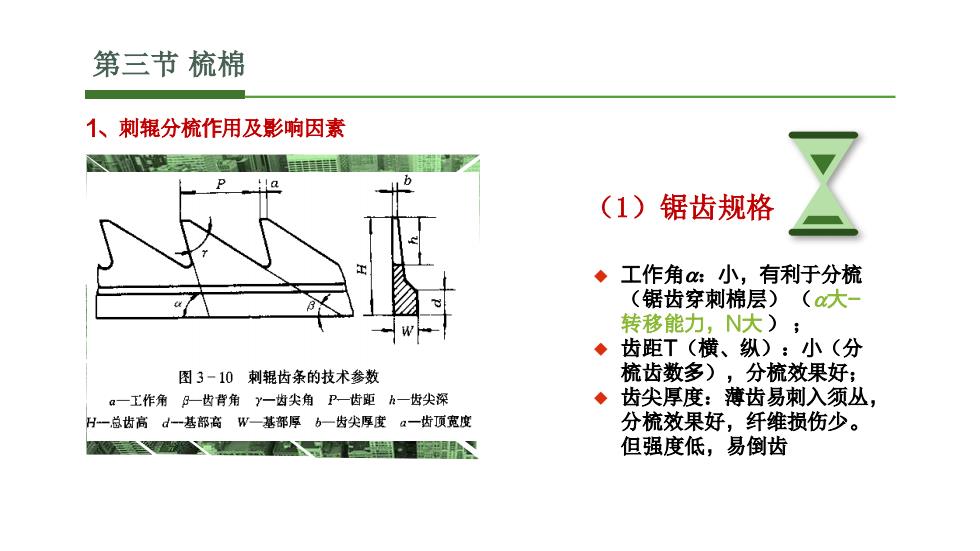
第三节 梳棉 (1)锯齿规格 ◆ 工作角:小,有利于分梳 (锯齿穿刺棉层) (大- 转移能力,N大 ) ; ◆ 齿距T(横、纵):小(分 梳齿数多),分梳效果好; ◆ 齿尖厚度:薄齿易刺入须丛, 分梳效果好,纤维损伤少。 但强度低,易倒齿 1、刺辊分梳作用及影响因素
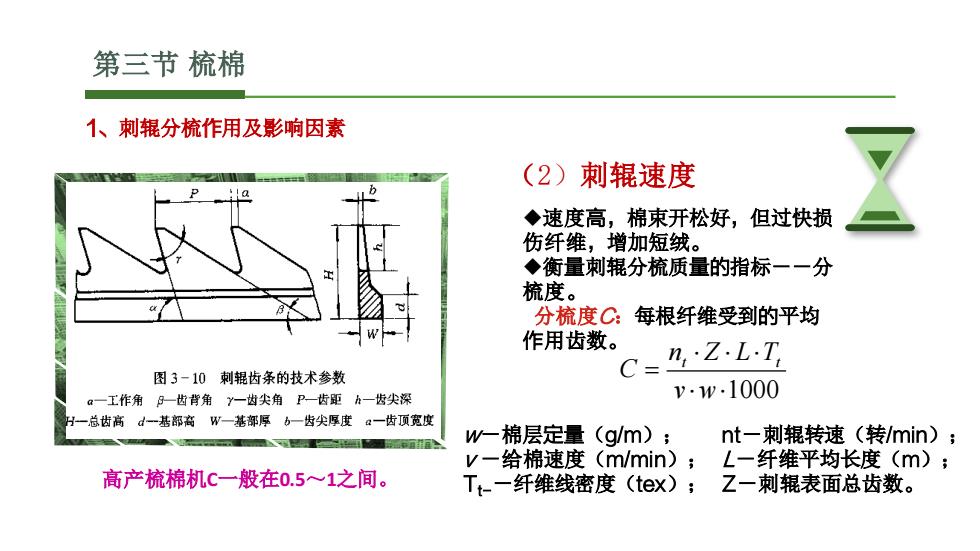
第三节梳棉 1、刺辊分梳作用及影响因素 (2)刺辊速度 ◆速度高,棉束开松好,但过快损 伤纤维,增加短绒。 ◆衡量刺辊分梳质量的指标一一分 梳度。 分梳度C:每根纤维受到的平均 作用齿数 图3-10刺辊齿条的技术参数 C n,.Z.LT, a一工作角F一齿背角Y一齿尖角P一齿距h一齿尖深 y.1w.1000 H一总齿高d一基部高W一基部厚b一齿尖厚度a一齿顶宽度 w一棉层定量(gm); nt一刺辊转速(转min); y一给棉速度(m/min);L一纤维平均长度(m): 高产梳棉机c一般在0.5~1之间。 T-一纤维线密度(tex);Z一刺辊表面总齿数
第三节 梳棉 (2)刺辊速度 ◆速度高,棉束开松好,但过快损 伤纤维,增加短绒。 ◆衡量刺辊分梳质量的指标--分 梳度。 分梳度C:每根纤维受到的平均 作用齿数。 1、刺辊分梳作用及影响因素 1000 = v w n Z L T C t t w-棉层定量(g/m); nt-刺辊转速(转/min); v -给棉速度(m/min); L-纤维平均长度(m); 高产梳棉机C一般在0.5~1之间。 Tt--纤维线密度(tex); Z-刺辊表面总齿数