4.1.3成型方法的选择 以图纸或样品为依据,确定工艺路线,选择合适的成型方法。选择成型 方法时,要从下列几方面来考虑: (1)产晶的形状、大小、厚薄等。 (2)坯料的工艺性能。 (3)产品的产量和质量要求。 (4)成型设备要简单,劳动强度要小,劳动条件要好。 (5)技术指标要高,经济效益要好
4.1.3 成型方法的选择 以图纸或样品为依据,确定工艺路线,选择合适的成型方法。选择成型 方法时,要从下列几方面来考虑: (1)产品的形状、大小、厚薄等。 (2)坯料的工艺性能。 (3)产品的产量和质量要求。 (4)成型设备要简单,劳动强度要小,劳动条件要好。 (5)技术指标要高,经济效益要好
4.2成型与成型前后工艺的关系 陶瓷制备流程 制备粉俸 干燥 煅烧 成型的目的:获得致密、均匀的坯体。 成型 烧结 加工及后处理 ◆粉体制备、成型、烧结为关键步骤
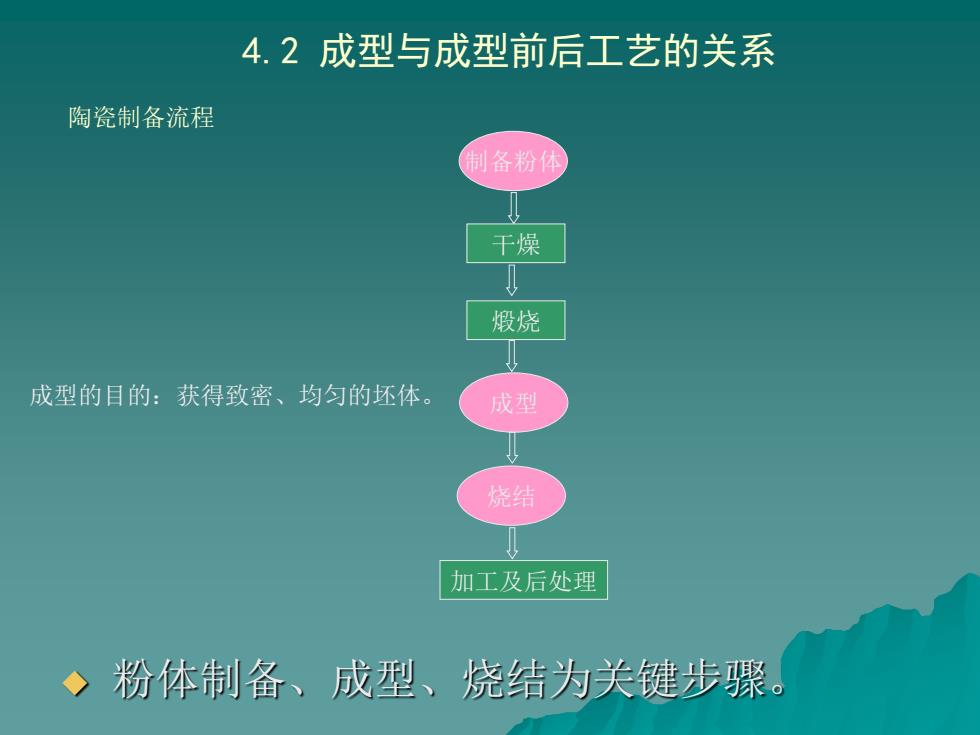
粉体制备、成型、烧结为关键步骤。 陶瓷制备流程 干燥 煅烧 加工及后处理 制备粉体 烧结 成型 4.2 成型与成型前后工艺的关系 成型的目的:获得致密、均匀的坯体
42.1成型对粉体的要求: 4.2成型与成型前后工艺的关系 a)粉末的硬度和可塑性 口可塑性:物质在外力或高温等条件下,发生形变而不开裂的性质。 ▣金属和陶瓷的区别 金属:金属键,原子间的结合力是失去价电子的金属正离子和期间大量运动着的自由电子之间的 吸引力。-软、可塑性较好。 陶瓷:主要为离子键和共价键,一般为这两种键的混合形式。 这种键合的特点,造成了陶瓷材料中不同元素的原子和离子必须占据特定的配位位置,晶体结构 比金属复杂得多,可动的独立滑移系少且不满足产生塑性变形的Von Mises条件。-高硬度、 可塑性差、脆性很大。 表21金属粉末硬度与压制压力的关系 一定相对密度所需压制压力/MPa 松装密度/g·cm3 硬度(HB) 80% 90% 3.98 3.5 25 63 3.50 5.0 52.5 105 3.51 49.0 225 380 2.70 70.0 285 500 17 ●陶瓷的高硬度、可塑性差: 成型压力较大, 但是太大难进一步提高致密度 反而造成坯体开裂。成型压力一般为50-120MPa
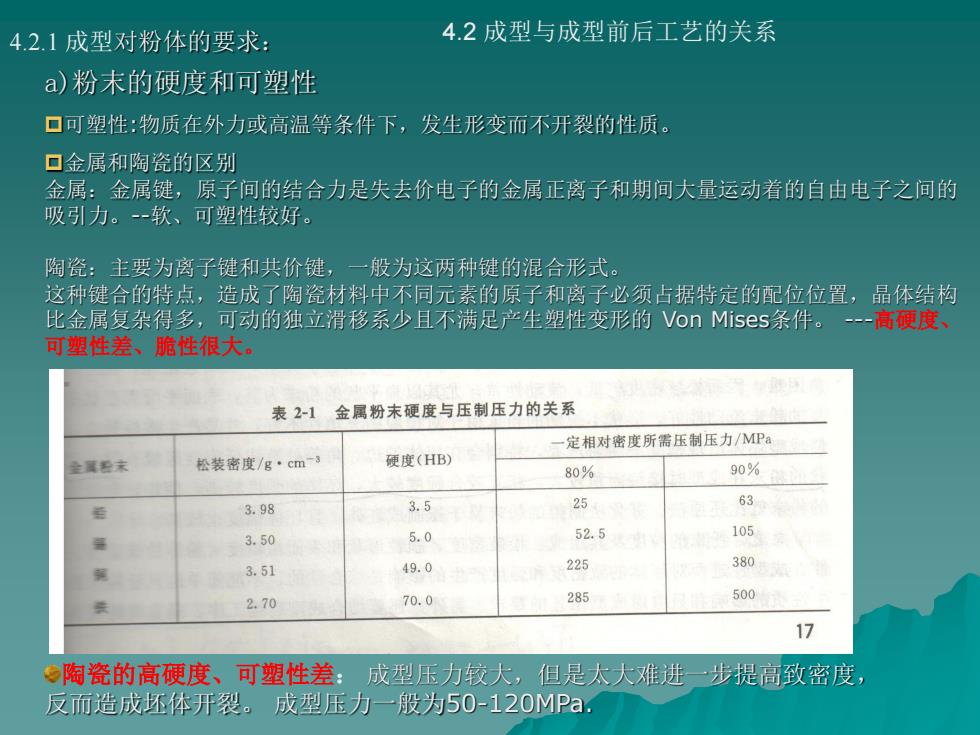
4.2 成型与成型前后工艺的关系 a)粉末的硬度和可塑性 可塑性:物质在外力或高温等条件下,发生形变而不开裂的性质。 金属和陶瓷的区别 金属:金属键,原子间的结合力是失去价电子的金属正离子和期间大量运动着的自由电子之间的 吸引力。-软、可塑性较好。 陶瓷:主要为离子键和共价键,一般为这两种键的混合形式。 这种键合的特点,造成了陶瓷材料中不同元素的原子和离子必须占据特定的配位位置,晶体结构 比金属复杂得多,可动的独立滑移系少且不满足产生塑性变形的 Von Mises条件。 -高硬度、 可塑性差、脆性很大。 陶瓷的高硬度、可塑性差: 成型压力较大,但是太大难进一步提高致密度, 反而造成坯体开裂。 成型压力一般为50-120MPa. 4.2.1 成型对粉体的要求:
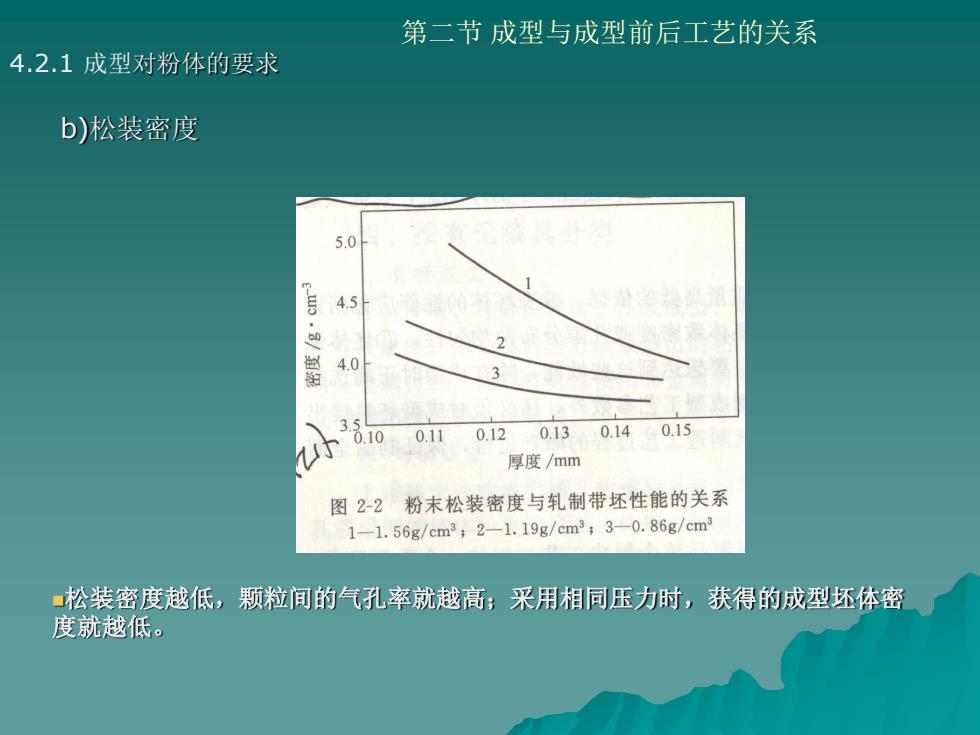
第二节成型与成型前后工艺的关系 4.2.1成型对粉体的要求 b)松装密度 5.0 E-WIO 4.5 4.0 0.100.110.120.130.140.15 厚度/mm 图2-2粉末松装密度与轧制带坯性能的关系 1-1.56g/cm3,2-1.19g/cm3;3-0.86g/cm3 ■松装密度越低,颗粒间的气孔率就越高;采用相同压力时,获得的成型坯体密 度就越低
b)松装密度 松装密度越低,颗粒间的气孔率就越高;采用相同压力时,获得的成型坯体密 度就越低。 第二节 成型与成型前后工艺的关系 4.2.1 成型对粉体的要求
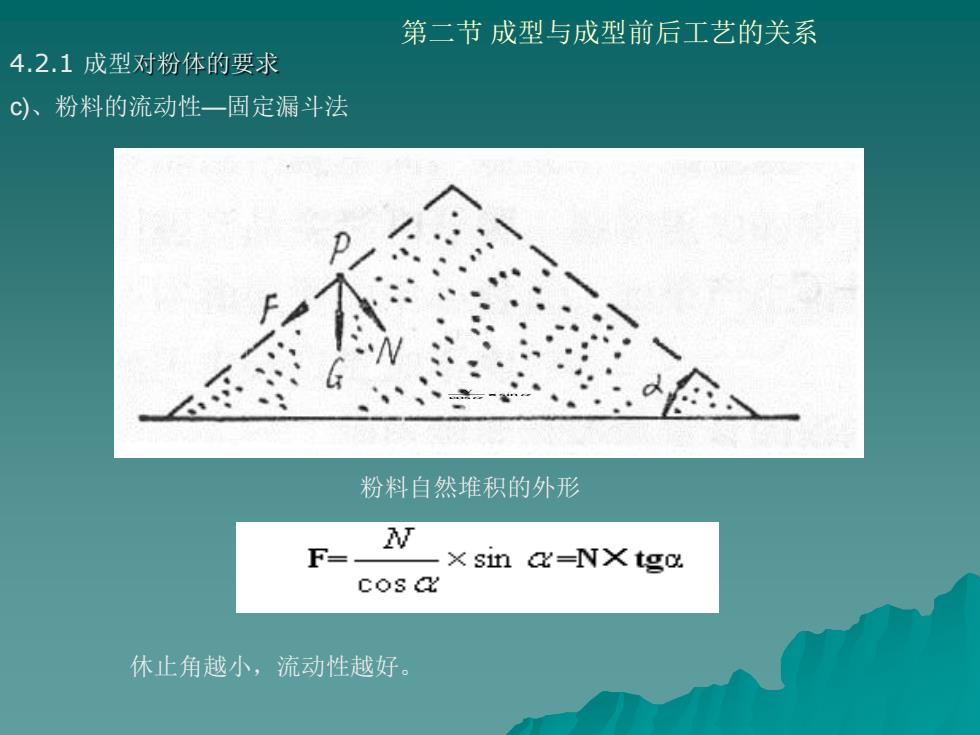
第二节成型与成型前后工艺的关系 4.2.1成型对粉体的要求 ©)、粉料的流动性一固定漏斗法 粉料自然堆积的外形 W F- -×sinx=NXtg cos a 休止角越小,流动性越好
c)、粉料的流动性—固定漏斗法 粉料自然堆积的外形 F= cos N sin 休止角越小,流动性越好。 第二节 成型与成型前后工艺的关系 4.2.1 成型对粉体的要求