
第九章三坐标测量机 第一节概述 一、三坐标测量机的产生 三坐标测量机(Coordinate Measuring Machining,简称CMM)是20世纪60年代发展 起来的一种新型高效的精密测量仪器。它的出现,一方面是由于自动机床、数控机床高效率 加工以及越来越多复杂形状零件加工需要有快速可靠的测量设备与之配套:另一方面是由于 电子技术、计算机技术、数字控制技术以及精密加工技术的发展为三坐标测量机的产生提供 了技术基础。1960年,英国ERRANTI公司研制成功世界上第一台三坐标测量机,到20世 纪60年代末,已有近十个国家的三十多家公司在生产CM,不过这一时期的COW尚处于初 级阶段。进入20世纪8O年代后,以ZEISS、LEITZ、DEA、LK、三丰、SIP、FERRANTI、MOORE 等为代表的众多公司不断推出新产品,使得CM的发展速度加快。现代CW不仅能在计算机 控制下完成各种复杂测量,而且可以通过与数控机床交换信息,实现对加工的控制,并且还 可以根据测量数据,实现反求工程。目前,CM己广泛用于机械制造业、汽车工业、电子工 业、航空航天工业和国防工业等各部门,成为现代工业检测和质量控制不可缺少的万能测量 设备。 图91三坐标测量机的组成 1一工作台2一移动桥架3一中央滑架4一Z轴5一测头6一电子系统 二、三坐标测量机的组成及工作原理 9.1
9- 1 第九章 三坐标测量机 第一节 概述 一、三坐标测量机的产生 三坐标测量机(Coordinate Measuring Machining,简称 CMM)是 20 世纪 60 年代发展 起来的一种新型高效的精密测量仪器。它的出现,一方面是由于自动机床、数控机床高效率 加工以及越来越多复杂形状零件加工需要有快速可靠的测量设备与之配套;另一方面是由于 电子技术、计算机技术、数字控制技术以及精密加工技术的发展为三坐标测量机的产生提供 了技术基础。1960 年,英国 FERRANTI 公司研制成功世界上第一台三坐标测量机,到 20 世 纪 60 年代末,已有近十个国家的三十多家公司在生产 CMM,不过这一时期的 CMM 尚处于初 级阶段。进入 20 世纪 80 年代后,以 ZEISS、LEITZ、DEA、LK、三丰、SIP、FERRANTI、MOORE 等为代表的众多公司不断推出新产品,使得 CMM 的发展速度加快。现代 CMM 不仅能在计算机 控制下完成各种复杂测量,而且可以通过与数控机床交换信息,实现对加工的控制,并且还 可以根据测量数据,实现反求工程。目前,CMM 已广泛用于机械制造业、汽车工业、电子工 业、航空航天工业和国防工业等各部门,成为现代工业检测和质量控制不可缺少的万能测量 设备。 图 9-1 三坐标测量机的组成 1—工作台 2—移动桥架 3—中央滑架 4—Z 轴 5—测头 6—电子系统 二、三坐标测量机的组成及工作原理 4 3 6 1 5 X 2 Y Z
(一)CMM的组成 三坐标测量机是典型的机电一体化设备,它由机械系统和电子系统两大部分组成。 (1)机械系统:一般由三个正交的直线运动轴构成。如图9-1所示结构中,X向导轨 系统装在工作台上,移动桥架横梁是Y向导轨系统,Z向导轨系统装在中央滑架内。三个方 向轴上均装有光栅尺用以度量各轴位移值。人工驱动的手轮及机动、数控驱动的电机一般都 在各轴附近。用来触测被检测零件表面的测头装在乙轴端部。 (2)电子系统:一般由光栅计数系统、测头信号接口和计算机等组成,用于获得被测 坐标点数据,并对数据进行处理。 (二)CMM的工作原理 三坐标测量机是基于坐标测量的通用化数字测量设备。它首先将各被测几何元素的测量 转化为对这些几何元素上一些点集坐标位置的测量,在测得这些点的坐标位置后,再根据这 些点的空间坐标值,经过数学运算求出其尺寸和形位误差。如图9-2所示,要测量工件上 圆柱孔的直径,可以在垂直于孔轴线的截面I内,触测内孔壁上三个点(点1、2、3),则 根据这三点的坐标值就可计算出孔的直径及圆心坐标0:如果在该截面内触测更多的点(点 1,2,…,,为测点数),则可根据最小二乘法或最小条件法计算出该截面圆的圆度误差: 如果对多个垂直于孔轴线的截面圆(,山,…,m为测量的截面圆数)进行测量,则根 据测得点的坐标值可计算出孔的圆柱度误差以及各截面圆的圆心坐标,再根据各圆心坐标值 又可计算出孔轴线位置:如果再在孔端面A上触测三点,则可计算出孔轴线对端面的位置度 误差。由此可见,C的这一工作原理使得其具有很大的通用性与柔性。从原理上说,它可 以测量任何工件的任何几何元素的任何参数。 图92坐标测量原理 三、三坐标测量机的分类 (一)按CM的技术水平分类 1.数字显示及打印型 9.2
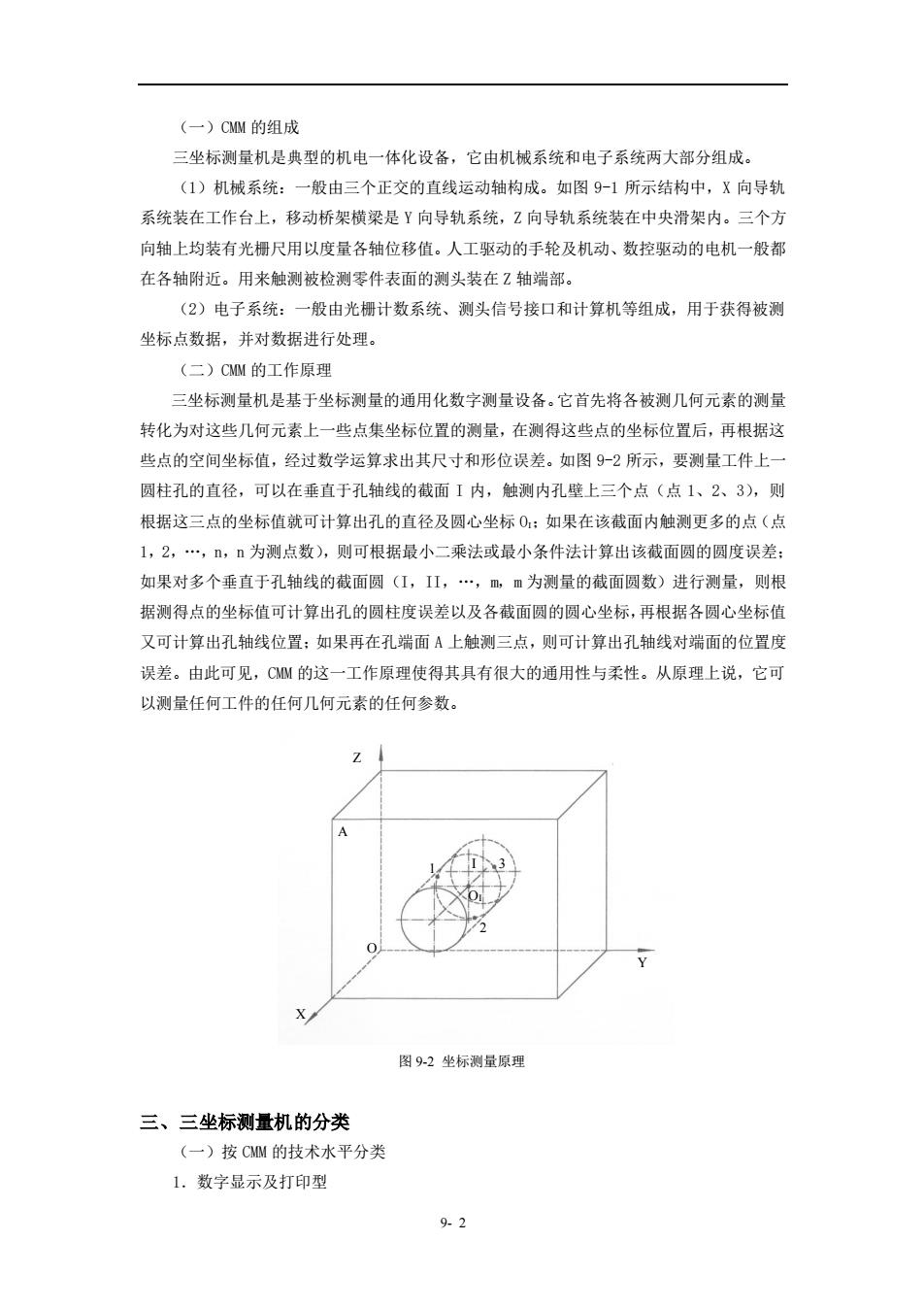
9- 2 (一)CMM 的组成 三坐标测量机是典型的机电一体化设备,它由机械系统和电子系统两大部分组成。 (1)机械系统:一般由三个正交的直线运动轴构成。如图 9-1 所示结构中,X 向导轨 系统装在工作台上,移动桥架横梁是 Y 向导轨系统,Z 向导轨系统装在中央滑架内。三个方 向轴上均装有光栅尺用以度量各轴位移值。人工驱动的手轮及机动、数控驱动的电机一般都 在各轴附近。用来触测被检测零件表面的测头装在 Z 轴端部。 (2)电子系统:一般由光栅计数系统、测头信号接口和计算机等组成,用于获得被测 坐标点数据,并对数据进行处理。 (二)CMM 的工作原理 三坐标测量机是基于坐标测量的通用化数字测量设备。它首先将各被测几何元素的测量 转化为对这些几何元素上一些点集坐标位置的测量,在测得这些点的坐标位置后,再根据这 些点的空间坐标值,经过数学运算求出其尺寸和形位误差。如图 9-2 所示,要测量工件上一 圆柱孔的直径,可以在垂直于孔轴线的截面 I 内,触测内孔壁上三个点(点 1、2、3),则 根据这三点的坐标值就可计算出孔的直径及圆心坐标 OI;如果在该截面内触测更多的点(点 1,2,…,n,n 为测点数),则可根据最小二乘法或最小条件法计算出该截面圆的圆度误差; 如果对多个垂直于孔轴线的截面圆(I,II,…,m,m 为测量的截面圆数)进行测量,则根 据测得点的坐标值可计算出孔的圆柱度误差以及各截面圆的圆心坐标,再根据各圆心坐标值 又可计算出孔轴线位置;如果再在孔端面 A 上触测三点,则可计算出孔轴线对端面的位置度 误差。由此可见,CMM 的这一工作原理使得其具有很大的通用性与柔性。从原理上说,它可 以测量任何工件的任何几何元素的任何参数。 图 9-2 坐标测量原理 三、三坐标测量机的分类 (一)按 CMM 的技术水平分类 1.数字显示及打印型 2 1 Z Y X 3 O I A OI

这类CMM主要用于几何尺寸测量,可显示并打印出测得点的坐标数据,但要获得所需的 几何尺寸形位误差,还需进行人工运算,其技术水平较低,目前己基本被陶汰。 2.带有计算机进行数据处理型 这类C技术水平略高,目前应用较多。其测量仍为手动或机动,但用计算机处理测量 数据,可完成诸如工件安装倾斜的自动校正计算、坐标变换、孔心距计算、偏差值计算等数 据处理工作。 3.计算机数字控制型 这类CM技术水平较高,可像数控机床一样,按照编制好的程序自动测量 (二)按CW的测量范围分类 1.小型坐标测量机 这类CMM在其最长一个坐标轴方向(一般为X轴方向)上的测量范围小于500m,主要 用于小型精密模具、工具和刀具等的测量。 2.中型坐标测量机 这类CMM在其最长一个坐标抽方向上的测量范围为500~-2000m,是应用最多的机型, 主要用于箱体、模具类零件的测量 3.大型坐标测量机 这类CM在其最长一个坐标轴方向上的测量范围大于2000m,主要用于汽车与发动机 外壳、航空发动机叶片等大型零件的测量。 (三)按C的精度分类 1.精密型COW 其单轴最大测量不确定度小于1×101(L为最大量程,单位为m),空间最大测量不 确定度小于(2一3)10L,一般放在具有恒温条件的计量室内,用于精密测量。 2.中、低精度CW 低精度CMM的单轴最大测量不确定度大体在1×10L左右,空间最大测量不确定度为 (2~3)×10L,中等精度CMM的单轴最大测量不确定度约为1×10L,空间最大测量不 确定度为(2一3)×10L。这类C侧一般放在生产车间内,用于生产过程检测 (四)按C的结构形式分类 按照结构形式,C可分为移动桥式、固定桥式、龙门式、悬臂式、立柱式等,见下节。 第二节三坐标测量机的机械结构 一、结构形式 三坐标测量机是由三个正交的直线运动轴构成的,这三个坐标轴的相互配置位置(即总 体结构形式)对测量机的精度以及对被测工件的适用性影响较大。图93是目前常见的几种 C结构形式,下面对其结构特点和应用范围作简要介绍。 9.3
9- 3 这类 CMM 主要用于几何尺寸测量,可显示并打印出测得点的坐标数据,但要获得所需的 几何尺寸形位误差,还需进行人工运算,其技术水平较低,目前已基本被陶汰。 2.带有计算机进行数据处理型 这类 CMM 技术水平略高,目前应用较多。其测量仍为手动或机动,但用计算机处理测量 数据,可完成诸如工件安装倾斜的自动校正计算、坐标变换、孔心距计算、偏差值计算等数 据处理工作。 3.计算机数字控制型 这类 CMM 技术水平较高,可像数控机床一样,按照编制好的程序自动测量。 (二)按 CMM 的测量范围分类 1.小型坐标测量机 这类 CMM 在其最长一个坐标轴方向(一般为 X 轴方向)上的测量范围小于 500mm,主要 用于小型精密模具、工具和刀具等的测量。 2.中型坐标测量机 这类 CMM 在其最长一个坐标轴方向上的测量范围为 500~2000mm,是应用最多的机型, 主要用于箱体、模具类零件的测量。 3.大型坐标测量机 这类 CMM 在其最长一个坐标轴方向上的测量范围大于 2000mm,主要用于汽车与发动机 外壳、航空发动机叶片等大型零件的测量。 (三)按 CMM 的精度分类 1.精密型 CMM 其单轴最大测量不确定度小于 1×10-6 L(L 为最大量程,单位为 mm),空间最大测量不 确定度小于(2~3)×10-6 L,一般放在具有恒温条件的计量室内,用于精密测量。 2.中、低精度 CMM 低精度 CMM 的单轴最大测量不确定度大体在 1×10-4 L 左右,空间最大测量不确定度为 (2~3)×10-4 L,中等精度 CMM 的单轴最大测量不确定度约为 1×10-5 L,空间最大测量不 确定度为(2~3)×10-5 L。这类 CMM 一般放在生产车间内,用于生产过程检测。 (四)按 CMM 的结构形式分类 按照结构形式,CMM 可分为移动桥式、固定桥式、龙门式、悬臂式、立柱式等,见下节。 第二节 三坐标测量机的机械结构 一、结构形式 三坐标测量机是由三个正交的直线运动轴构成的,这三个坐标轴的相互配置位置(即总 体结构形式)对测量机的精度以及对被测工件的适用性影响较大。图 9-3 是目前常见的几种 CMM 结构形式,下面对其结构特点和应用范围作简要介绍
(h) 图93三坐标测量机的结构形式 (a)移动桥式)固定桥式(c)中心门移动式(@)龙门式(e)悬臂式 ()单柱移动式(g)单柱周定式()横臂立柱式()横臂工作台移动式 图9-3为移动桥式结构,它是目前应用最广泛的一种结构形式,其结构简单,敞开性 好,工件安装在固定工作台上,承载能力强。但这种结构的X向驱动位于桥框一侧,桥框移 动时易产生绕Z轴偏摆,而该结构的X向标尺也位于桥框一侧,在Y向存在较大的阿贝臂 这种偏摆会引起较大的阿贝误差,因而该结构主要用于中等精度的中小机型。 图9-3b为固定桥式结构,其桥框固定不动,X向标尺和驱动机构可安装在工作台下方 中部,阿贝臂及工作台绕2轴偏摆小,其主要部件的运动稳定性好,运动误差小,适用于高 9.4
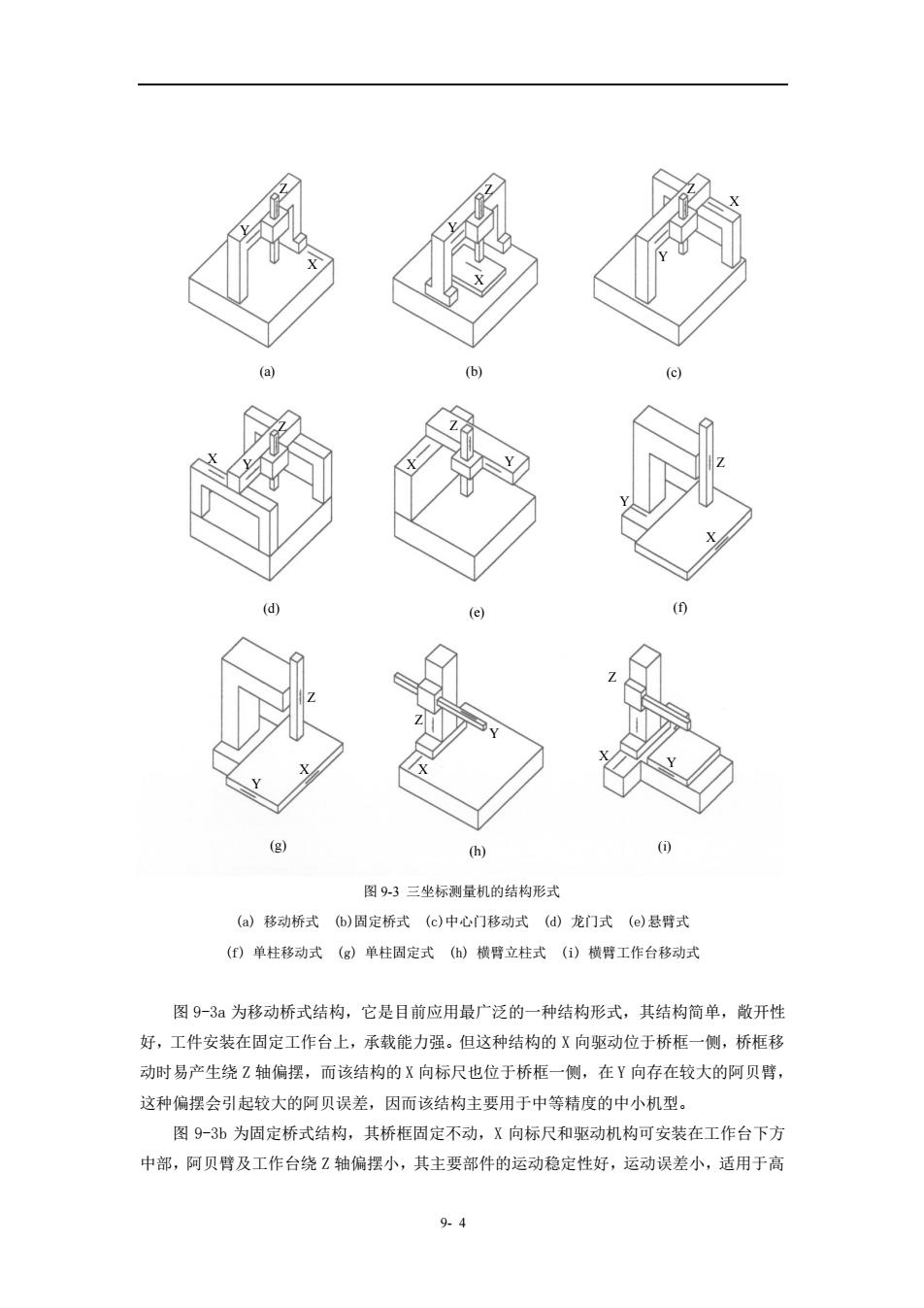
9- 4 图 9-3 三坐标测量机的结构形式 (a) 移动桥式 (b)固定桥式 (c)中心门移动式 (d) 龙门式 (e)悬臂式 (f) 单柱移动式 (g) 单柱固定式 (h) 横臂立柱式 (i) 横臂工作台移动式 图 9-3a 为移动桥式结构,它是目前应用最广泛的一种结构形式,其结构简单,敞开性 好,工件安装在固定工作台上,承载能力强。但这种结构的 X 向驱动位于桥框一侧,桥框移 动时易产生绕 Z 轴偏摆,而该结构的 X 向标尺也位于桥框一侧,在 Y 向存在较大的阿贝臂, 这种偏摆会引起较大的阿贝误差,因而该结构主要用于中等精度的中小机型。 图 9-3b 为固定桥式结构,其桥框固定不动,X 向标尺和驱动机构可安装在工作台下方 中部,阿贝臂及工作台绕 Z 轴偏摆小,其主要部件的运动稳定性好,运动误差小,适用于高 (a) (g) (c) (h) (d) (e) (i) (f) (b) X Z Y X Z Y X Z Y X Z Y X Z Y X Z Y X Z Y X Z Y X Z Y

精度测量,但工作台负载能力小,结构散开性不好,主要用于高精度的中小机型。 图9-3C为中心门移动式结构,结构比较复杂,敞开性一般,兼具移动桥式结构承载能 力强和固定桥式结构精度高的优点,适用于高精度、中型尺寸以下机型。 图9-3为龙门式结构,它与移动桥式结构的主要区别是它的移动部分只是横梁,移动 部分质量小,整个结构刚性好,三个坐标测量范围较大时也可保证测量精度,适用于大机型, 缺点是立柱限制了工件装卸,单侧驱动时仍会带来较大的阿贝误差,而双侧驱动方式在技术 上较为复杂,只有Y向跨距很大、对桔度要求较高的大型测量机才采用。 图9-3为悬臂式结构,结构简单,具有很好的散开性,但当滑架在悬臂上作Y向运动 时,会使悬臂的变形发生变化,故测量精度不高,一般用于测量精度要求不太高的小型测量 机。 图9-3为单柱移动式结构,也称为仪器台式结构,它是在工具显微镜的结构基础上发 展起来的。其优点是操作方便、测量精度高,但结构复杂,测量范围小,适用于高精度的小 型数控机型。 图93g为单柱固定式结构,它是在坐标镗的基础上发展起来的。其结构牢靠、敞开性 较好,但工件的重量对工作台运动有影响,同时两维平动工作台行程不可能太大,因此仅用 于测量精度中等的中小型测量机。 图93h为横臂立柱式结构,也称为水平臂式结构,在汽车工业中有广泛应用。其结构 简单、微开性好,尺寸也可以较大,但因横臂前后伸出时会产生较大变形,故测量精度不高, 用于中、大型机型。 图9-31为横臂工作台移动式结构,其散开性较好,横臂部件质量较小,但工作台承载 有限,在两个方向上运动范围较小,适用于中等精度的中小机型。 二、工作台 早期的三坐标测量机的工作合一般是由铸铁或铸钢制成的,但近年来,各生产厂家己广 泛采用花岗岩来制造工作台,这是因为花岗岩变形小、稳定性好、耐磨损、不生锈,且价格 低廉、易于加工。有些测量机装有可升降的工作台,以扩大Z轴的测量范围,还有些测量机 备有旋转工作台,以扩大测量功能。 三、导轨 导轨是测量机的导向装置,直接影响测量机的精度,因而要求其具有较高的直线性精度。 在三坐标测量机上使用的导轨有滑动导轨、滚动导轨和气浮导轨,但常用的为滑动导轨和气 浮导轨,滚动导轨应用较少,因为滚动导轨的耐磨性较差,刚度也较滑动导轨低。在早期的 三坐标测量机中,许多机型采用的是滑动导轨。滑动导轨精度高,承载能力强,但摩擦阻力 大,易磨损,低速运行时易产生爬行,也不易在高速下运行,有逐步被气浮导轨取代的趋势。 目前,多数三坐标测量机已采用空气静压导轨(又称为气浮导轨、气热导轨),它具有许多 9.5
9- 5 精度测量,但工作台负载能力小,结构敞开性不好,主要用于高精度的中小机型。 图 9-3c 为中心门移动式结构,结构比较复杂,敞开性一般,兼具移动桥式结构承载能 力强和固定桥式结构精度高的优点,适用于高精度、中型尺寸以下机型。 图 9-3d 为龙门式结构,它与移动桥式结构的主要区别是它的移动部分只是横梁,移动 部分质量小,整个结构刚性好,三个坐标测量范围较大时也可保证测量精度,适用于大机型, 缺点是立柱限制了工件装卸,单侧驱动时仍会带来较大的阿贝误差,而双侧驱动方式在技术 上较为复杂,只有 Y 向跨距很大、对精度要求较高的大型测量机才采用。 图 9-3e 为悬臂式结构,结构简单,具有很好的敞开性,但当滑架在悬臂上作 Y 向运动 时,会使悬臂的变形发生变化,故测量精度不高,一般用于测量精度要求不太高的小型测量 机。 图 9-3f 为单柱移动式结构,也称为仪器台式结构,它是在工具显微镜的结构基础上发 展起来的。其优点是操作方便、测量精度高,但结构复杂,测量范围小,适用于高精度的小 型数控机型。 图 9-3g 为单柱固定式结构,它是在坐标镗的基础上发展起来的。其结构牢靠、敞开性 较好,但工件的重量对工作台运动有影响,同时两维平动工作台行程不可能太大,因此仅用 于测量精度中等的中小型测量机。 图 9-3h 为横臂立柱式结构,也称为水平臂式结构,在汽车工业中有广泛应用。其结构 简单、敞开性好,尺寸也可以较大,但因横臂前后伸出时会产生较大变形,故测量精度不高, 用于中、大型机型。 图 9-3i 为横臂工作台移动式结构,其敞开性较好,横臂部件质量较小,但工作台承载 有限,在两个方向上运动范围较小,适用于中等精度的中小机型。 二、工作台 早期的三坐标测量机的工作台一般是由铸铁或铸钢制成的,但近年来,各生产厂家已广 泛采用花岗岩来制造工作台,这是因为花岗岩变形小、稳定性好、耐磨损、不生锈,且价格 低廉、易于加工。有些测量机装有可升降的工作台,以扩大 Z 轴的测量范围,还有些测量机 备有旋转工作台,以扩大测量功能。 三、导轨 导轨是测量机的导向装置,直接影响测量机的精度,因而要求其具有较高的直线性精度。 在三坐标测量机上使用的导轨有滑动导轨、滚动导轨和气浮导轨,但常用的为滑动导轨和气 浮导轨,滚动导轨应用较少,因为滚动导轨的耐磨性较差,刚度也较滑动导轨低。在早期的 三坐标测量机中,许多机型采用的是滑动导轨。滑动导轨精度高,承载能力强,但摩擦阻力 大,易磨损,低速运行时易产生爬行,也不易在高速下运行,有逐步被气浮导轨取代的趋势。 目前,多数三坐标测量机已采用空气静压导轨(又称为气浮导轨、气垫导轨),它具有许多