
兴隆县天利海香精香料有限公司“4·9”火灾事敌2016年4月9日21时15分,河北省承德市兴隆县天利海香精香料有限公司化二车间4#水解反应釜生产过程中发生火灾,造成4人死亡、3人烧伤,直接经济损失约500万元。一、事故发生单位及装置基本情况兴隆县天利海香精香料有限公司前身为北京平谷化工总厂,成立于1991年,国营性质,2000年末改制为北京天利海香精香料有限公司。兴隆县天利海香精香料有限公司成立于2008年6月18日,注册资金1500万元,企业注册地址为河北省承德市兴隆县兴隆镇小东区村,占地面积220亩,现有员工1010人。该公司下设技术部、设备部和安全部等8个科室,配备专职安全管理人员30名。该公司的主要产品为麦芽酚(500吨/年)、乙基麦芽酚(4500吨)年),主要用作烘焙食品、冰激凌和糖果的添香剂。生产过程中涉及的原、辅料为甲醇、乙醇、氯甲烷、氯乙烷、液氯、液氨、氯仿、糠醛、盐酸、硫酸、氢氧化钠、镁,中间产品和中间产物为乙醚、α-味喃醇,回收产品有乙醇、三氯甲烷,涉及危险化学品重大危险源。公司设有10个生产和辅助车间,分别为溶剂车间、格式车间、化一车间、化二车间(事故车间)、成品车间、镁盐车间、制冷车间、供电车间、供热车间、水处理车间和氯回收车间。事故发生在化二车间水解岗位。化一车间与化二车间设在同一个厂房内,其中化一车间生产乙基麦芽酚(通氯釜、水解釜各12台),化二车间生产麦芽酚(通氯金釜、水解釜各4台)。整个厂房内的16台水解釜均布置在二层平台,设置有可燃气体报警仪,水解反应不属于重点监管
兴隆县天利海香精香料有限公司“4·9”火灾事故 2016 年 4 月 9 日 21 时 15 分,河北省承德市兴隆县天利海香精香 料有限公司化二车间 4 #水解反应釜生产过程中发生火灾,造成 4 人死 亡、3 人烧伤,直接经济损失约 500 万元。 一、事故发生单位及装置基本情况 兴隆县天利海香精香料有限公司前身为北京平谷化工总厂,成立于 1991 年,国营性质,2000 年末改制为北京天利海香精香料有限公司。兴 隆县天利海香精香料有限公司成立于 2008 年 6 月 18 日,注册资金 1500 万元,企业注册地址为河北省承德市兴隆县兴隆镇小东区村,占地面积 220 亩,现有员工 1010 人。该公司下设技术部、设备部和安全部等 8 个 科室,配备专职安全管理人员 30 名。 该公司的主要产品为麦芽酚(500 吨/年)、乙基麦芽酚(4500 吨/ 年),主要用作烘焙食品、冰激凌和糖果的添香剂。生产过程中涉及的 原、辅料为甲醇、乙醇、氯甲烷、氯乙烷、液氯、液氨、氯仿、糠醛、 盐酸、硫酸、氢氧化钠、镁,中间产品和中间产物为乙醚、α-呋喃醇, 回收产品有乙醇、三氯甲烷,涉及危险化学品重大危险源。 公司设有 10 个生产和辅助车间,分别为溶剂车间、格式车间、化 一车间、化二车间(事故车间)、成品车间、镁盐车间、制冷车间、供电 车间、供热车间、水处理车间和氯回收车间。 事故发生在化二车间水解岗位。化一车间与化二车间设在同一个厂 房内,其中化一车间生产乙基麦芽酚(通氯釜、水解釜各 12 台),化二 车间生产麦芽酚(通氯釜、水解釜各 4 台)。整个厂房内的 16 台水解釜 均布置在二层平台,设置有可燃气体报警仪,水解反应不属于重点监管

危险化工工艺,未进行自动化改造。16台通氯釜布置在三层平台,设置有毒气体报警仪,并已完成自动化控制系统。化二车间是用氯气将格式车间反应得到的α-味喃醇扩环、闭环,再经水解得到麦芽酚。主反应为吸热反应,伴随有部分副反应,热量由釜内盘管中的热水或蒸汽提供。通氯釜来的物料靠位差自流入水解签后,用热水升温将余氯赶出,然后通蒸汽继续缓慢升温至60~65℃开始回收甲醇,同时回收氯甲烷,釜温升高到90℃左右向釜内加入甩料甲醇,继续升温至100℃左右蒸甲醇完毕。关闭蒸汽、开循环水对物料进行降温,启动输送泵将麦芽酚粗品打至后续工序进行精制处理。发生事故的是化二车间4#水解反应釜(常压反应釜)。水解反应釜本体材质为玻璃钢,上部设置碳钢封头,与反应釜本体通过法兰用螺栓连接。封头上设置视镜两个,赶氯管道接口一个,接收通氯釜物料接口一个,温度计接口一个,预留管口一个,中间设置搅拌装置。封头上还设置甲醇蒸发气相管一条,外接冷凝器用于气相甲醇冷凝回收。反应金下部设置放料口接离心泵。金内设置钛材盘管,分不同阶段依次接循环水、热水、蒸汽,用于物料冷却或加热。二、事故发生经过2016年4月9日18时45分,化二车间水解岗位操作工甲、乙和学徒工及化一车间水解岗位操作工甲、乙、丙、丁、戊等参加班前会后,于18时50分到达各自岗位进行交接班。化一车间班长安排保全工甲、乙到化一车间安装11水解釜对面的通氯管道。18时50分,化二车间1#、3#水解釜正在放甲醇,2#、4#水解釜正处于赶氯过程。19时,2#、4#水解釜开始赶氯,釜温为-6℃;19时45分,釜温为8℃,赶氯结束,此时切换为热水加热釜内物料
危险化工工艺,未进行自动化改造。16 台通氯釜布置在三层平台,设置 有毒气体报警仪,并已完成自动化控制系统。 化二车间是用氯气将格式车间反应得到的 α-呋喃醇扩环、闭环, 再经水解得到麦芽酚。主反应为吸热反应,伴随有部分副反应,热量 由釜内盘管中的热水或蒸汽提供。通氯釜来的物料靠位差自流入水解 釜后,用热水升温将余氯赶出,然后通蒸汽继续缓慢升温至 60~65℃ 开始回收甲醇,同时回收氯甲烷,釜温升高到 90℃左右向釜内加入甩 料甲醇,继续升温至 100℃左右蒸甲醇完毕。关闭蒸汽、开循环水对物 料进行降温,启动输送泵将麦芽酚粗品打至后续工序进行精制处理。 发生事故的是化二车间 4 #水解反应釜(常压反应釜)。水解反应釜本 体材质为玻璃钢,上部设置碳钢封头,与反应釜本体通过法兰用螺栓连 接。封头上设置视镜两个,赶氯管道接口一个,接收通氯釜物料接口一 个,温度计接口一个,预留管口一个,中间设置搅拌装置。封头上还设 置甲醇蒸发气相管一条,外接冷凝器用于气相甲醇冷凝回收。反应釜下 部设置放料口接离心泵。釜内设置钛材盘管,分不同阶段依次接循环水、 热水、蒸汽,用于物料冷却或加热。 二、事故发生经过 2016 年 4 月 9 日 18 时 45 分,化二车间水解岗位操作工甲、乙和 学徒工及化一车间水解岗位操作工甲、乙、丙、丁、戊等参加班前会 后,于 18 时 50 分到达各自岗位进行交接班。化一车间班长安排保全 工甲、乙到化一车间安装 11#水解釜对面的通氯管道。 18 时 50 分,化二车间 1 #、3 #水解釜正在放甲醇,2 #、4 #水解釜正 处于赶氯过程。19 时,2 #、4 #水解釜开始赶氯,釜温为-6℃;19 时 45 分,釜温为 8℃,赶氯结束,此时切换为热水加热釜内物料
20时,水解签内物料温度升至15℃,改用蒸汽加热升温。20时15分,釜内温度为26℃;20时30分,釜内温度升到40℃;20时45分釜内物料温度升至56℃,开始放甲醇。21时10分左右,化二车间水解操作工甲去厕所,让学徒工临时看管4#水解釜,一会儿返回岗位;21时15分,4水解釜上封头被冲出,易燃物料喷出引发火灾,将正在4#水解釜旁边作业的化二车间水解操作工甲和学徒工当场烧死,将在11#、12水解釜对面窗户前缠绕通氯阀垫的化一车间水解操作工甲、乙严重烧伤,将正在11水解釜对面通道旁安装通氯釜管路的化一车间班长及两名保全工烧伤。公司立即将烧伤的5人送往兴隆县人民医院进行抢救,2名重伤员经抢救无效于4月10日2时死亡;班长及2名保全工转院治疗。图1事故水解釜底端
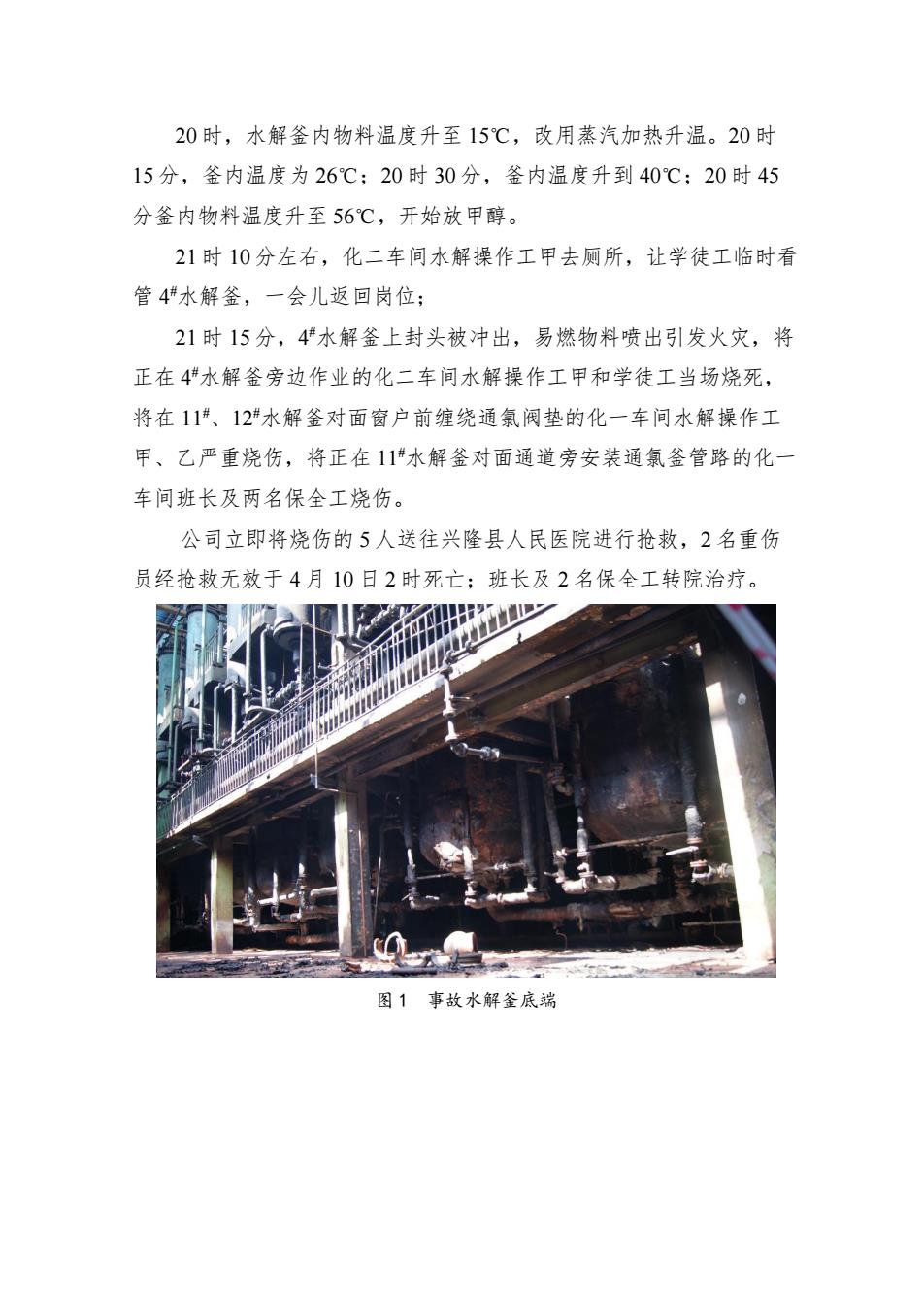
20 时,水解釜内物料温度升至 15℃,改用蒸汽加热升温。20 时 15 分,釜内温度为 26℃;20 时 30 分,釜内温度升到 40℃;20 时 45 分釜内物料温度升至 56℃,开始放甲醇。 21 时 10 分左右,化二车间水解操作工甲去厕所,让学徒工临时看 管 4 #水解釜,一会儿返回岗位; 21 时 15 分,4 #水解釜上封头被冲出,易燃物料喷出引发火灾,将 正在 4 #水解釜旁边作业的化二车间水解操作工甲和学徒工当场烧死, 将在 11#、12#水解釜对面窗户前缠绕通氯阀垫的化一车间水解操作工 甲、乙严重烧伤,将正在 11#水解釜对面通道旁安装通氯釜管路的化一 车间班长及两名保全工烧伤。 公司立即将烧伤的 5 人送往兴隆县人民医院进行抢救,2 名重伤 员经抢救无效于 4 月 10 日 2 时死亡;班长及 2 名保全工转院治疗。 图 1 事故水解釜底端

图2事故水解釜顶端三、事故原因分析(一)直接原因水解岗位操作工对4#水解釜加热过快,釜内物料暴沸,产生大量的甲醇、氯甲烷、氯化氢、水蒸汽等气体,造成釜内压力急剧升高,导致签内物料喷出,将水解釜上封头及附带的电机、减速机等冲起,撞击车间三层钢筋砼构件产生火花,甲醇、氯甲烷等被引燃,造成现场人员伤亡并引发次生火灾。(二)间接原因1.企业安全生产意识淡薄,对水解岗位生产操作规程中的注意事项不够重视;未能使员工充分明确作业岗位存在的危险有害因素。2.车间划分和劳动组织不合理,化二车间3#、4#水解釜操作岗位与化一车间9#~12#水解釜操作岗位位于同一作业平台上,但没有形成联保互保机制:在水解和通氯作业时安排维修人员进行作业,存在交叉作业现象。3.未认真落实转岗培训制度,学徒工从浓缩岗位到水解岗位实习,车间、班组没有转岗培训记录
图 2 事故水解釜顶端 三、事故原因分析 (一)直接原因 水解岗位操作工对 4 #水解釜加热过快,釜内物料暴沸,产生大量的 甲醇、氯甲烷、氯化氢、水蒸汽等气体,造成釜内压力急剧升高,导致 釜内物料喷出,将水解釜上封头及附带的电机、减速机等冲起,撞击车 间三层钢筋砼构件产生火花,甲醇、氯甲烷等被引燃,造成现场人员伤 亡并引发次生火灾。 (二)间接原因 1.企业安全生产意识淡薄,对水解岗位生产操作规程中的注意事项 不够重视;未能使员工充分明确作业岗位存在的危险有害因素。 2.车间划分和劳动组织不合理,化二车间 3 #、4 #水解釜操作岗位与 化一车间 9 #~12#水解釜操作岗位位于同一作业平台上,但没有形成联 保互保机制;在水解和通氯作业时安排维修人员进行作业,存在交叉作 业现象。 3.未认真落实转岗培训制度,学徒工从浓缩岗位到水解岗位实习, 车间、班组没有转岗培训记录

4.兴隆县工信局、安监局作为行业管理部门和安全监管部门,对企业存在的事故隐患督导检查不到位。四、事故启示及防范措施建议如果在工艺过程超温、超压时能够采取立即关闭蒸汽阀门、紧急冷却或紧急泄放物料等措施,或根据工艺情况设置压力、温度报警,尽早采取措施调整异常工况,事故或许就不会发生。根据此事故的启示,为防范同类事故再次发生,提出以下建议措施:1.通过采用自动控制技术,应用DCS、PLC等控制系统,代替间歇化工生产过程中的进料、配比、反应、放料等岗位的人工操作,实现间歇式化工生产机械化、自动化,一方面稳定工艺操作,降低人员失控率,另一方面减少间歇式化工生产过程中的操作人员数量。2.对于超温、超压风险大的反应系统,应对关键参数设置报警,提示操作人员尽早采取措施调整异常工况:应配置泄放设施和紧急冷却降温等设施,并设置紧急切断、紧急终止反应等联锁控制措施。3.完善工艺安全管理制度,根据生产工艺技术和设备设施特点以及原材料、辅助材料、产品的危险特性,编制岗位安全操作规程,持续不断地加强员工培训教育,使其真正了解作业场所、工作岗位存在的危险有害因素,掌握相应的防范措施、应急处置措施和安全操作规程,切实提高安全意识和操作技能。4.加强劳动组织管理和作业场所管理,建立职工联保互保机制,杜绝交叉作业等现象。5.政府各有关部门应按照管行业必须管安全的要求,加强对本行业企业安全生产督导检查,督促企业开展安全生产隐患排查治理工作,及时消除事故隐患,确保安全生产
4. 兴隆县工信局、安监局作为行业管理部门和安全监管部门,对企 业存在的事故隐患督导检查不到位。 四、事故启示及防范措施建议 如果在工艺过程超温、超压时能够采取立即关闭蒸汽阀门、紧急冷 却或紧急泄放物料等措施,或根据工艺情况设置压力、温度报警,尽早 采取措施调整异常工况,事故或许就不会发生。根据此事故的启示,为 防范同类事故再次发生,提出以下建议措施: 1.通过采用自动控制技术,应用 DCS、PLC 等控制系统,代替间 歇化工生产过程中的进料、配比、反应、放料等岗位的人工操作,实 现间歇式化工生产机械化、自动化,一方面稳定工艺操作,降低人员 失控率,另一方面减少间歇式化工生产过程中的操作人员数量。 2.对于超温、超压风险大的反应系统,应对关键参数设置报警, 提示操作人员尽早采取措施调整异常工况;应配置泄放设施和紧急冷 却降温等设施,并设置紧急切断、紧急终止反应等联锁控制措施。 3.完善工艺安全管理制度,根据生产工艺技术和设备设施特点以及 原材料、辅助材料、产品的危险特性,编制岗位安全操作规程,持续不 断地加强员工培训教育,使其真正了解作业场所、工作岗位存在的危险 有害因素,掌握相应的防范措施、应急处置措施和安全操作规程,切实 提高安全意识和操作技能。 4.加强劳动组织管理和作业场所管理,建立职工联保互保机制, 杜绝交叉作业等现象。 5.政府各有关部门应按照管行业必须管安全的要求,加强对本行 业企业安全生产督导检查,督促企业开展安全生产隐患排查治理工 作,及时消除事故隐患,确保安全生产