6镍及镍合金焊条、焊丝应分别符合现行国家标准《镍及镍合金焊条》GB/T13814、《镍及镍合金焊丝》GB/T15620的规定。7栓钉和瓷环应符合现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T10433的规定。8焊接用气体的使用应符合下列规定:1)焊接用氩气应符合现行国家标准《氩》GB/T4842的规定,锆及错合金焊接时的氩气纯度不应低于99.998%,其他材料焊接时的氩气纯度不应低于99.99%。当瓶装氩气的压力低于0.5MPa时,应停止使用。焊接铝、铜、钛、镍、错及其合金时,氩的露点不应高于一50℃。2)焊接用二氧化碳气体应符合现行行业标准《焊接用二氧化碳》HG/T2537的规定,二氧化碳气体纯度不应低于99.9%,含水量不应大于0.005%,使用前应预热和干燥。当瓶内气体压力低于0.98MPa时,应停止使用。3)焊接用氧气纯度不应低于99.5%;乙炔气应符合现行国家标推《溶解乙炔》GB/T6819的规定,乙炔气的纯度不应低于98%。气瓶中的剩余压力低于0.05MPa时,应停止使用。4)焊接用氨气应符合现行国家标准《纯氮、高纯氮和超纯氮》GB/T8979的规定,氮气纯度应大于99.99%,含氧量不应大于50×10-。5)焊接用氢气应符合现行国家标准《纯氮》GB/T4844.2的规定,氮气纯度不应低于99.99%。当瓶装氢气的压力低于0.5MPa时,应停止使用。9钨极情性气体保护电弧焊宜采用钨极。4.0.4焊接材料使用前应按设计文件和国家现行有关标准的规定进行检查和验收,并应符合下列规定:1应检查焊接材料的包装和包装标记。包装应完好,无破损、受潮现象。包装标记应完整、清晰
2应核对焊接材料质量证明文件所提供的数据是否齐全并符合要求3应检查焊接材料的外观质量,焊丝使用前应按规定进行除油、除锈及清洗处理。焊接材料表面不应受潮(必要时按说明书的要求进行烘干)、污染、存在药皮破损以及储存过程中产生影响爆接质量的缺陷,焊丝表面应光滑、整洁。焊接材料的识别标志应清晰、牢固,并应与产品实物相符。4应根据有关标准或供货协议的要求进行相应的焊接材料试验或复验。4.0.5施工现场应建立焊接材料的保管、烘干、清洗、发放、使用和回收制度。焊接材料的储存场所和烘干、去污设施以及焊接材料的库存保管和使用过程中的管理,应符合现行行业标准《焊接材料质量管理规程》JB/T3223的规定
5焊接工艺评定5.0.1在掌握材料的焊接性能后,必须在工程焊接前进行焊接工艺评定。5.0.2焊接工艺评定应按现行行业标准《承压设备焊接工艺评定》NB/T47014的规定进行。5.0.3焊接工艺评定前,应根据金属材料的焊接性能,按照设计文件和制造安装工艺拟定焊接工艺预规程。5.0.4焊接工艺评定使用的材料应符合本规范第4章的规定。5.0.5焊接工艺评定试件的坡口加工、组对及清理等工艺措施应符合本规范有关章节的规定。5.0.6焊接工艺评定所用设备、仪表的性能应处于正常工作状态,且符合本规范第3.0.7条的规定。5.0.7焊接工艺评定应在本单位进行。焊接工艺评定试件应由本单位技能熟练的焊接人员施焊。检测试验工作可委托有相应资质的检测试验单位进行。5.0.8焊接工艺评定过程中应做好记录,评定完成后应提出焊接工艺评定报告,焊接工艺评定报告应由焊接技术负责人审核。5.0.9焊接工艺预规程、焊接工艺评定报告、检测试验报告、评定试样等应进行归档保存。5.0.10工程产品施焊前,应根据焊接工艺评定报告编制焊接工艺规程,用于指导焊工施焊和焊后热处理工作。一个焊接工艺规程可依据一个或多个焊接工艺评定报告编制,一个焊接工艺评定报告可用于编制多个焊接工艺规程。焊接工艺规程宜采用本规范附录A中表A规定的格式
6焊接技能评定6.0.1焊接技能评定应由企业焊接技能评定委员会组织和实施。不具备成立焊接技能评定委员会的企业,应委托已具备条件的企业焊接技能评定委员会组织考试。6.0.2企业焊接技能评定委员会应具备下列条件:1焊接技能评定委员会的组成人员中应有焊接工程师、射线检测人员和焊接技师。2企业应具有管理不少于50名焊工的能力。:3应具有相应的焊接设备、场地、试件及试样加工设备、试验及检测手段。4应具有适用于不同焊接方法、不同材料种类的理论知识考试题库,有满足焊接技能评定要求的焊接工艺评定。5应具有健全的考场纪律、监考考评人员守则、保密制度、考试管理、档案管理、应急预案等各项规章制度。6.0.3企业焊接技能评定委员会应负责审查焊工的技能评定资格,编制焊工的技能评定计划,提供焊接工艺规程,监督技能评定,评定考试结果,签发合格证,建立焊工档案,审批焊工免试资格。6.0.4审请参加焊接技能评定的焊工应有初中及以上学历,身体状况能够适应所申请考核作业项目的需要,经安全教育和专业培训:能独立担任焊接工作,并经焊接技能评定委员会批准后参加考试。6.0.5焊接技能评定应包括基本知识考试和操作技能评定两部分,考试内容应与焊工所从事的焊接工作范围相适应。基本知识考试合格后,方可参加操作技能评定6.0.6基本知识考试应包括下列内容:1焊接设备和工具的使用及维护。2金属材料、焊接材料的一般知识与使用规则。.10
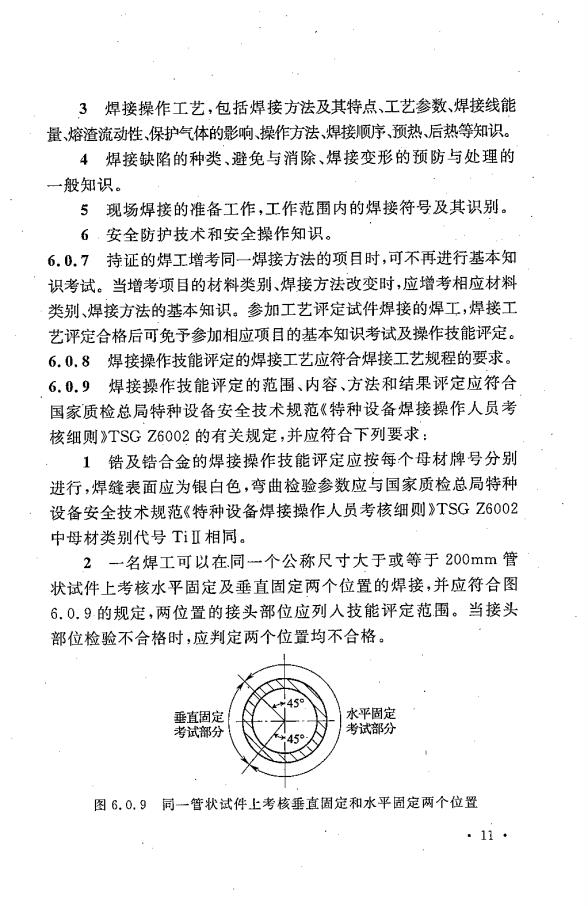
3焊接操作工艺,包括焊接方法及其特点、工艺参数、焊接线能量、熔渣流动性、保护气体的影响、操作方法、焊接顺序、预热、后热等知识。4焊接缺陷的种类、避免与消除、焊接变形的预防与处理的一般知识。5现场焊接的准备工作,工作范围内的焊接符号及其识别。6安全防护技术和安全操作知识。6.0.7持证的焊工增考同一焊接方法的项目时,可不再进行基本知识考试。当增考项目的材料类别、焊接方法改变时,应增考相应材料类别、焊接方法的基本知识。参加工艺评定试件焊接的焊工,焊接工艺评定合格后可免予参加相应项目的基本知识考试及操作技能评定。6.0.8焊接操作技能评定的焊接工艺应符合焊接工艺规程的要求。6.0.9焊接操作技能评定的范围、内容、方法和结果评定应符合国家质检总局特种设备安全技术规范《特种设备焊接操作人员考核细则》TSGZ6002的有关规定,并应符合下列要求:1锆及锆合金的焊接操作技能评定应按每个母材牌号分别进行,焊缝表面应为银白色,弯曲检验参数应与国家质检总局特种设备安全技术规范《特种设备焊接操作人员考核细则》TSGZ6002中母材类别代号TiⅡ相同。2名焊工可以在同个公称尺寸大于或等于200mm管状试件上考核水平固定及垂直固定两个位置的焊接,并应符合图6.0.9的规定,两位置的接头部位应列人技能评定范围。当接头部位检验不合格时,应判定两个位置均不合格。水平固定垂直固定考试部分考试部分图6.0.9同一管状试件上考核垂直固定和水平固定两个位置11