
第9章直流传动控制系统 9.1调速系统的主要性能指标 机电传动控制系统选择调速方案的依据: 生产机械对调速系统提出的调速技术指标 静态指标 调速系统的调速技术指标 动态指标 、 静态技术指标 1.静差度S: 静差度表示出生产机械运行时转速稳定的程度。 速度稳定性指标 S=1o-ne=Ane 。=-n。--静态速降 当负载变化时,生产机械转速的变化要能维持在一定范围之内 要求 度S小于一定数值。 普通设备普通车床龙门刨床冷轧机 热轧机 造纸机 5≤50% S≤30% S≤5% S≤2% 0.2%-0.5% S≤0.1% ■电动机的机械特性愈硬,则静差度愈小,转速的相对稳定性就高, ■任 个调速系统中,如果在最低转速运行时能满足静差度的要求,则在其 转速时必能满足要求
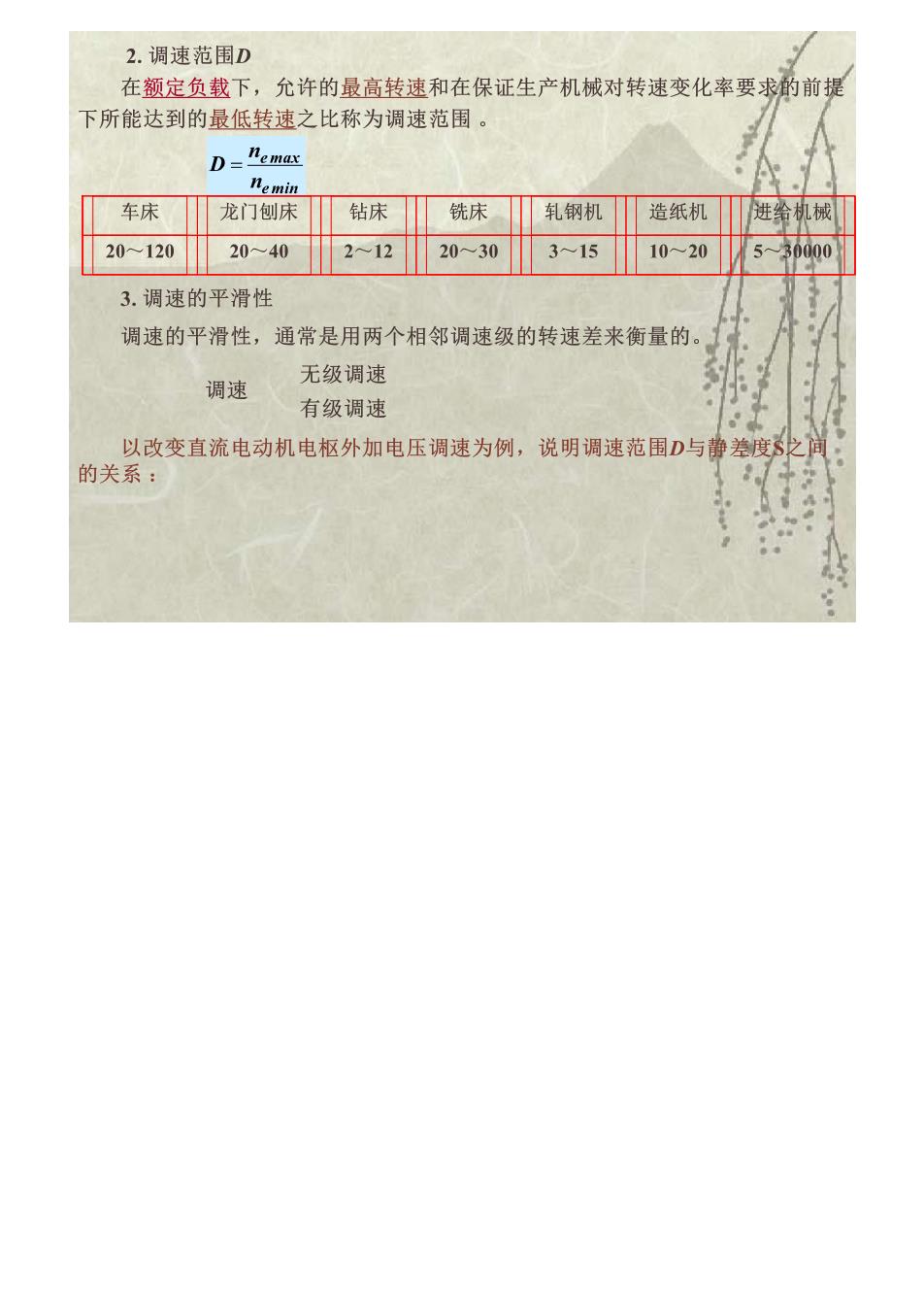
2.调速范围D 在额定负载下,允许的最高转速和在保证生产机械对转速变化率要求的前提 下所能达到的最低转速之比称为调速范围。 D=hemax 几emi 车床龙门刨床 钻床铣床轧钢机造纸机进给机械 2012020~402~12 20~30 3~15 10-20 530000 3.调速的平滑性 调速的平滑性,通常是用两个相邻调速级的转速差来衡量的 无级调速 调速 有级调速 。 以改变直流电动机电枢外加电压调速为例,说明调速范围D与静差度之】 的关系:
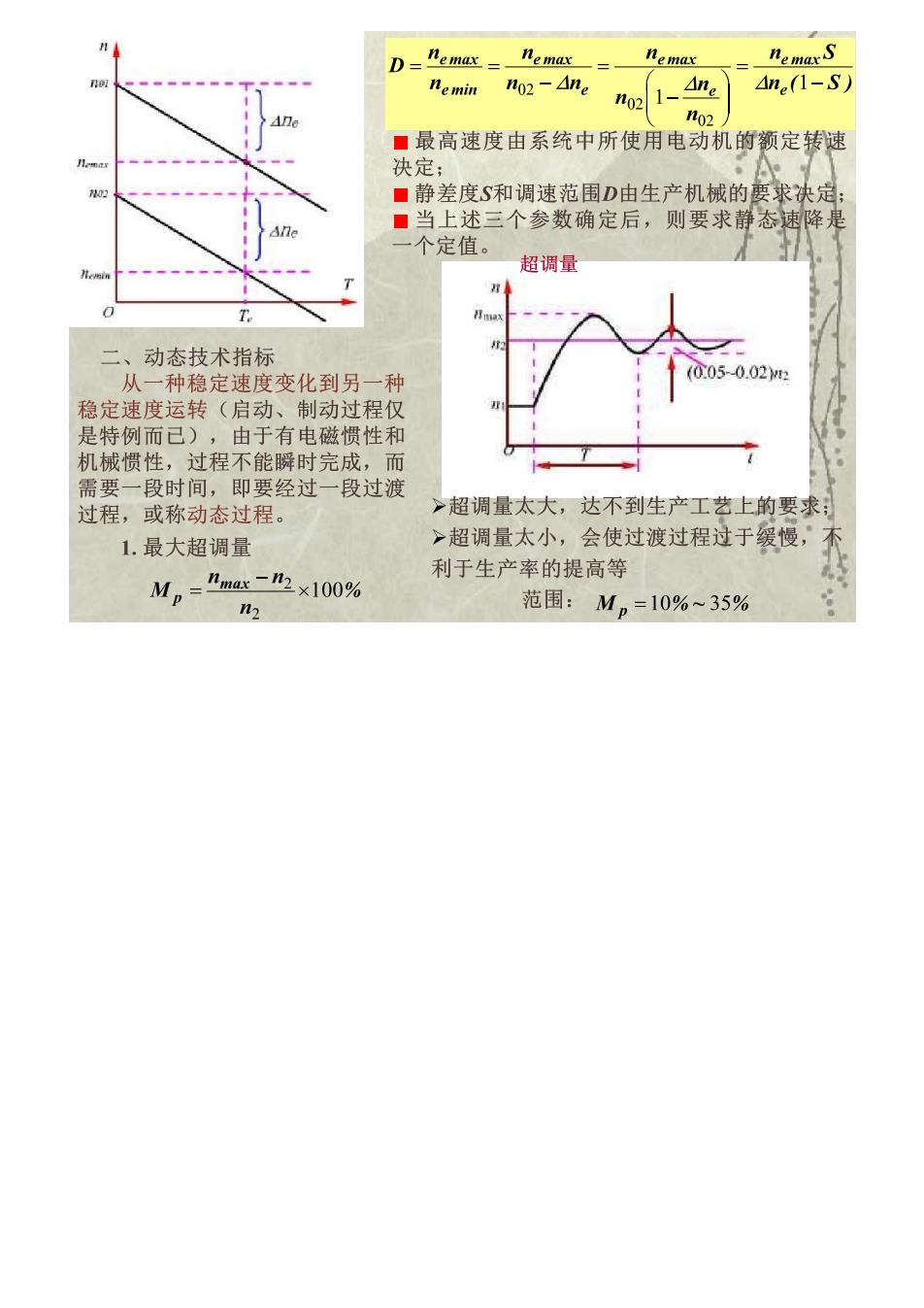
D nemaxS nemin no2-Ane no21-dne) 4n1-S ■最高速度由系统中所使用电动机的额定转速 决定: ■静差度S和调速范围D由生产机械的 ■当上述三个参数确定后,则要求静态速降是 个定值。 超调量 二、动态技术指标 从一种稳定速度变化到另 种 D05-0.02 稳定速度运转(启动、制动过程仅 是特例而已),由于有电磁惯性和 机械惯性,过程不能瞬时完成,而 需要一段时间,即要经过一段过渡 过程,或称动态过程。 >超调量太大,达不到生产工艺上的要求 1.最大超调量 >超调量太小,会使过渡过程过于缓慢 M,=mat-2x100% 利于生产率的提高等 n2 范围:Mn=10%~35%
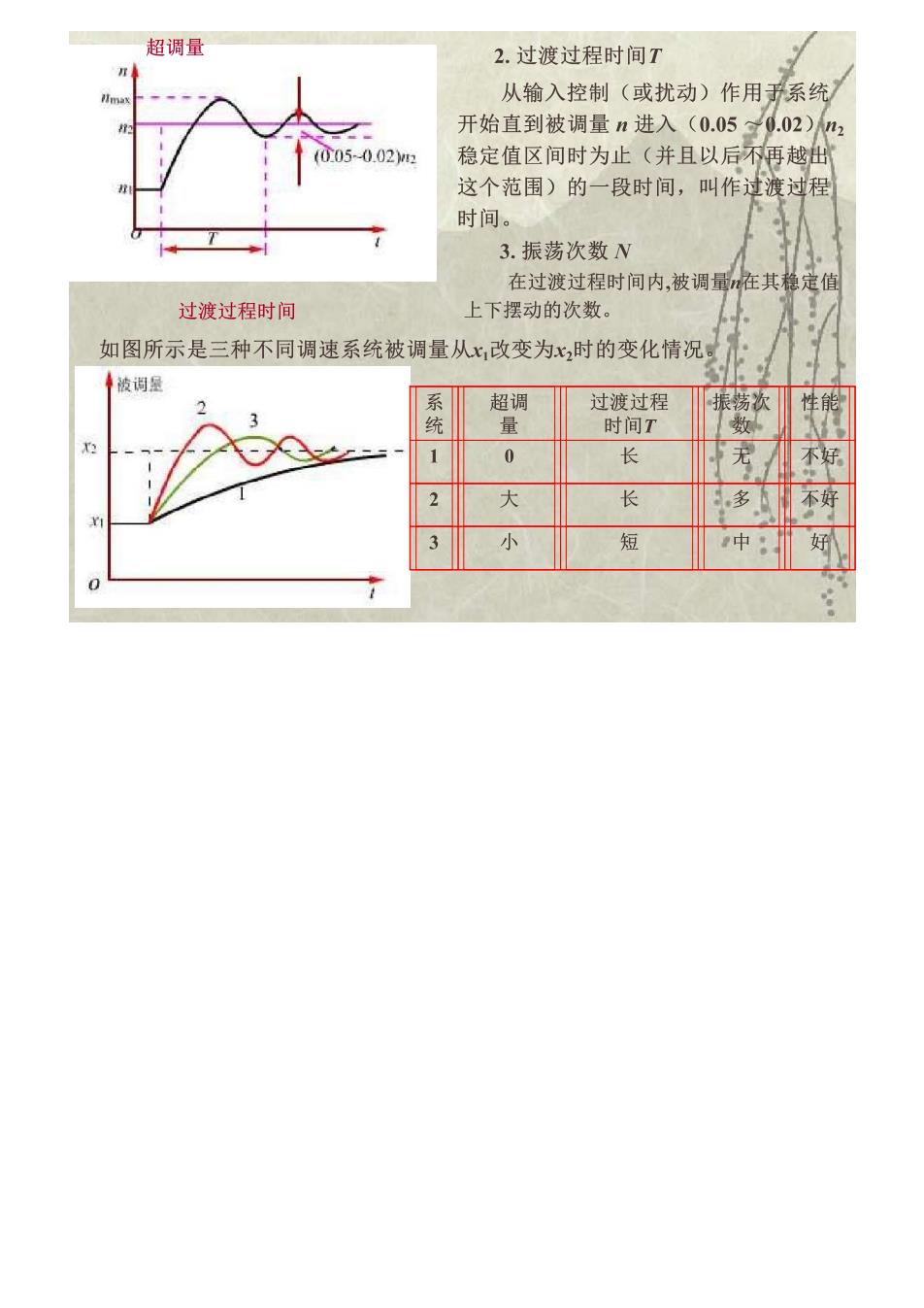
超调量 2.过渡过程时间T 从输入控制(或扰动)作用于系统 开始直到被调量n进入(0.050.02)n (0050.02 稳定值区间时为止(并且以后不再越出 这个范围)的一段时间,叫作过渡过程 时间。 3.振荡次数N 在过渡过程时间内,被调量在其稳定值 过渡过程时间 上下摆动的次数。 如图所示是三种不同调速系统被调量从x,改变为x,时的变化情况 系 超调 过渡过程 振荡次 「性能 量 时间T 1 长 不好 2 大 多 不好
9.2晶闸管一电动机直流传动控制系统 分类: 单闭环直流调速系统 按结构的不同: 双闭环直流调速系统 可逆系统 无静差直流调速系统 按静态误差的不同: 有静差直流调速系统 任务:>调节速度: >扩大调速范围,减小静态误差。 9.2.1单闭环直流调速系统 一、有静差调速系统 单纯由被调量负反馈组成的按比例控制的单闭环系统属有静差的自动调节系 统,简称有静差调速系统: (一)转速负反馈调速系统 1.基本组成