§5.2烧结驱动力 3)晶粒生长极限尺寸 在晶粒正常生长过程中,由于夹杂物对晶界移动的牵制而使晶粒大小不能超过美 尺寸。当晶界上有夹杂物或细气孔时,晶粒正常生长时的极限尺寸由下式决定: D1≈d/f 式中:D1一极限晶粒直径; 界移动的速率衣 d一夹杂物或气孔的平均直径;出年和面您 f—夹杂物或气孔的体积分数。 D1在烧结过程中是随d和f的改变而变化的。在烧结初期,坯体内有许多小面 的气孔,因而f相当大。此时晶粒的起始尺寸Do>D1,此时晶粒不会长大。随着绕 进行,小气孔不断沿晶界聚集或排除,d的数值不断增大,f不断减小,D1也随之增 D1>D0,晶粒开始均匀生长。烧结后期,当烧结达到气孔的体积分数为10%时,晶 停止了,此时D1=l0d。这也是普通烧结中终点密度低于理论密度的原因。为了国上 过分长大,就要使掺杂物或气孔的直径要小而体积分数要大
§5.2 烧结驱动力
§5.3 烧结过程 般烧结过程,总伴随着气孔率的降低,颗粒总表 面积减少,表面自由能减少及与其相联系的晶粒长大 等变化,可根据其变化特点来划分烧结阶段。 烧结初期 烧结中期 烧结后期
一般烧结过程,总伴随着气孔率的降低,颗粒总表 面积减少,表面自由能减少及与其相联系的晶粒长大 等变化,可根据其变化特点来划分烧结阶段。 烧结初期 烧结中期 烧结后期 §5.3 烧结过程
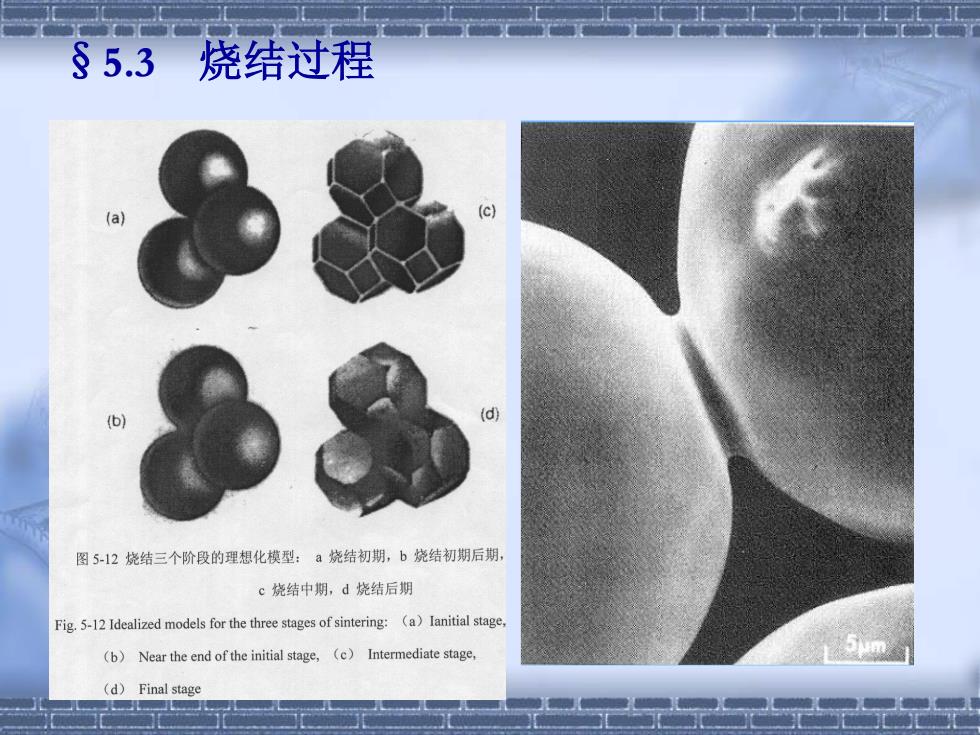
§5.3 烧结过程 a 图5-12烧结三个阶段的理想化模型:a烧结初期,b烧结初期后期, c烧结中期,d烧结后期 Fig.5-12 Idealized models for the three stages of sintering:(a)Ianitial stage, (b)Near the end of the initial stage,(c)Intermediate stage (d)Final stage
(a) §5.3 烧结过程
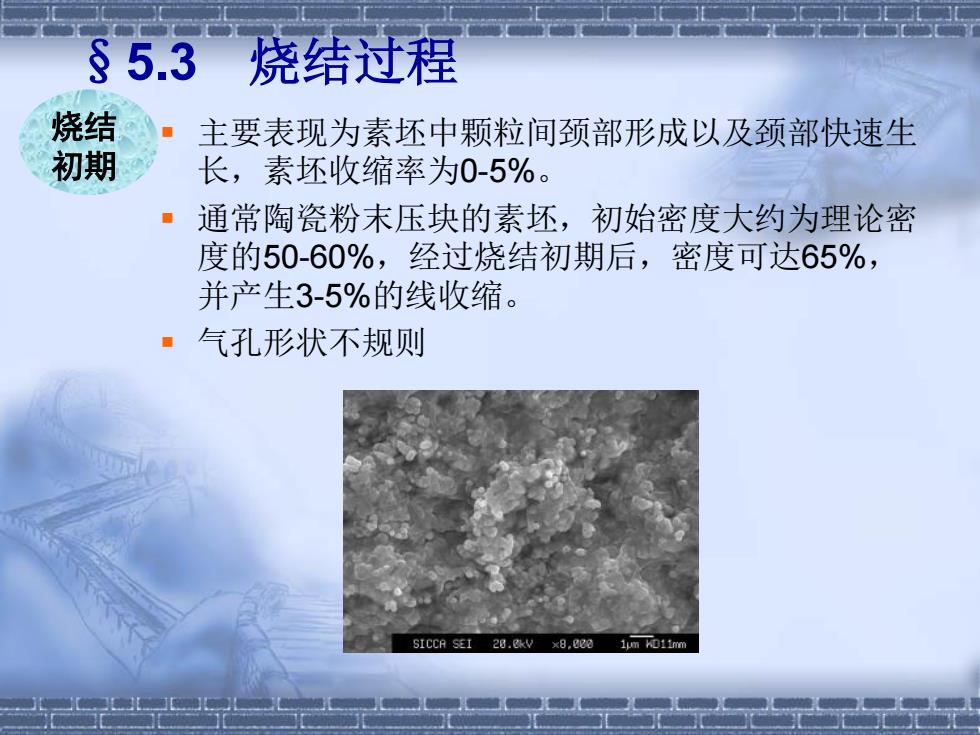
§5.3 烧结过程 烧结。 主要表现为素坯中颗粒间颈部形成以及颈部快速生 初期 长,素坯收缩率为0-5%。 ·通常陶瓷粉末压块的素坯,初始密度大约为理论密 度的50-60%,经过烧结初期后,密度可达65%, 并产生3-5%的线收缩。 ·气孔形状不规则 s1C0128.kVx8,8 1m011m
主要表现为素坯中颗粒间颈部形成以及颈部快速生 长,素坯收缩率为0-5%。 通常陶瓷粉末压块的素坯,初始密度大约为理论密 度的50-60%,经过烧结初期后,密度可达65%, 并产生3-5%的线收缩。 气孔形状不规则 烧结 初期 §5.3 烧结过程
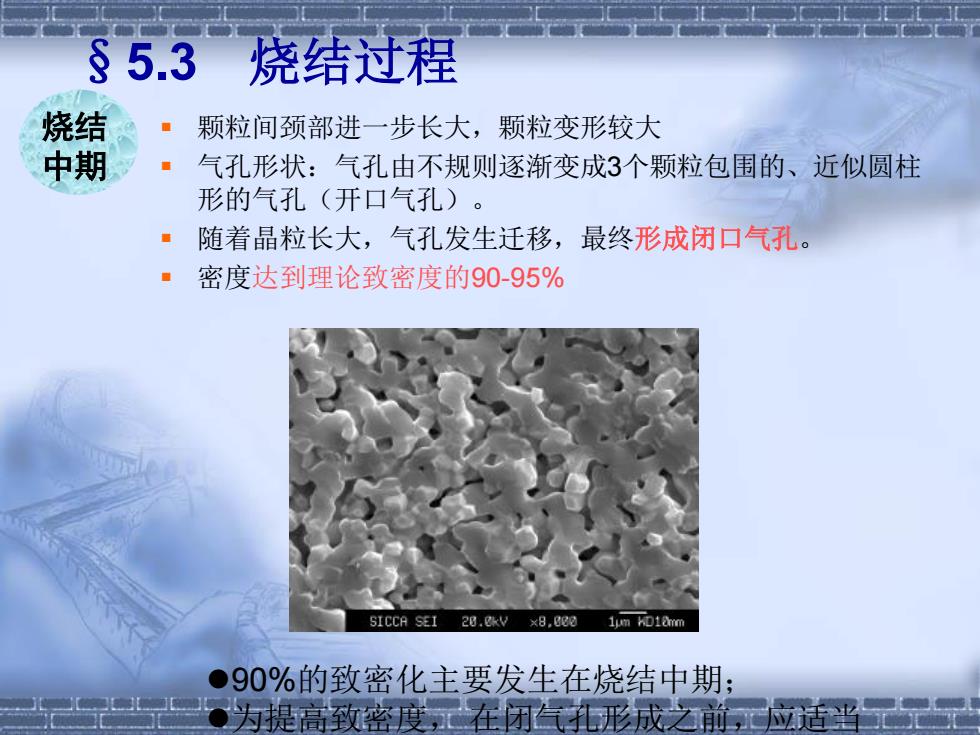
§5.3 烧结过程 烧结 颗粒间颈部进一步长大,颗粒变形较大 中期 ·气孔形状:气孔由不规则逐渐变成3个颗粒包围的、近似圆柱 形的气孔(开口气孔)。 随着晶粒长大,气孔发生迁移,最终形成闭口气孔。 ·密度达到理论致密度的90-95% S1ccAs128.0kW×8.8881mo10m ●90%的致密化主要发生在烧结中期: ○为提高致密度,在闭气孔形成之前,应适当元气
颗粒间颈部进一步长大,颗粒变形较大 气孔形状:气孔由不规则逐渐变成3个颗粒包围的、近似圆柱 形的气孔(开口气孔)。 随着晶粒长大,气孔发生迁移,最终形成闭口气孔。 密度达到理论致密度的90-95% 烧结 中期 §5.3 烧结过程 90%的致密化主要发生在烧结中期; 为提高致密度, 在闭气孔形成之前,应适当 保温