4.1概述 2.响应要快 加工过程中,进给伺服驱动系统↑F 跟踪指令信号的速度要快,过渡时 间要短,且无超调,这样跟随误差 才小。否则对机械部件不利,有害 于加工质量。 过渡过程一般应在几十毫秒以内。 6
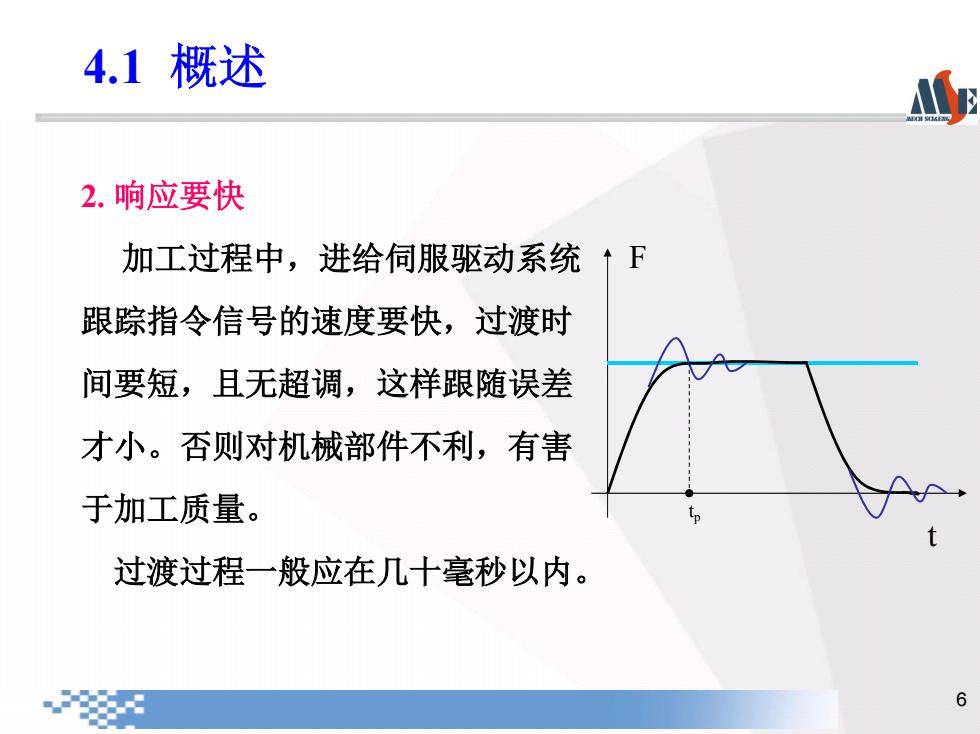
6 2. 响应要快 加工过程中,进给伺服驱动系统 跟踪指令信号的速度要快,过渡时 间要短,且无超调,这样跟随误差 才小。否则对机械部件不利,有害 于加工质量。 过渡过程一般应在几十毫秒以内。 t F tp 4.1 概述
4.1概述 3.调速范围要宽 调速范围是指电机在额定负载时所能提供的最高转速 和最低转速之比。 为保证在任何切削条件下都能获得最佳的切削速度, 要求进给伺服驱动系统必须提供较大的调速范围,一般 调速范围应达到1:2000。现有的高性能进给伺服系统已 具备无级调速,且调速范围在1:10000以上。 速度稳定性:指输出速度的波动要少,尤其是在低速 时的平稳性显得特别重要。 7
7 3. 调速范围要宽 调速范围是指电机在额定负载时所能提供的最高转速 和最低转速之比。 为保证在任何切削条件下都能获得最佳的切削速度, 要求进给伺服驱动系统必须提供较大的调速范围,一般 调速范围应达到1︰2000。现有的高性能进给伺服系统已 具备无级调速,且调速范围在1︰10000以上。 速度稳定性:指输出速度的波动要少,尤其是在低速 时的平稳性显得特别重要。 4.1 概述