
◆定义:数控机床的伺服系统是指以数控机床移 动部件(如工作台)的位置和速度作为控制量的 自动控制系统,也就是位置随动系统。 ◆作用:是接受来自数控装置中插补器或计算机插 补软件生成的进给脉冲,经变换、放大将其转化为 数控机床移动部件的位移,并保证动作的快速和准 确。 ◆组成:伺服电路、伺服驱动装置、机械传动部 件、末端执行件
◆定义:数控机床的伺服系统是指以数控机床移 动部件(如工作台)的位置和速度作为控制量的 自动控制系统,也就是位置随动系统。 ◆作用:是接受来自数控装置中插补器或计算机插 补软件生成的进给脉冲,经变换、放大将其转化为 数控机床移动部件的位移,并保证动作的快速和准 确。 ◆组成:伺服电路、伺服驱动装置、机械传动部 件、末端执行件
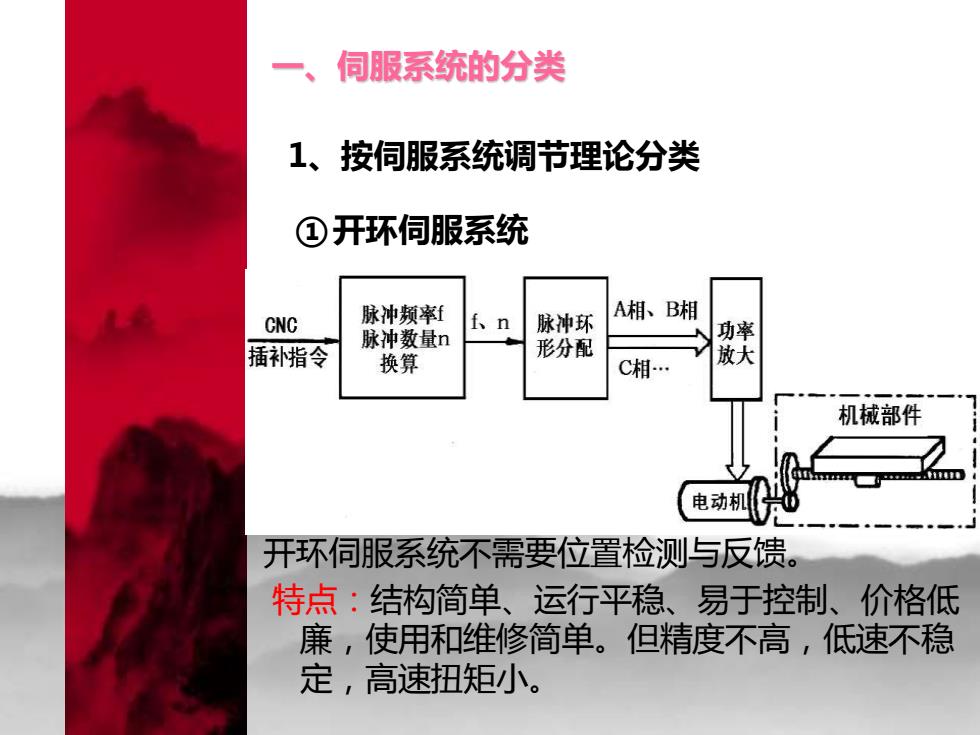
伺服系统的分类 1、按伺服系统调节理论分类 ①开环伺服系统 脉冲频率f f、n 脉神环 A相、B相 GNC 脉冲数量n 功率 插补指令 换算 形分配 C相. 放大 机械部件 电动机 开环伺服系统不需要位置检测与反馈。 特点:结构简单、运行平稳、易于控制、价格低 廉,使用和维修简单。但精度不高,低速不稳 定,高速扭矩小
一、伺服系统的分类 1、按伺服系统调节理论分类 ①开环伺服系统 开环伺服系统不需要位置检测与反馈。 特点:结构简单、运行平稳、易于控制、价格低 廉,使用和维修简单。但精度不高,低速不稳 定,高速扭矩小
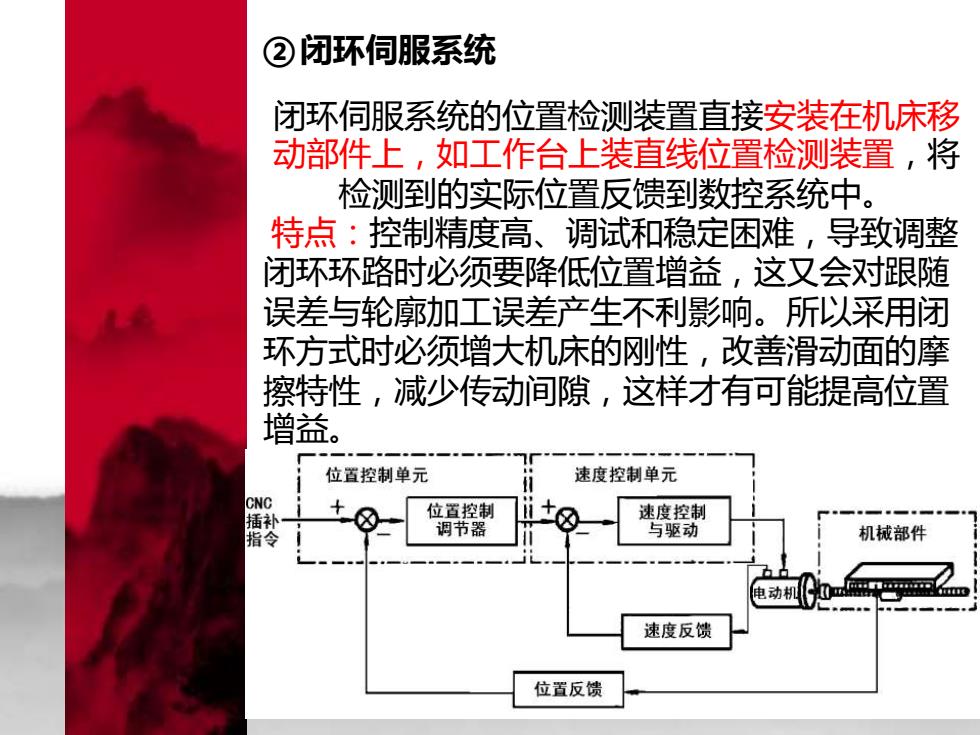
②闭环伺服系统 闭环伺服系统的位置检测装置直接安装在机床移 动部件上,如工作台上装直线位置检测装置,将 检测到的实际位置反馈到数控系统中。 特点:控制精度高、调试和稳定困难,导致调整 闭环环路时必须要降低位置增益,这又会对跟随 误差与轮廓加工误差产生不利影响。所以采用闭 环方式时必须增大机床的刚性,改善滑动面的摩 擦特性,减少传动间隙,这样才有可能提高位置 增益。 位置控制单元 速度控制单元 CNC 位置控制 速度控制 调节器 与驱动 机械部件 电动机 速度反馈 位置反馈
②闭环伺服系统 闭环伺服系统的位置检测装置直接安装在机床移 动部件上,如工作台上装直线位置检测装置,将 检测到的实际位置反馈到数控系统中。 特点:控制精度高、调试和稳定困难,导致调整 闭环环路时必须要降低位置增益,这又会对跟随 误差与轮廓加工误差产生不利影响。所以采用闭 环方式时必须增大机床的刚性,改善滑动面的摩 擦特性,减少传动间隙,这样才有可能提高位置 增益
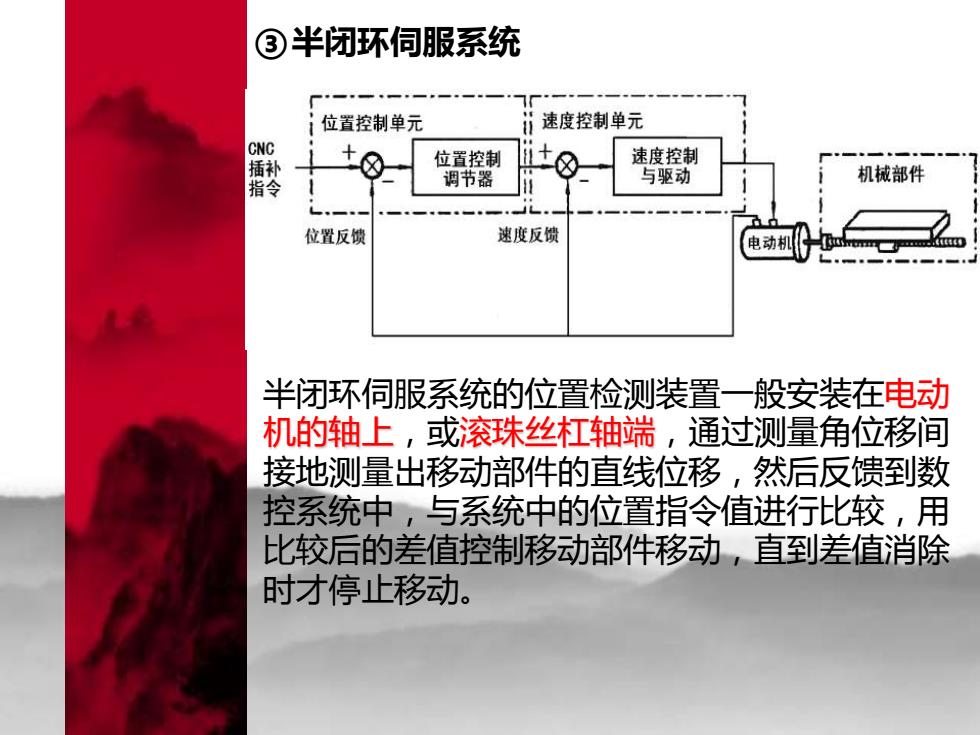
③半闭环伺服系统 位置控制单元 速度控制单元 CNC 插补 位置控制 速度控制 调节器 与驱动 机械部件 L 位置反馈 速度反馈 电动机 半闭环伺服系统的位置检测装置一般安装在电动 机的轴上,或滚珠丝杠轴端,通过测量角位移间 接地测量出移动部件的直线位移,然后反馈到数 控系统中,与系统中的位置指令值进行比较,用 比较后的差值控制移动部件移动,直到差值消除 时才停止移动
③半闭环伺服系统 半闭环伺服系统的位置检测装置一般安装在电动 机的轴上,或滚珠丝杠轴端,通过测量角位移间 接地测量出移动部件的直线位移,然后反馈到数 控系统中,与系统中的位置指令值进行比较,用 比较后的差值控制移动部件移动,直到差值消除 时才停止移动
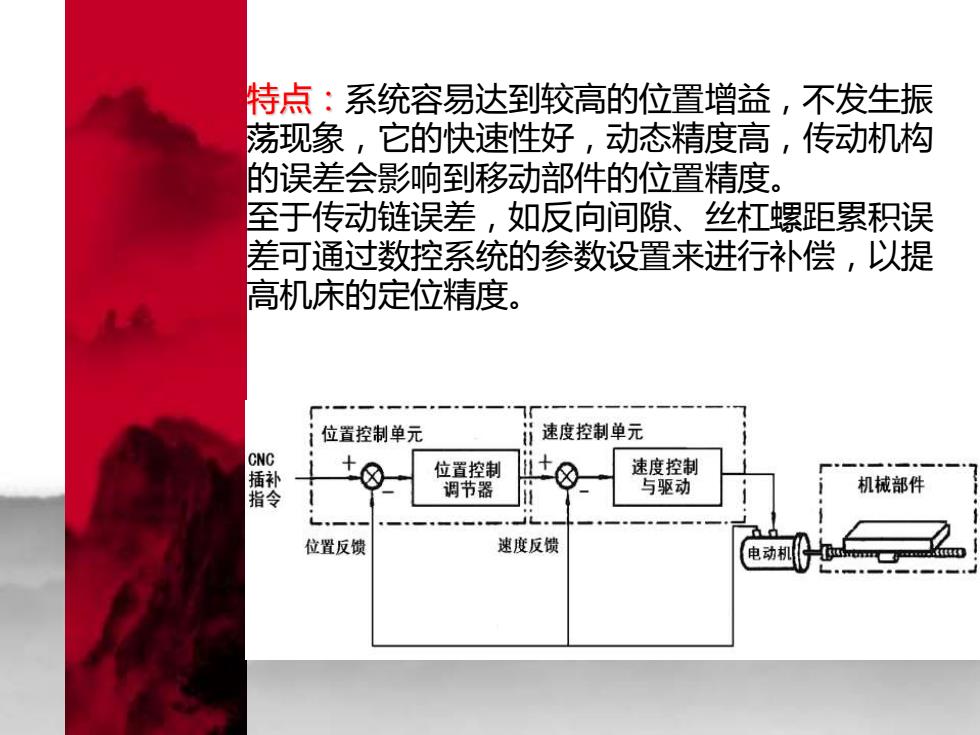
特点:系统容易达到较高的位置增益,不发生振 荡现象,它的快速性好,动态精度高,传动机构 的误差会影响到移动部件的位置精度。 至于传动链误差,如反向间隙、丝杠螺距累积误 差可通过数控系统的参数设置来进行补偿,以提 高机床的定位精度。 位置控制单元 速度控制单元 CNC 速度控制 位置控制 调节器 与驱动 机械部件 位置反馈 速度反馈 电动机
特点:系统容易达到较高的位置增益,不发生振 荡现象,它的快速性好,动态精度高,传动机构 的误差会影响到移动部件的位置精度。 至于传动链误差,如反向间隙、丝杠螺距累积误 差可通过数控系统的参数设置来进行补偿,以提 高机床的定位精度