
2 、辊印成型原理
2 、辊印成型原理
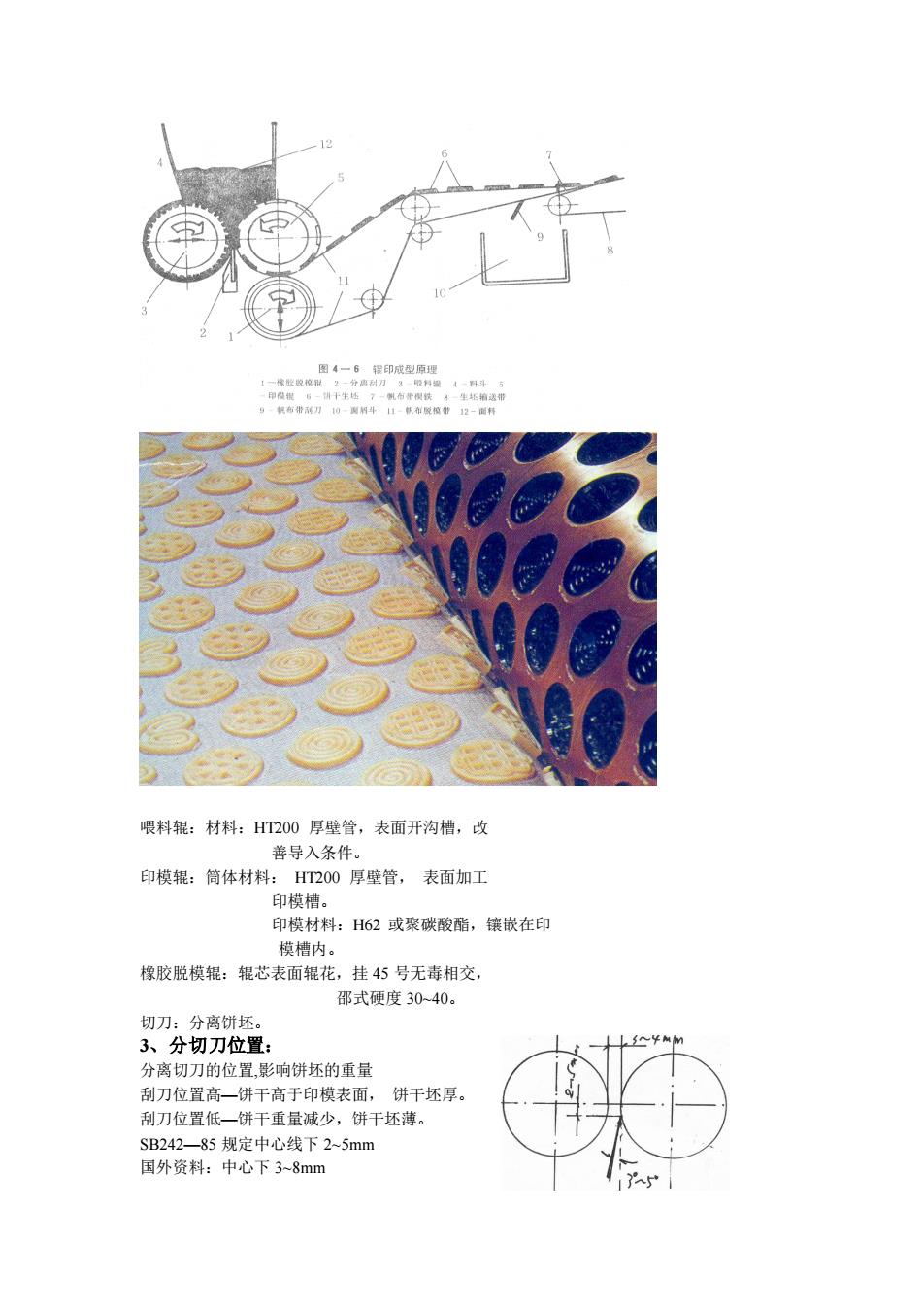
喂料辊:材料:HT200 厚壁管,表面开沟槽,改 善导入条件。 印模辊:筒体材料: HT200 厚壁管, 表面加工 印模槽。 印模材料:H62 或聚碳酸酯,镶嵌在印 模槽内。 橡胶脱模辊:辊芯表面辊花,挂 45 号无毒相交, 邵式硬度 30~40。 切刀:分离饼坯。 3、分切刀位置: 分离切刀的位置,影响饼坯的重量 刮刀位置高—饼干高于印模表面, 饼干坯厚。 刮刀位置低—饼干重量减少,饼干坯薄。 SB242—85 规定中心线下 2~5mm 国外资料:中心下 3~8mm
喂料辊:材料:HT200 厚壁管,表面开沟槽,改 善导入条件。 印模辊:筒体材料: HT200 厚壁管, 表面加工 印模槽。 印模材料:H62 或聚碳酸酯,镶嵌在印 模槽内。 橡胶脱模辊:辊芯表面辊花,挂 45 号无毒相交, 邵式硬度 30~40。 切刀:分离饼坯。 3、分切刀位置: 分离切刀的位置,影响饼坯的重量 刮刀位置高—饼干高于印模表面, 饼干坯厚。 刮刀位置低—饼干重量减少,饼干坯薄。 SB242—85 规定中心线下 2~5mm 国外资料:中心下 3~8mm