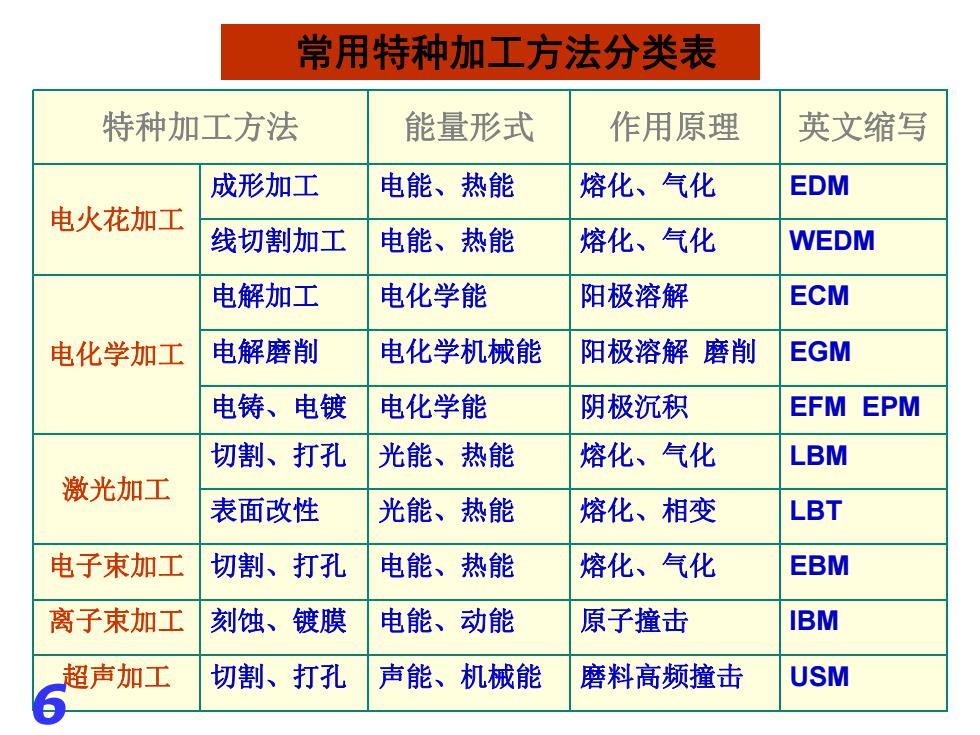
常用特种加工方法分类表 特种加工方法 能量形式 作用原理 英文缩写 成形加工 电能、热能 熔化、气化 EDM 电火花加工 线切割加工 电能、热能 熔化、气化 WEDM 电解加工 电化学能 阳极溶解 ECM 电化学加工 电解磨削 电化学机械能 阳极溶解磨削 EGM 电铸、电镀 电化学能 阴极沉积 EFM EPM 切割、打孔 光能、热能 熔化、气化 LBM 激光加工 表面改性 光能、热能 熔化、相变 LBT 电子束加工 切割、打孔 电能、热能 熔化、气化 EBM 离子束加工 刻蚀、镀膜 电能、动能 原子撞击 IBM 超声加工 切割、打孔 声能、机械能 磨料高频撞击 USM
特种加工方法 能量形式 作用原理 英文缩写 电火花加工 成形加工 电能、热能 熔化、气化 EDM 线切割加工 电能、热能 熔化、气化 WEDM 电化学加工 电解加工 电化学能 阳极溶解 ECM 电解磨削 电化学机械能 阳极溶解 磨削 EGM 电铸、电镀 电化学能 阴极沉积 EFM EPM 激光加工 切割、打孔 光能、热能 熔化、气化 LBM 表面改性 光能、热能 熔化、相变 LBT 电子束加工 切割、打孔 电能、热能 熔化、气化 EBM 离子束加工 刻蚀、镀膜 电能、动能 原子撞击 IBM 超声加工 切割、打孔 声能、机械能 磨料高频撞击 USM 常用特种加工方法分类表 6

6. 特种加工影像(点击播放) 7
特种加工影像(点击播放) 7
电火花加工 一、加工原理 两极之间 火花放电 电腐蚀 去除材料 创造条件: 1.工具与工件之间保持适当间隙 自动进给调节系统 2.火花放电必须是脉冲性放电 采用脉冲电源 3.在有一定绝缘性能的介质中放电 液体绝缘介质
一 、加工原理 1.工具与工件之间保持适当间隙 自动进给调节系统 2.火花放电必须是脉冲性放电 采用脉冲电源 3.在有一定绝缘性能的介质中放电 液体绝缘介质 两极之间 火花放电 电腐蚀 去除材料 创造条件: 一 、 电火花加工 8
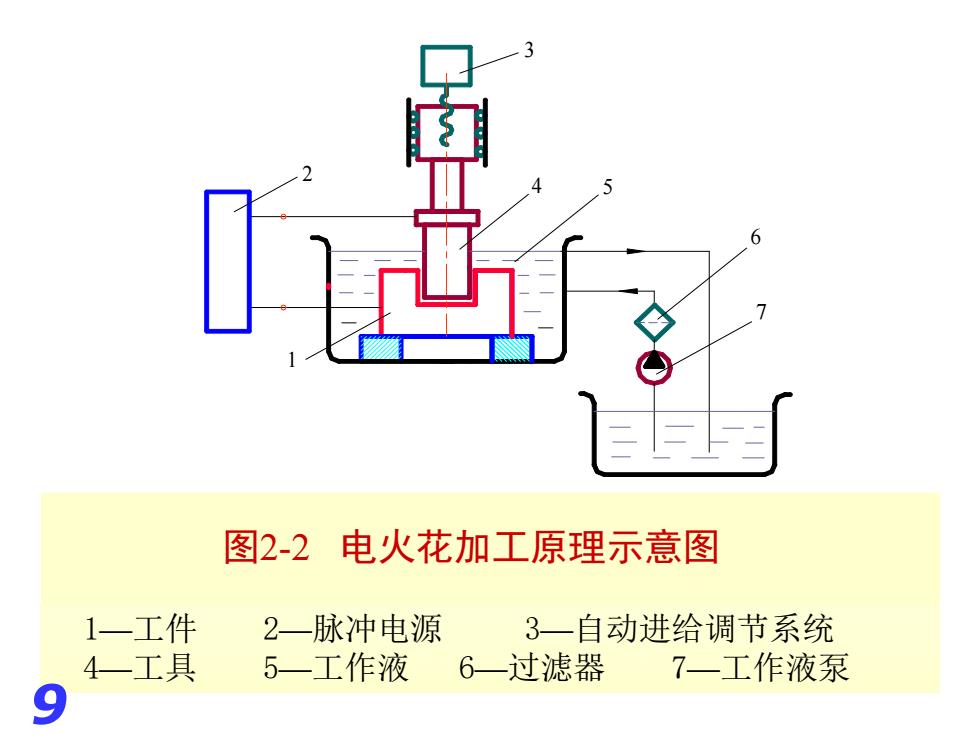
图2-2电火花加工原理示意图 1一工件 2一脉冲电源 3一自动进给调节系统 4一工具 5一工作液 6一过滤器 7一工作液泵
1—工件 2—脉冲电源 3—自动进给调节系统 4—工具 5—工作液 6—过滤器 7—工作液泵 图2-2 电火花加工原理示意图 3 2 1 4 5 6 7 9
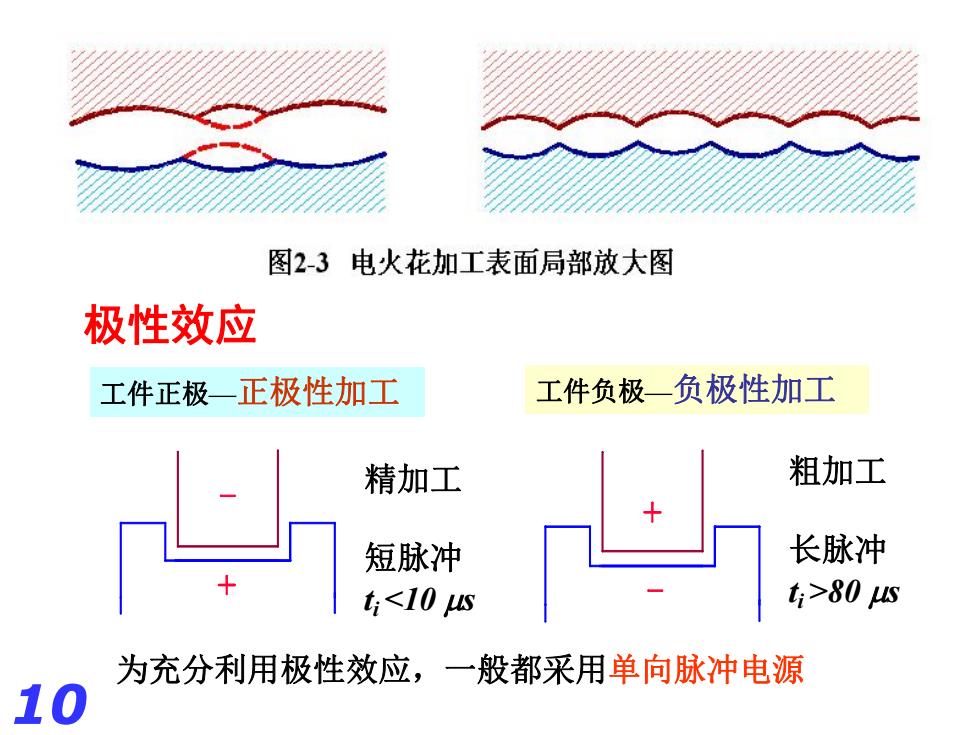
图2-3电火花加工表面局部放大图 极性效应 工件正极一正极性加工 工件负极一负极性加工 精加工 粗加工 短脉冲 长脉冲 t<10s t>80S 为充分利用极性效应,一般都采用单向脉冲电源 10
极性效应 工件正极—正极性加工 工件负极—负极性加工 精加工 短脉冲 ti <10 s 粗加工 长脉冲 ti >80 s 为充分利用极性效应,一般都采用单向脉冲电源 10