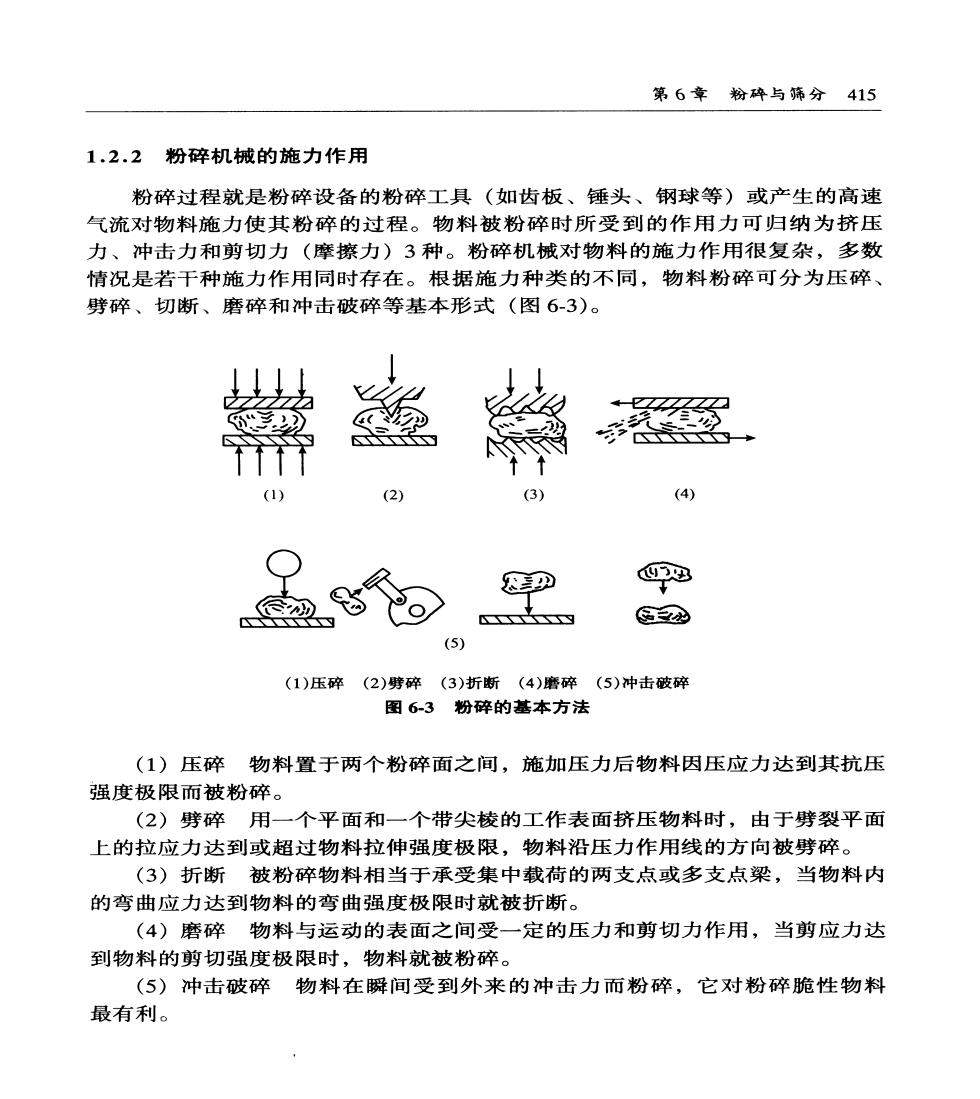
第6章粉碎与筛分415 1.2.2粉碎机械的施力作用 粉碎过程就是粉碎设备的粉碎工具(如齿板、锤头、钢球等)或产生的高速 气流对物料施力使其粉碎的过程。物料被粉碎时所受到的作用力可归纳为挤压 力、冲击力和剪切力(摩擦力)3种。粉碎机械对物料的施力作用很复杂,多数 情况是若干种施力作用同时存在。根据施力种类的不同,物料粉碎可分为压碎 劈碎、切断、磨碎和冲击破碎等基本形式(图6-3)。 d (1) (2) (3 (4) B 2 (5) (1)压碎(2)劈碎(3)折断(4)磨碎(5)冲击破碎 图6-3粉碎的基本方法 (1)压碎物料置于两个粉碎面之间,施加压力后物料因压应力达到其抗压 强度极限而被粉碎。 (2)劈碎用一个平面和一个带尖棱的工作表面挤压物料时,由于劈裂平面 上的拉应力达到或超过物料拉伸强度极限,物料沿压力作用线的方向被劈碎。 (3)折断被粉碎物料相当于承受集中载荷的两支点或多支点梁,当物料内 的弯曲应力达到物料的弯曲强度极限时就被折断。 (4)磨碎物料与运动的表面之间受一定的压力和剪切力作用,当剪应力达 到物料的剪切强度极限时,物料就被粉碎。 (5)冲击破碎物料在瞬间受到外来的冲击力而粉碎,它对粉碎脆性物料 最有利
416食品工程原理 1.2.3物料的力学性质 由粉碎过程的力学原理可知,结构不同的物料在力学性质上存在差异,理论 上的破碎强度Pmx不同,粉碎时的阻力也不同。因而,欲达到相同的粉碎度, 就要根据物料的应变与应力关系以及极限应力的不同,选择适当的粉碎方式与粉 碎设备。物料的力学性质包括以下4个方面: (1)硬度它是根据物料弹性模量大小来划分的性质,有硬软之分。硬度越 高表明物料抵抗弹性变形的能力越大。物料的硬度是确定粉碎作业程序、选择设 备类型和尺寸的主要依据。 (2)强度它是根据物料弹性极限应力的大上来划分的性质,有强与弱之 分,强的材料抵抗塑变的能力越大。 (3)脆度它是根据物料塑变区域长短来划分的性质,有脆性与塑性之分。 (4)韧性 它是一种抵抗物料裂缝扩展能力的特性,韧性越大,则裂缝末端 的应力集中就越容易得到缓解。 对任何一种物料,上述4种力学性质相互关联。一般来说,硬度高、脆性 小、韧性大的物料,其强度和粉碎时的阻力往往也较大。选择粉碎方法时,须以 物料的力学性质与所要达到的粉碎度为依据,对于特别坚硬的物料用挤压和冲击 很有效,对于韧性物料用研磨和剪切较好,而对于脆性物料则以劈裂、冲击为宜。 1.2.4粉碎能耗假说 粉碎物料时,粉碎工具对物料颗粒施力,当作用力超过颗粒之间的结合力 时,颗粒被粉碎。外力做的功称为粉碎能耗。外力做的功主要消耗于以下6个方 面:①粉碎机械传动中的能耗;②颗粒在粉碎发生之前的变形能;③粉碎产品新 增表面积的表面能;④颗粒表面结构发生变化所消耗的能量;如位错、产生表面 活性点、表面形成无定形层或氧化物层;⑤晶体结构发生变化所消耗的能;⑥研 磨介质之间的摩擦、振动及其他能耗。 研究工作者曾经对球磨机的能耗进行了测定分析,发现输人的能量的大部分 以热的形式散发(表6-1)。 表6-1球磨机粉碎能耗的分析 能耗类别 功率kW 占能耗的比例/% 轴承、齿轮等机械传动的能耗 > 12.3 单位时间内粉碎产品带走的热 222 47.6
第6章粉碎与筛分417 续表 能耗类别 功率kW 占能耗的比例/% 单位时间内简体辐射的热 30 6.4 单位时间内气流带走的热 144 31.0 单位时间内新生表面的表面能 3 0.6 其他能耗: 磨矿介质的摩擦 5 磨矿介质温升散热 2 2.1 振动、水分蒸发及其他 3 总 计 466 100 由于粉碎过程比较复杂,受影响的因素较多,直到现在,人们尚未彻底认识 粉碎机理,也无法对给定的物料减小粒度所需要的能量做出精确的定量计算。然 而,经过近百年的研究,关于粉碎能耗与给料和产品粒度之间的关系,已经提出 多种假说,其中比较著名的有表面积假说、体积假说和裂缝假说3种,它们在一 定程度上反映了粉碎过程的各种变化,具有一定的概括性和指导意义。 1.2.4.1表面积假说 该假说是由P R Von Rittinger提出的。鉴于物质表面层分子与内部分子的性 质的差异,欲将固体内部的分子移到表面层(或者说欲增大表面积)时,就必须 克服相内分子之间的相互作用力而消耗能量。粉碎的过程,就是增大表面积的过 程,而且对于一定量的物质来说,粉碎度越高,表面积的增量越大,所要消耗的 能量就越多。Rittinger提出的所谓“表面积假说”,表达的就是粉碎能耗与粉碎 后物料的新生表面积成正比的关系或粉碎单位质量物料的能耗与新生的比表面积 成正比。具体地,将调和平均粒度为五1的物料粉碎成调和平均粒度为五2的颗粒, 所消耗的能量为: E=K△S=K,(S2-S1)=K1(}- 1) (6-3) 式中:E为粉碎能耗;△S为物料经粉碎后表面积的增量;K1、K(=K,名)为比例 常数;p为物料的密度
418食品工程原理 Rittinger假说认为粉碎能耗同物料在磨碎时的表面积增量成正比关系,这并 不意味着粉碎能耗等于粉碎产品新生面积的表面能。实际上,在全部粉碎能耗 中,新生面积的表面能仅占有很小的比例,而物料粉碎时消耗的表面能、变形 能、摩擦损失能耗、颗粒表面结构及内部结构变化所消耗的能量以及噪声、热能 等的总和也是与粉碎后表面积的增加成正比关系的。 1.2.4.2体积假说 体积假说由基克和俄国的KupJnyeB首先提出。该假说认为,物料粉碎所消 耗的能量与颗粒的体积成正比;粉碎后颗粒的粒度也与过程的能耗成正比例减 小。按体积假说可推导得粉碎能耗与给料及破碎产品粒度之间的关系为: E-Ke爱 (6-4) 式中:E为粉碎能耗;K1为比例系数;1,d2为粉碎前后的颗粒粒度(几何平均粒 度)。 实践证明,表面积假说和体积假说分别适用于不同的粉碎过程。表面积假说 对于磨碎(粉碎产品的粒度在0.01~1mm之间)的能耗的计算是较为适用的。 体积假说适用于粉碎产品粒度大于10mm(粗碎和中碎)的过程。这是因为, 对于不同类型的粉碎而言,物料性质的变化规律是不一样的。对于粗碎和中碎来 说,粉碎产品的粒度较大,颗粒的表面积增加不显著,因而表面能和表面及颗粒 内部结构变化等消耗的能量相对较小,局部破碎作用也是次要的,而消耗于物料 的变形和粉碎机械传动机构的摩擦等能耗都与颗粒体积成正比,所以用体积假说 来计算破碎能耗较合适。 1.2.4.3裂缝假说 如上所述,表面积假说适用于微粉碎和超微粉碎,体积假说适合于粗中粉 碎,而介于两者之间的粉碎产物粒度在1一100mm范围内的,按两种假说计算 的误差都较大。为此,F C Bond从实验出发提出了下列计算的公式 E=10w,(/a20aio】 (6-5)》 式中:E为粉碎1kg物料的能耗;W,为功指数;√d2(8o)√d1(o)分别为粉碎产品

第6章粉碎与筛分419 和给料相当于细粒累计含量为80%的粒度,为m。 F C Bond在提出此式时,还闸明以下几点: ①粉碎发生之前,外力对颗粒所做的变形功聚集在颗粒内部的裂纹附近,产 生应力集中,使裂纹扩展形成裂缝,而当裂缝发展到一定程度时颗粒即破碎。因此, 粉碎能耗与裂缝长度成正比。颗粒的裂缝长度既与颗粒体积有关,也与颗粒面积有 关。粉碎能耗E可假设正比于d2.5,即 Ec√V·Ac√d3·d2ocd2.5 ②功指数W;可看做是从粒度无限大(d1(0)→∞)粉碎至粒度为100m时每 单位质量料物所消耗的能量: E=10w(0点)=w (6-6) 功指数W:在一定程度上反映了物料粉碎的难易程度(称为可碎性或可磨 性)。 ③对于同一物料,功指数W:只适用于一定的粒度范围。这是因为随着物料 粒度的减小,颗粒内部的缺陷和裂纹的数目将减小,物粒呈现更高的强高,粉碎 更为困难。此外,当粒度减小时,从沿着物料的晶体或质点的界面发生破碎,转 变为从晶体或质点内部发生破碎,粉碎阻力将增加,W:值也相应增大。 ④对于单位质量的物料,从假想粒度为无限大破碎至粒度为d的能耗为 10W/√d0,破碎至粒度为D0的能耗为10W:/√D。两者之差为单位质量物 料从粒度为D8粉碎至粒度为do所需的功,如式(6-6)所示。 1.2.4.4粉碎能耗的统一公式 从上述几种能耗假说可知,粉碎过程的能耗总是与粉碎前后颗粒的粒度密切 相关的。1957年,R I Charles提出:物料颗粒粒度d发生微小变化时所需的能 量是粒度的函数,其数学表达式为 dE =-k d(d) (6-7) dn 式中:dE为颗粒粒度减小(d)时的粉碎能耗;K为比例常数;n为效率系数; “_”为能耗是与粒度增量的方向相反的。 将式(6-7)积分,得: