21st 第6章 食品系列数材 粉碎与筛分 本章的学习目的与要求 通过对本章内容学习,学生能够熟悉各种粉碎方法与粉碎 原理,从而可以根据不同的食品材料选择合理的粉碎方法。要 求学生掌握粒度分布和粒度的测定方法;掌握各种粉碎机理和 各种粉碎方法所适用的对象;能估算粉碎能耗和其它生产参 数;掌握筛分机理和方法;了解超微粉碎原理与设备。 0●
第6章粉碎与筛分411 现代工程技术的发展,要求许多以粉末状态存在的固体物料具有级细的颗 粒,严格的粒度分布,规整的颗粒外形和极低的污染程度。为满足这些要求,便 产生了粉碎、超微粉碎的加工技术。在食品工业中,需要将固体颗粒粉碎与筛分 的情况很多。例如,为迎合食品消费的需要,必须将豆粉、面粉、奶粉、藕粉、 咖啡等加工成粉末态产品;在巧克力、冰激凌以及许多功能性食品的生产过程 中,需将各种配料粉碎成足够细小的颗粒才能保证物料的均匀分布和终产品的品 质;在干燥、浸出等操作之前,常先将大块的物料粉碎成小块物料以增大其比表 面积,即利用粉碎操作来增大物料的传热和传质面积,使后序处理能顺利而快速 地进行。凡此种种,都要采用适当的粉碎及分离的方法与设备,并消耗一定的能 量和物料。显然,为实现上述粉碎的目的,必须根据原料性质、成品质量要求 生产规模以及投资、环保等多种因素而选用适当的方法与设备 本章主要讨论固体粉碎操作的方法与原理以及固体颗粒混合物的一种分离方 法 一筛分。 1 粉碎理论 1.1有关粉碎的基本概念 “粉碎”是固体物料尺寸由大变小的过程的总称,是利用机械力来克服固体 物料内部凝聚力使之破碎成符合要求的小颗粒的单元操作,它包括“破碎”和 “粉磨”。“破碎”指由大料块变成小料块的过程,包括粗碎和中碎;粉磨则是指 由小料块变成细粉体的过程,也称做磨碎或研磨,包括微粉碎和超微粉碎。但在 实际应用中,粉碎又往往是相对破碎而言,专指由小料块变成细粉体的过程。本 章所讨论的粉碎,基本上是指粉磨过程。 物料颗粒的大小称为粒度,它是粉碎程度的代表性尺寸。形状最匀称的颗粒 是圆球,无论从哪个方向看去形状都一样,只用一个尺寸 一直径就可以表明其 大小,所以球形颗粒的粒度就是其直径。对于非球形颗粒,为了袭用球形颗粒的 研究和讨论方法,则常以面积、体积或质量等为基准的各种当量直径来表示。有 关这方面的内容,已在第4章中介绍
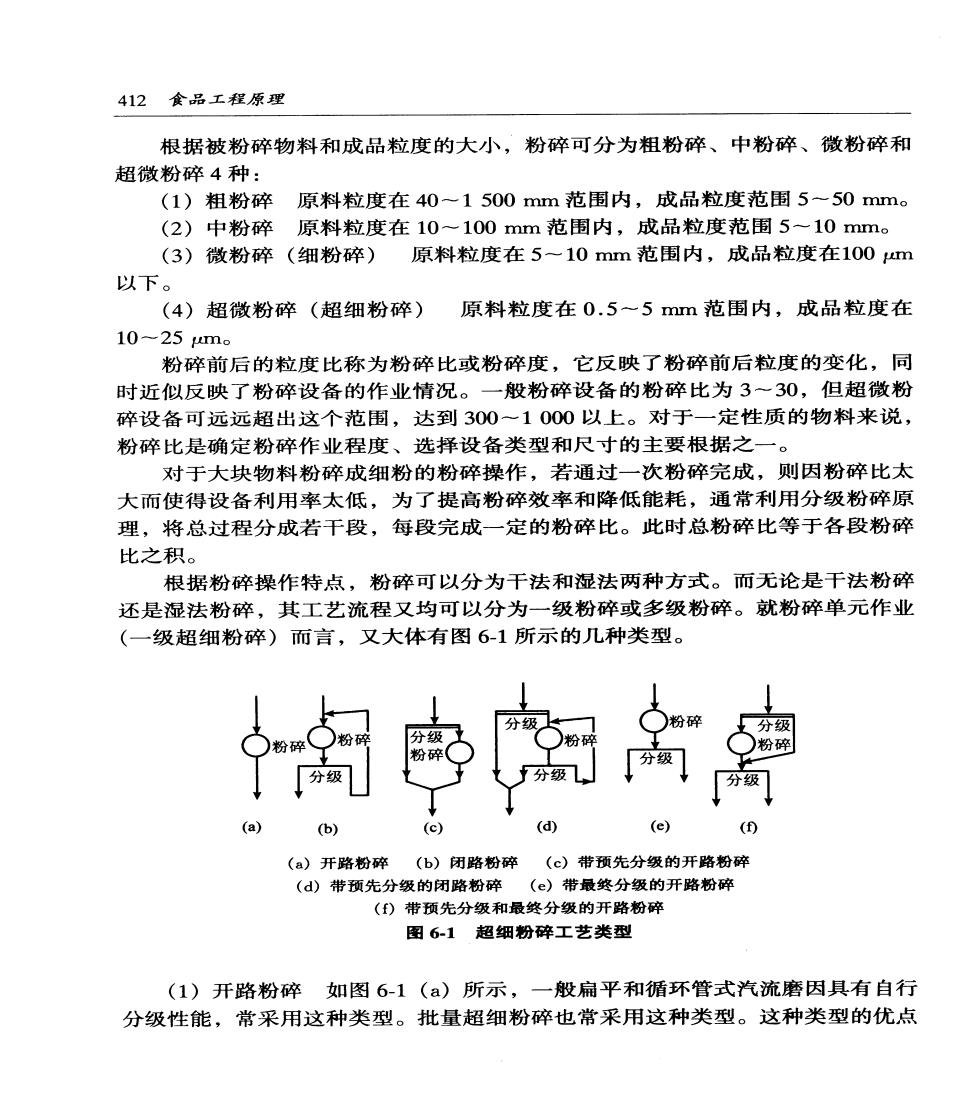
412食品工程原理 根据被粉碎物料和成品粒度的大小,粉碎可分为粗粉碎、中粉碎、微粉碎和 超微粉碎4种: (1)粗粉碎原料粒度在40~1500mm范围内,成品粒度范围5~50mm。 (2)中粉碎原料粒度在10~100mm范围内,成品粒度范围5~10mm。 (3)微粉碎(细粉碎)原料粒度在5~10mm范围内,成品粒度在100m 以下。 (4)超微粉碎(超细粉碎) 原料粒度在0.55mm范围内,成品粒度在 10-25mo 粉碎前后的粒度比称为粉碎比或粉碎度,它反映了粉碎前后粒度的变化,同 时近似反映了粉碎设备的作业情况。一般粉碎设备的粉碎比为3一30,但超微粉 碎设备可远远超出这个范围,达到300~1000以上。对于一定性质的物料来说, 粉碎比是确定粉碎作业程度、选择设备类型和尺寸的主要根据之 对于大块物料粉碎成细粉的粉碎操作,若通过一次粉碎完成,则因粉碎比太 大而使得设备利用率太低,为了提高粉碎效率和降低能耗,通常利用分级粉碎原 理,将总过程分成若干段,每段完成一定的粉碎比。此时总粉碎比等于各段粉碎 比之积。 根据粉碎操作特点,粉碎可以分为干法和湿法两种方式。而无论是干法粉碎 还是湿法粉碎,其工艺流程又均可以分为一级粉碎或多级粉碎。就粉碎单元作业 (一级超细粉碎)而言,又大体有图6-1所示的几种类型。 h (d) (e) (a)开路粉碎(b)闭路粉碎 (©)带预先分级的开路粉碎 ()带预先分级的闭路粉碎(e)带最终分级的开路粉碎 ()带预先分级和最终分级的开路粉碎 图61超细粉碎工艺类型 (1)开路粉碎如图6-1(a)所示,一般扁平和循环管式汽流磨因具有自行 分级性能,常采用这种类型。批量超细粉碎也常采用这种类型。这种类型的优点
第6章粉碎与筛分413 是工艺简单,但由于不能及时地分出合格的细粒级产品,粉碎效率较低。 (2)闭路粉碎如图6-1(b)所示,一般连续式粉碎都采用这种类型。球 磨机、搅拌磨、高速机械式冲击磨等常采用这种类型。这种类型的优点是能及时 地分出合格的细粒级物料,因此可以减轻颗粒的团聚,粉碎效率较高。 (3)带预先分级的开路粉碎如图6-1(c)所示,当给料中含有较多的合格 粒级物料时,采用这种类型可减轻磨机的负荷,降低粉碎能耗,有助于提高作业 的效率。 (4)带预先分级的闭路粉碎如图6-1(d)所示,如果磨机给料来自前一 段粉碎作业,采用这种流程可将给料中的合格级物料预先分出,避免了细粒物料 “过磨”,有助于提高粉碎效率。 (5)带最终分级的开路粉碎如图6-1()所示,这种粉碎流程的特点是可 以得到粒度及粒度组成不同的几种粉体产品。 (6)带预先分级和最终分级的开路粉碎如图6-1(f)所示,这种类型的特 点是与(5)相同,但由于设置了预先分级作业,可以提高粉碎销路。 粉碎操作的工艺类型很多,各有独特的优点,要选用合适的工艺流程与设 备,首先必须了解各粉碎工艺和设备的性能,包括它所适应的给料粒度、能达到 的产品细度、处理能力、配套性能、粉碎方式(干法或湿法)等,然后再综合考 虑要完成的粉碎任务,包括原料的性质、产品的用途、质量标准、生产规模以及 投资等因素,使所选择的工艺设备既可圆满完成粉碎任务,又能达到尽可能高的 粉碎效率,获得最大的经济效益。 1.2粉碎理论 1.2.1粉碎机理 宏观物体的粉碎机理是比较复杂的,很难用一个理论来圆满地解释,但我们 可以透过晶体的破碎和变形对固体为什么会被粉碎作一些了解。 晶体是由构成它的基本质点一离子、原子或分子在空中作有几何规则的周 期性排列而形成的,这些质点借相互间的吸引力和排斥力维持平衡。质点间的相 互吸引主要源于库仑引力,它与质点间的距离的平方成反比;质点间的相互排斥 力是由于两质点充分接近时,电子云产生重叠所引起的。所以,质点间的排斥力 只有在距离相当近时才有显著的作用,并随着距离的缩小而急剧增大。品体中由
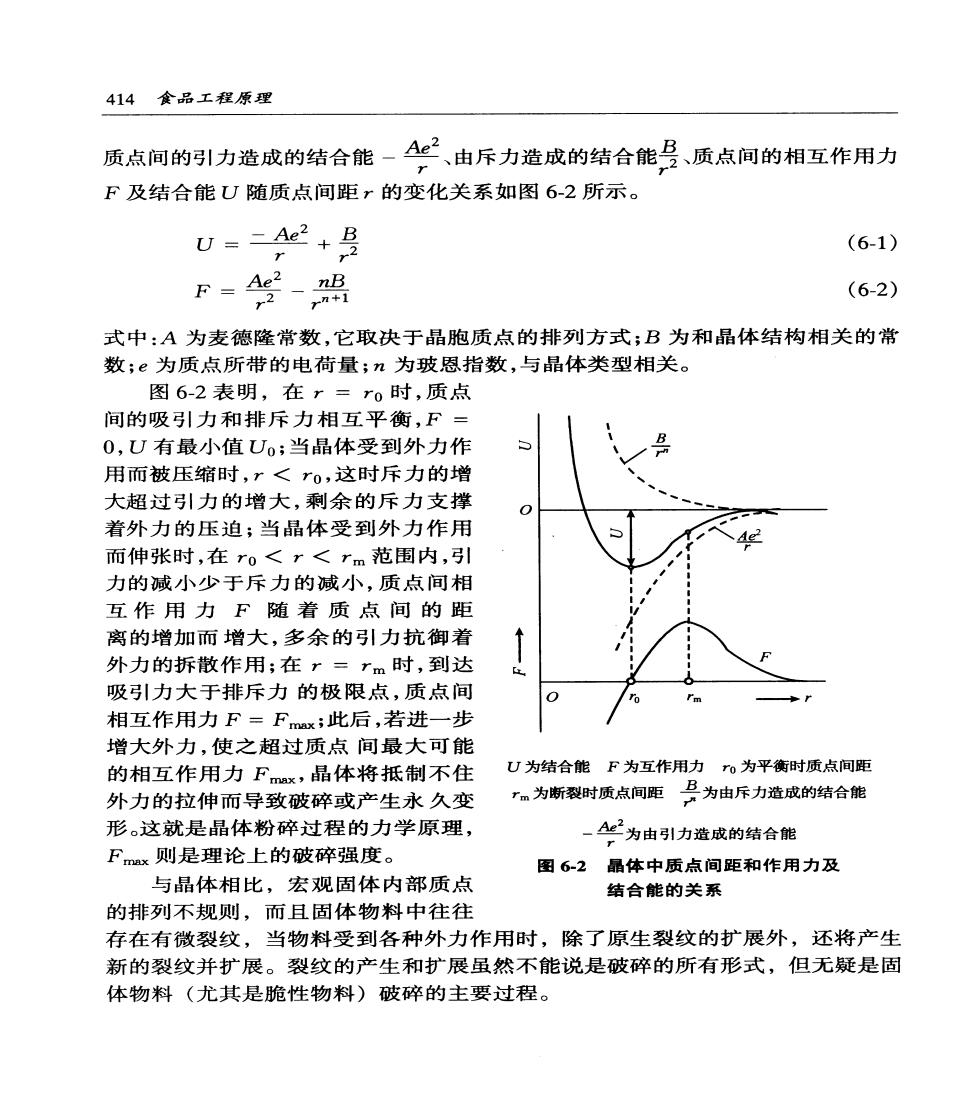
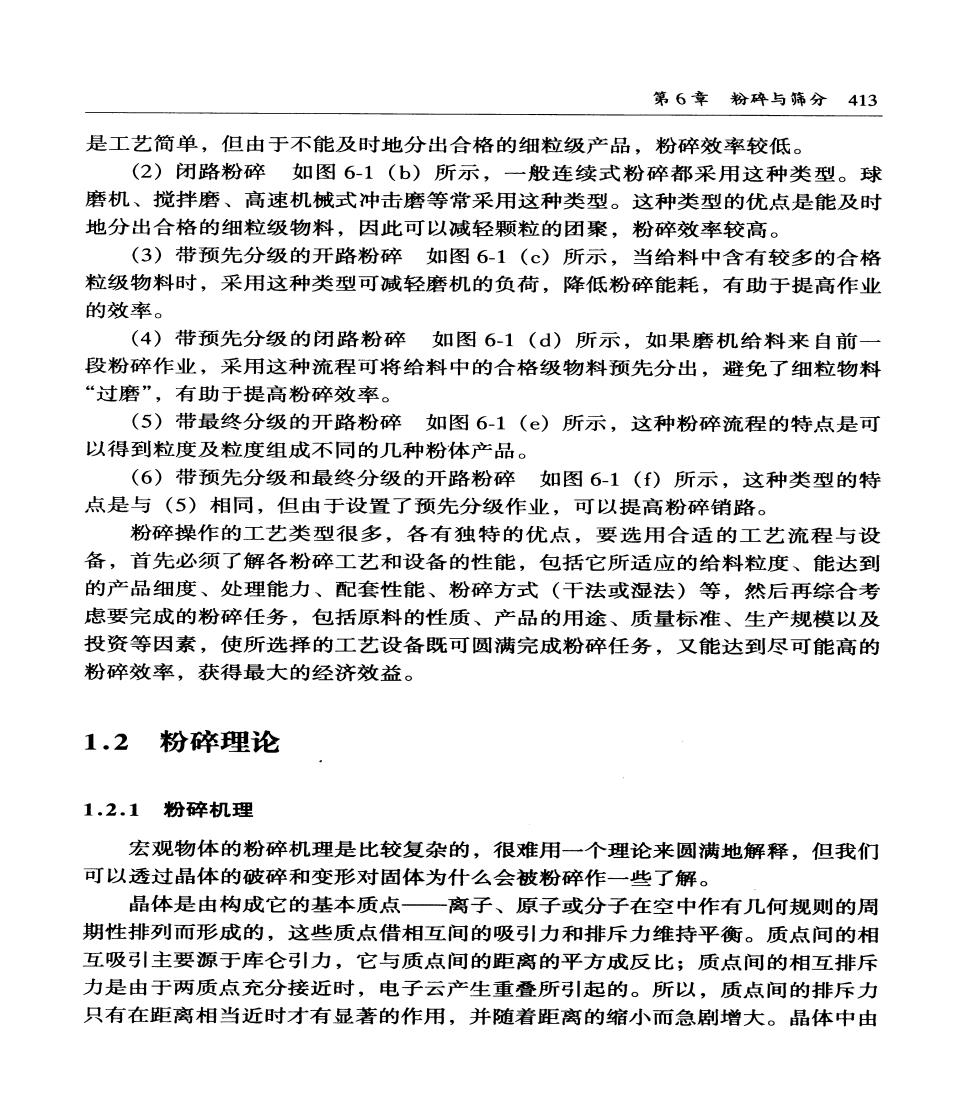
414食品工程原理 质点间的引力造成的结合能一A、由斥力造成的结合能是、质点间的相互作用力 F及结合能U随质点间距r的变化关系如图6-2所示。 u=A2+月 (6-1) F=-鸡 (6-2) 式中:A为麦德隆常数,它取决于晶胞质点的排列方式;B为和晶体结构相关的常 数;e为质点所带的电荷量;n为玻恩指数,与晶体类型相关。 图6-2表明,在r=ro时,质点 间的吸引力和排斥力相互平衡,F= 0,U有最小值U0;当晶体受到外力作 用而被压缩时,r<r0,这时斥力的增 大超过引力的增大,剩余的斥力支撑 着外力的压迫;当晶体受到外力作用 而伸张时,在ro<x<rm范围内,引 力的减小少于斥力的减小,质点间相 互作用力F随着质点间的距 离的增加而增大,多余的引力抗御着 外力的拆散作用;在r=rm时,到达 吸引力大于排斥力的极限点,质点间 相互作用力F=Fmax;此后,若进一步 增大外力,使之超过质点间最大可能 的相互作用力Fax,晶体将抵制不住 U为结合能F为互作用力ro为平衡时质点间距 外力的拉伸而导致破碎或产生永久变 ”。为断裂时质点间距马为由斥力造成的结合能 形。这就是晶体粉碎过程的力学原理, -A为由引力造成的结合能 Fmax则是理论上的破碎强度。 图6-2晶体中质点间距和作用力及 与晶体相比,宏观固体内部质点 结合能的关系 的排列不规则,而且固体物料中往往 存在有微裂纹,当物料受到各种外力作用时,除了原生裂纹的扩展外,还将产生 新的裂纹并扩展。裂纹的产生和扩展虽然不能说是破碎的所有形式,但无疑是固 体物料(尤其是脆性物料)破碎的主要过程