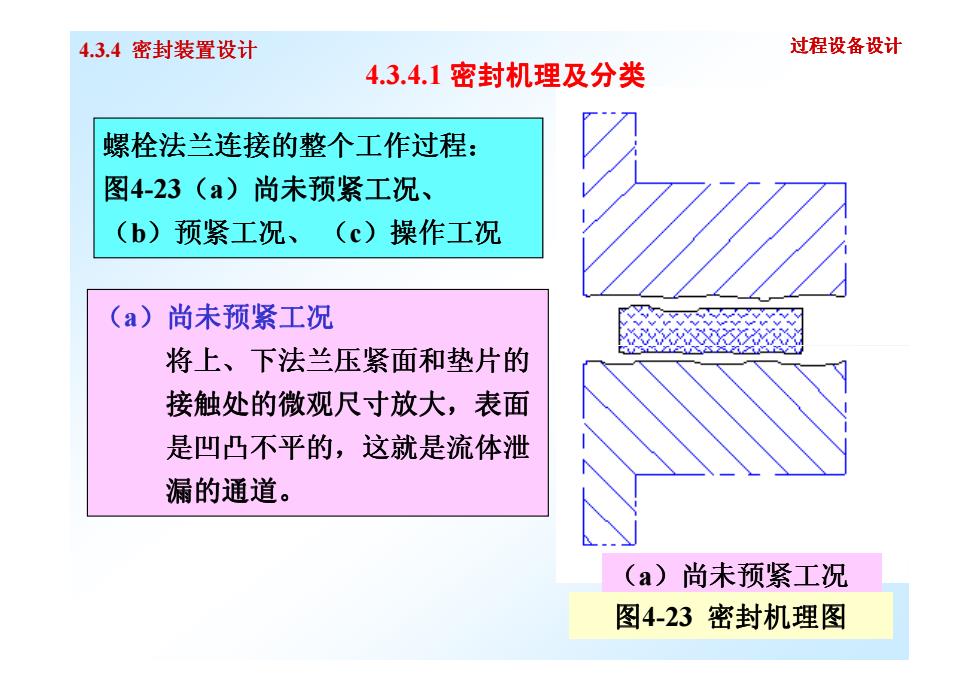
4.3.4密封装置设计 过程设备设计 4.3.4.1密封机理及分类 螺栓法兰连接的整个工作过程: 图4-23(a)尚未预紧工况、 (b)预紧工况、(c)操作工况 (a)尚未预紧工况 将上、下法兰压紧面和垫片的 接触处的微观尺寸放大,表面 是凹凸不平的,这就是流体泄 漏的通道。 (a)尚未预紧工况 图4-23密封机理图
螺栓法兰连接的整个工作过程: 图4-23 ( a)尚未预紧工况 )尚未预紧工况 、 ( b)预紧工况、 ( c)操作工况 ( a)尚未预紧工况 )尚未预紧工况 将上 、下法兰压紧面和垫片的 4.3.4 密封装置设计 过程设备设计 4.3.4.1 密封机理及分类 11 将上 、下法兰压紧面和垫片的 接触处的微观尺寸放大,表面 是凹凸不平的,这就是流体泄 ,这就是流体泄 漏的通道 。 ( a)尚未预紧工况 )尚未预紧工况 图4-23 密封机理图
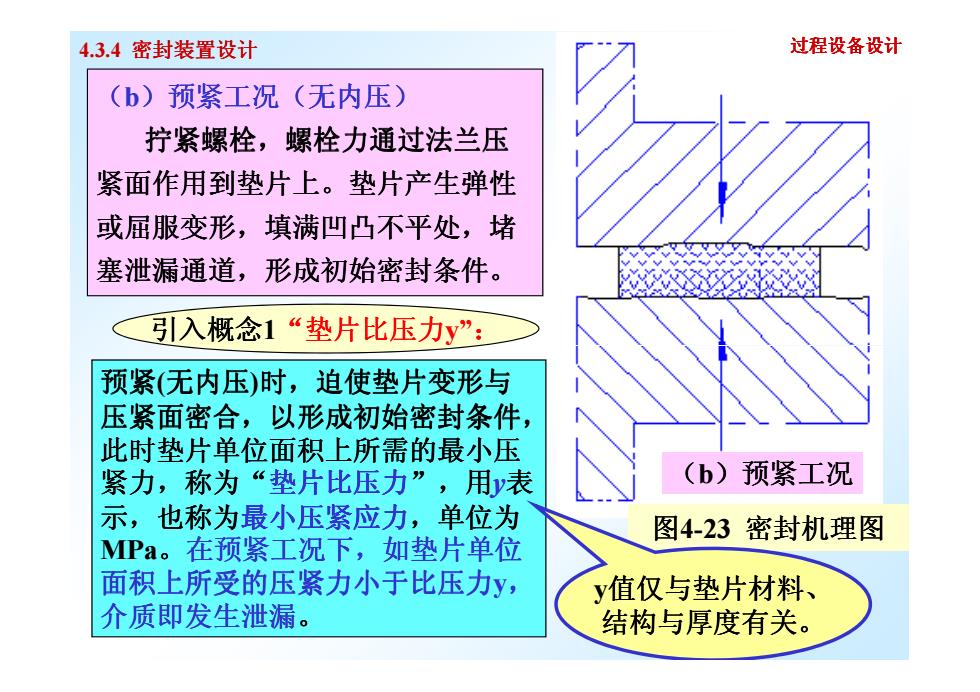
4.3.4密封装置设计 过程设备设计 (b)预紧工况(无内压) 拧紧螺栓,螺栓力通过法兰压 紧面作用到垫片上。垫片产生弹性 或屈服变形,填满凹凸不平处,堵 塞泄漏通道,形成初始密封条件。 引入概念1“垫片比压力y”: 预紧无内压)时,迫使垫片变形与 压紧面密合,以形成初始密封条件, 此时垫片单位面积上所需的最小压 紧力,称为“垫片比压力”,用y表 (b)预紧工况 示,也称为最小压紧应力,单位为 图4-23密封机理图 MPa。在预紧工况下,如垫片单位 面积上所受的压紧力小于比压力y, y值仅与垫片材料、 介质即发生泄漏。 结构与厚度有关
(b)预紧工况(无内压) 拧紧螺栓,螺栓力通过法兰压 ,螺栓力通过法兰压 紧面作用到垫片上。垫片产生弹性 。垫片产生弹性 或屈服变形,填满凹凸不平处 ,填满凹凸不平处,堵 塞泄漏通道,形成初始密封条件 ,形成初始密封条件。 引入概念1“垫片比压力y”: 4.3.4 密封装置设计 过程设备设计 12 预紧(无内压)时,迫使垫片变形与 迫使垫片变形与 压紧面密合,以形成初始密封条件 ,以形成初始密封条件, 此时垫片单位面积上所需的最小压 紧力,称为“垫片比压力”,用y表 示,也称为最小压紧应力,单位为 MPa。在预紧工况下,如垫片单位 面积上所受的压紧力小于比压力y, 介质即发生泄漏。 (b)预紧工况 图4-23 密封机理图 y值仅与垫片材料、 结构与厚度有关

4.3.4密封装置设计 过程设备设计 A:内压引起的轴向力,使上下法兰压 (c)操作工况 紧面分离,垫片压缩量减少,密封比压 (即,压紧面上的压紧应力)下降 通入介质 导致 压力上升 B:垫片弹性压缩变形部分产生回弹,补 偿因螺栓伸长所引起的压紧面分离,使 压紧面上的密封比压力仍能维持一定值 引入概念2 以保持密封性能。 “操作密封比压m” 为保证在操作状态时法兰的密封性 能而必须施加(维持)在垫片上的 压应力,称为操作密封比压。 操作密封比压往往用介质计算压力 的m倍表示,这里m称为“垫片系 数”,无因次。 必须的压紧力 (c)操作工况 介质计算压力 图4-23密封机理图
通入介质 压力上升 A: 内压引起的轴向力,使上下法兰压 ,使上下法兰压 紧面分离,垫片压缩量减少 ,垫片压缩量减少,密封比压 (即,压紧面上的压紧应力 压紧面上的压紧应力)下降 导致 B:垫片弹性压缩变形部分产生回弹,补 偿因螺栓伸长所引起的压紧面分离,使 压紧面上的密封比压力仍能维持一定值 以保持密封性能。 “ ” 引入概念2 “操作密封比压 “操作密封比压m” (c)操作工况 4.3.4 密封装置设计 过程设备设计 13 为保证在操作状态时法兰的密封性 能而必须施加(维持)在垫片上的 压应力,称为操作密封比压。 操作密封比压往往用介质计算压力 的m倍表示, 这里m称为“垫片系 数”,无因次。 为保证在操作状态时法兰的密封性 能而必须施加(维持)在垫片上的 压应力,称为操作密封比压。 操作密封比压往往用介质计算压力 的m倍表示, 这里m称为“垫片系 数”,无因次。 (c)操作工况 图4-23 密封机理图 M = 必须的压紧力 介质计算压力
4.3.4密封装置设计 过程设备设计 预紧比压力y: 由以上分析,在确立 定义为预紧(无内压)时,迫使垫片 变形与压紧面密合,以形成初始密 法兰设计方法时,把 封条件,此时垫片所必需的最小压 预紧工况与操作工况 紧载荷,应以单位接触面积上的压 分开处理,从而大大 紧载荷计算,故也称“最小压紧应 简化了法兰设计。为 力”,单位为MPa。y值仅与垫片材 料、结构与厚度有关。 此,对两个不同的工 况分别引进两个垫片 性能参数,即“最小 垫片系数m: 压紧应力”或“比压 是指操作(有内压)时,达到紧密 力”y以及“垫片系 不漏,垫片所必须维持的比压 数”m。 与介质压力p的比值(无单位)
由以上分析,在确立 法兰设计方法时,把 预紧工况与操作工况 分开处理,从而大大 简化了法兰设计。为 此,对两个不同的工 由以上分析,在确立 法兰设计方法时,把 预紧工况与操作工况 分开处理,从而大大 简化了法兰设计。为 此,对两个不同的工 预紧比压力 y: 定义为预紧 (无内压 )时,迫使垫片 变形与压紧面密合,以形成初始密 ,以形成初始密 封条件,此时垫片所必需的最小压 ,此时垫片所必需的最小压 紧载荷,应以单位接触面积上的压 ,应以单位接触面积上的压 紧载荷计算,故也称“最小压紧应 力”,单位为MPa 。 y值仅与垫片材 料、结构与厚度有关 结构与厚度有关 。 4.3.4 密封装置设计 过程设备设计 14 此,对两个不同的工 况分别引进两个垫片 性能参数,即“最小 压紧应力”或“比压 力” y以及“垫片系 数” m 。 此,对两个不同的工 况分别引进两个垫片 性能参数,即“最小 压紧应力”或“比压 力” y以及“垫片系 数” m 。 垫片系数 m: 是指操作 (有内压 )时,达到紧密 不漏,垫片所必须维持的比压 ,垫片所必须维持的比压 与介质压力 p的比值(无单位)
4.3.4密封装置设计 过程设备设计 4.3.4.1密封机理及分类 不少生产实践和广泛的 研究表明y和m值还与垫 片尺寸,介质性质、压 力、温度、压紧面粗糙 度等许多因素有关,而 且m与y之间也存在内在 联系。 15
不少生产实践和广泛的 研究表明y和m值还与垫 片尺寸,介质性质、压 力、温度、压紧面粗糙 4.3.4 密封装置设计 过程设备设计 4.3.4.1 密封机理及分类 15 度等许多因素有关,而 且m与y之间也存在内在 联系