第七章孔、轴检测与量规设计基础(自学)S1孔、轴实际尺寸的验收实际尺寸=真实尺寸土测量误差如果根据测得的实际尺寸来判断工件尺寸的合格性,则有可能造成工件的误收或误废。误收:将真实尺寸位于公差带上下两端外侧附近的不合格品误判为合格品而接收误废:将真实尺寸位于公差带上下两端内侧附近的合格品误判为不合格品而报废GB/T3177-2009《光滑工件尺寸的检验》规定了工件实际尺寸的验收极限。Y验收极限:测量工件实际尺寸时判断工件尺寸合格与X否的上、下极限界限Ks、Ki。验收极限方式的确定方式公差带一:内缩方式验收极限是从工件的上极限尺寸和下极限尺寸分别向工件尺寸公差带内移动一个安全裕度A来确定的。如图7-1所示,则K, = LanrK, = Lmin - /K, = LmxK, = Luin图 7-1方式二:不内缩方式验收极限是以图样所规定工件的上极限尺寸和下极限尺寸分别作为上、下验收极限,即A=0。验收极限方式的选择①对于遵守包容要求的尺寸和标准公差等级高的尺寸,选择内缩方式。②当工艺能力指数大于1时,选择不内缩方式:但若采用包容要求的孔、轴,其最大实体尺寸一边的验收极限采用单向内缩方式。对于偏态分布的尺寸(图3-25),其验收极限可只对尺寸偏向的一边采用单向内缩方式。对于非配合尺寸和一般公差的尺寸,其验收极限采用不内缩方式。计量器具的选择确定工件尺寸验收极限后,还需正确选择计量器具以进行测量。测量不确定度u由计量器具的测量不确定度u 测量条件引起的测量不确定度uz 组成。测量中u,对u的影响比u大,所以测量时要合理选用计量器具。选择计量器具的条件是:选择的计量器具的u值应不大于u值。一般情况下选用ur时优先选用I档。●验收极限方式和相应计量器具选择示例
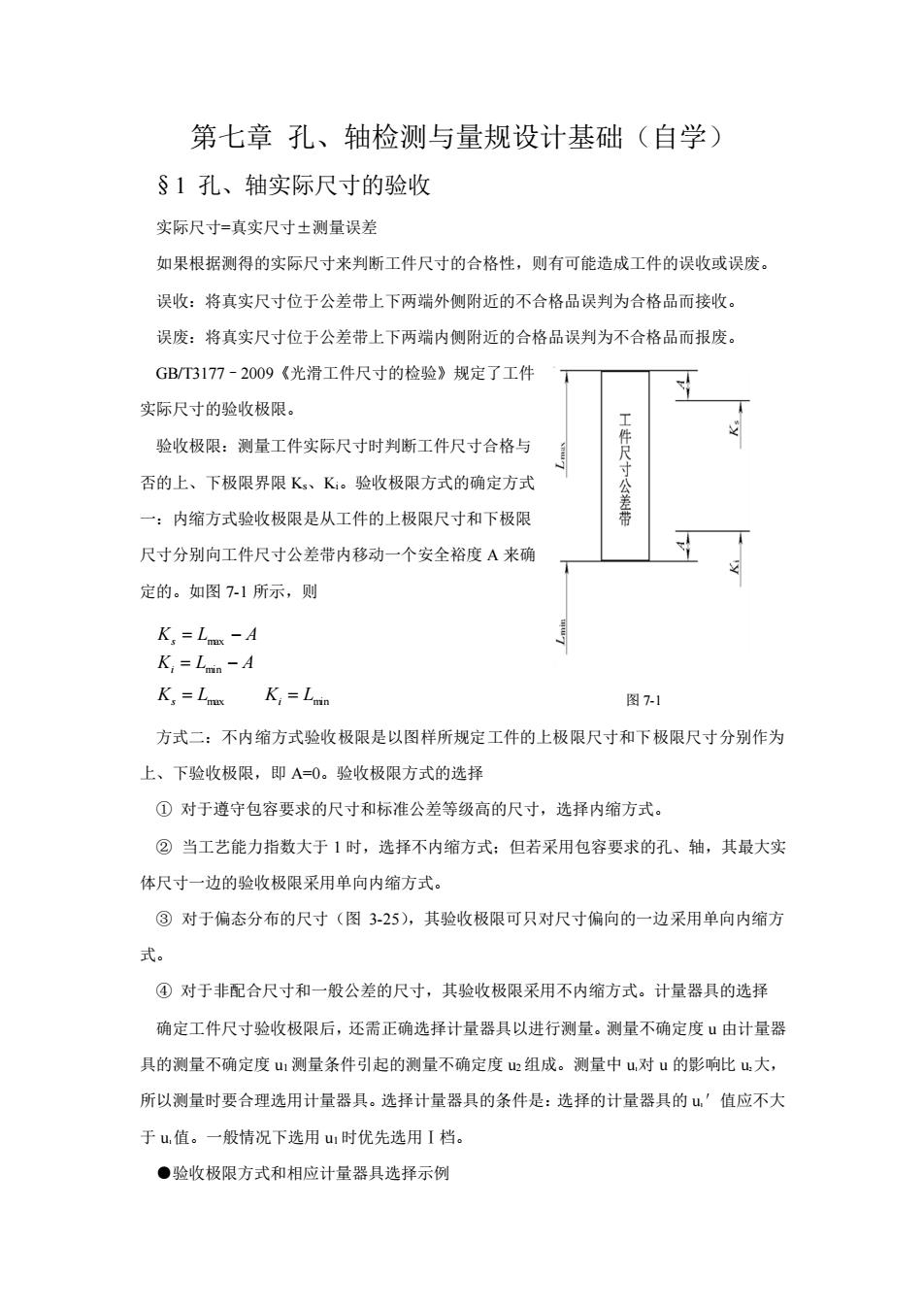
第七章 孔、轴检测与量规设计基础(自学) §1 孔、轴实际尺寸的验收 实际尺寸=真实尺寸±测量误差 如果根据测得的实际尺寸来判断工件尺寸的合格性,则有可能造成工件的误收或误废。 误收:将真实尺寸位于公差带上下两端外侧附近的不合格品误判为合格品而接收。 误废:将真实尺寸位于公差带上下两端内侧附近的合格品误判为不合格品而报废。 GB/T3177–2009《光滑工件尺寸的检验》规定了工件 实际尺寸的验收极限。 验收极限:测量工件实际尺寸时判断工件尺寸合格与 否的上、下极限界限 Ks、Ki。验收极限方式的确定方式 一:内缩方式验收极限是从工件的上极限尺寸和下极限 尺寸分别向工件尺寸公差带内移动一个安全裕度 A 来确 定的。如图 7-1 所示,则 图 7-1 方式二:不内缩方式验收极限是以图样所规定工件的上极限尺寸和下极限尺寸分别作为 上、下验收极限,即 A=0。验收极限方式的选择 ① 对于遵守包容要求的尺寸和标准公差等级高的尺寸,选择内缩方式。 ② 当工艺能力指数大于 1 时,选择不内缩方式;但若采用包容要求的孔、轴,其最大实 体尺寸一边的验收极限采用单向内缩方式。 ③ 对于偏态分布的尺寸(图 3-25),其验收极限可只对尺寸偏向的一边采用单向内缩方 式。 ④ 对于非配合尺寸和一般公差的尺寸,其验收极限采用不内缩方式。计量器具的选择 确定工件尺寸验收极限后,还需正确选择计量器具以进行测量。测量不确定度 u 由计量器 具的测量不确定度 u1 测量条件引起的测量不确定度 u2 组成。测量中 u1对 u 的影响比 u2大, 所以测量时要合理选用计量器具。选择计量器具的条件是:选择的计量器具的 u1′值应不大 于 u1值。一般情况下选用 u1 时优先选用Ⅰ档。 ●验收极限方式和相应计量器具选择示例 K L A K L A i s = − = − min max Ks = Lmax Ki = Lmin
例1试确定Φ85f7(-0.09)轴时的验收极限,并选择相应的计量器具。解(1)确定验收极限(图7-2)Φ85f7(二0.09)轴采用包容要求,因此验收极限采用双向内缩方式。工件T-I7-0.035mm,A=0.0036mm,则K,=Lmx-A=84.9605K;=Lmin+A=84.9325(2)选择计量器具I档ui=0.9A图 7-2$2光滑极限量规量规:是一种无刻度的定值专用计量器具。孔、轴实际尺寸和形状误差的综合结果可用光滑极限量规检验。光滑极限量规的功用光滑极限量规有通规和止规见7-3,7-5,代号分别为“T”和“Z”(1)通规:模拟孔、轴的最大实体边界,检验工件的体外作用尺寸是否超出最大实体尺寸。(2)止规:检验工件的实际尺寸是否超出最小实体尺寸。检验孔的量规一塞规:检验轴的量规一环规、卡规A图 7-3 (a)(b)光滑极限量规的设计原理光滑极限量规设计应符合极限尺寸判断原则,即泰勒原则。泰勒原则(图7-4)是指孔或轴的实际尺寸和形状误差综合形成的体外作用尺寸(D元或de)不允许超出最大实体尺寸(DM或dM),在任何位置上的实际尺寸(D.或d)不允许超出最小实体尺寸(DL或dL)。即对于孔Die≥Dmin且Da≤Dmade≤dmax且da≥dmin对于轴
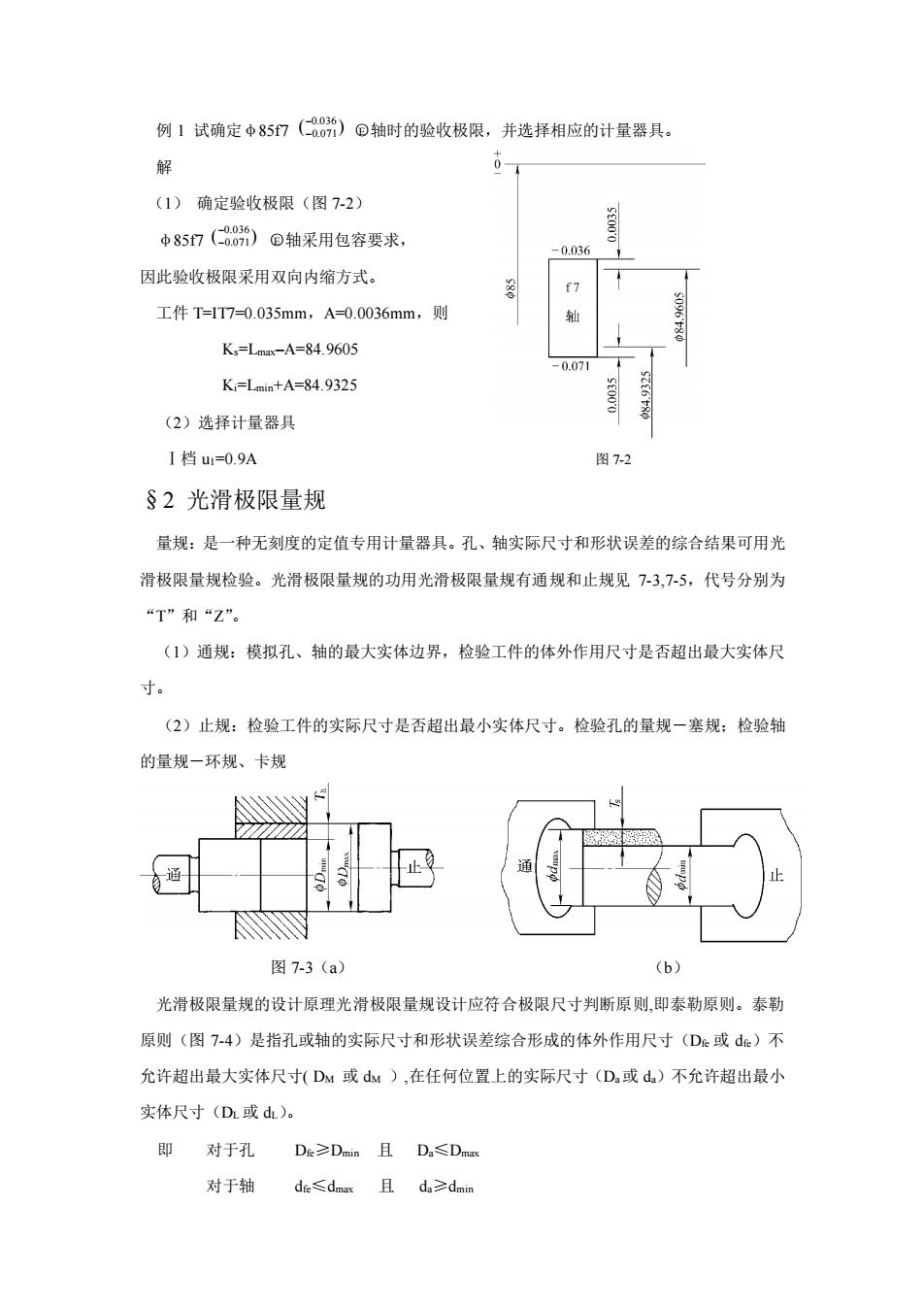
例 1 试确定φ85f7 ○E 轴时的验收极限,并选择相应的计量器具。 解 (1) 确定验收极限(图 7-2) φ85f7 ○E 轴采用包容要求, 因此验收极限采用双向内缩方式。 工件 T=IT7=0.035mm,A=0.0036mm,则 Ks=Lmax–A=84.9605 Ki=Lmin+A=84.9325 (2)选择计量器具 Ⅰ档 u1=0.9A 图 7-2 §2 光滑极限量规 量规:是一种无刻度的定值专用计量器具。孔、轴实际尺寸和形状误差的综合结果可用光 滑极限量规检验。光滑极限量规的功用光滑极限量规有通规和止规见 7-3,7-5,代号分别为 “T”和“Z”。 (1)通规:模拟孔、轴的最大实体边界,检验工件的体外作用尺寸是否超出最大实体尺 寸。 (2)止规:检验工件的实际尺寸是否超出最小实体尺寸。检验孔的量规-塞规;检验轴 的量规-环规、卡规 图 7-3(a) (b) 光滑极限量规的设计原理光滑极限量规设计应符合极限尺寸判断原则,即泰勒原则。泰勒 原则(图 7-4)是指孔或轴的实际尺寸和形状误差综合形成的体外作用尺寸(Dfe 或 dfe)不 允许超出最大实体尺寸( DM 或 dM ),在任何位置上的实际尺寸(Da或 da)不允许超出最小 实体尺寸(DL 或 dL)。 即 对于孔 Dfe≥Dmin 且 Da≤Dmax 对于轴 dfe≤dmax 且 da≥dmin ( ) 0.036 0.071 − − ( ) 0.036 0.071 − −
通规通过、上规不通表示工件合格。b图7-4(h)通规()止规(2)通规(环规)() 止规图7-51.孔用工作量规的定形尺寸通规:被测孔的下极限尺寸,止规:被测孔的上极限尺寸。2.轴用工作量规的定形尺寸通规:被测轴的上极限尺寸,止规:被测轴的下极限尺寸。3.工作量规的尺寸公差和公差带工作量规的制造公差T和通规尺寸公差带中心到工件最大实体尺寸之间的距离ZI(通规需留出适当的磨损储量),按工件的标准公差等级确定。4.工作量规工作部分的几何公差包容要求,几何公差为定形尺寸公差的50%。孔用工作量规的公差带示意图见图7-5
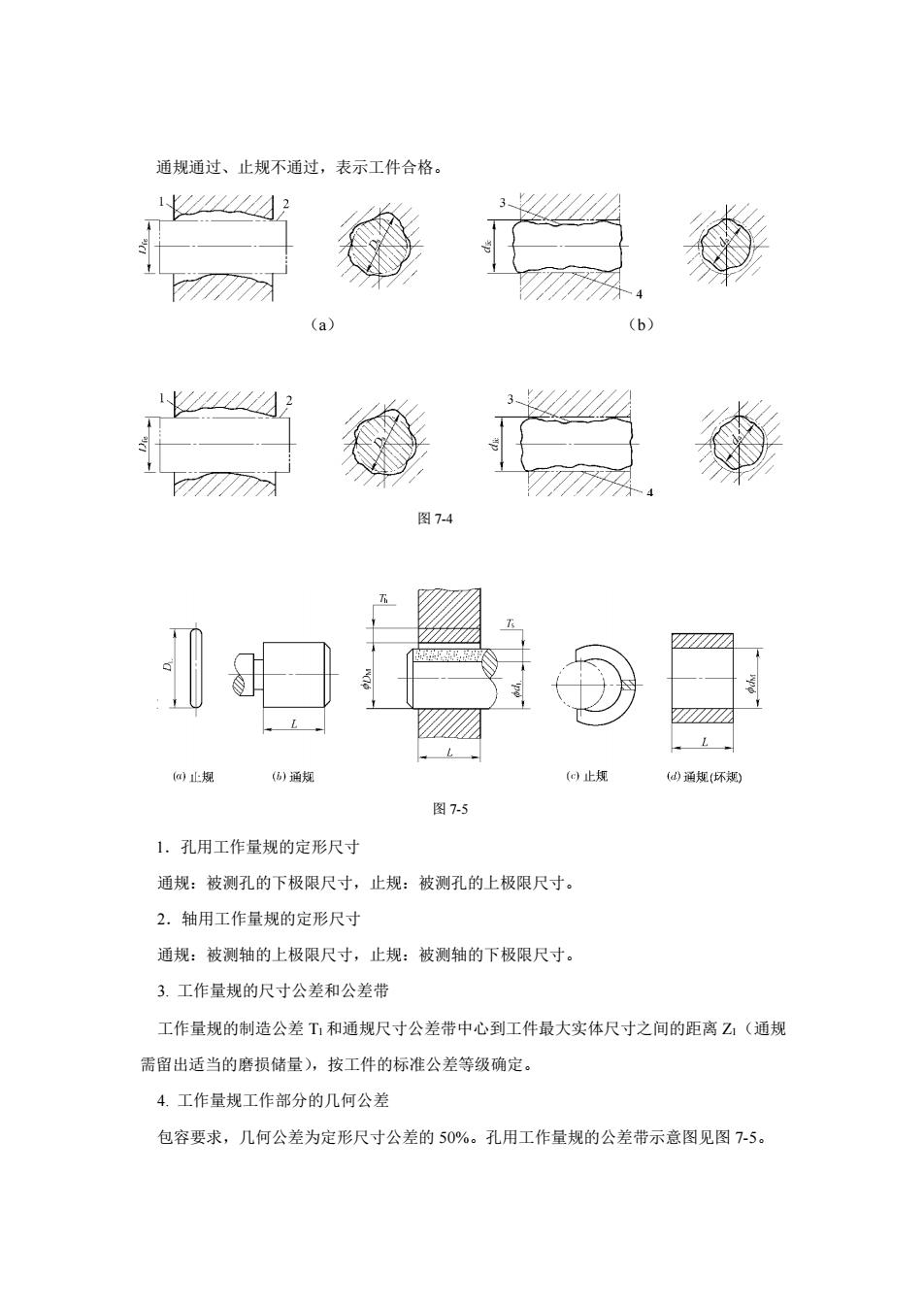
通规通过、止规不通过,表示工件合格。 (a) (b) 图 7-4 光滑极限量规的定形尺寸及其公差带 图 7-5 1.孔用工作量规的定形尺寸 通规:被测孔的下极限尺寸,止规:被测孔的上极限尺寸。 2.轴用工作量规的定形尺寸 通规:被测轴的上极限尺寸,止规:被测轴的下极限尺寸。 3. 工作量规的尺寸公差和公差带 工作量规的制造公差 T1 和通规尺寸公差带中心到工件最大实体尺寸之间的距离 Z1(通规 需留出适当的磨损储量),按工件的标准公差等级确定。 4. 工作量规工作部分的几何公差 包容要求,几何公差为定形尺寸公差的 50%。孔用工作量规的公差带示意图见图 7-5
S图7-6图7-7轴用工作量规的公差带示意图见图7-6。光滑极限量规工作部分极限尺寸的计算及图样标注光滑极限量规工作尺寸的计算步骤如下:(1)从国家标准《极限与配合》查出孔或轴的上、下偏差,并计算其最大和最小实体尺寸,它们分别是通规和止规工作部分的定形尺寸。(2)从GB/T1957-2006(附表7-5)查出公差T和通规的磨损储量Z值。(3)画出量规公差带图,确定量规的上、下偏差,并计算通量规工作部分的极限尺寸例2计算检验Φ58H7@孔的工作量规工作部分的极限尺寸并确定其几何公差。解:①确定孔的极限尺寸图 7-8Φ58H7的ES=+0.03mm,EI=0②确定通规和止规的定形尺寸。通规和止规的定形尺寸分别为Φ58mm和58.03mm,③确定定形尺寸公差T:和磨损储量ZI。Ti=3.6 μm, Zi=4.6 μm④画出公差带示意图,确定量规的上、下偏差及工作部分的极限尺寸(图7-9)。(u!③确定量规几何公差(量规简图见图7-10)。例3计算检验Φ40k6轴的工作量规工作部分的极限尺寸,并确定其几何公差。图7-9
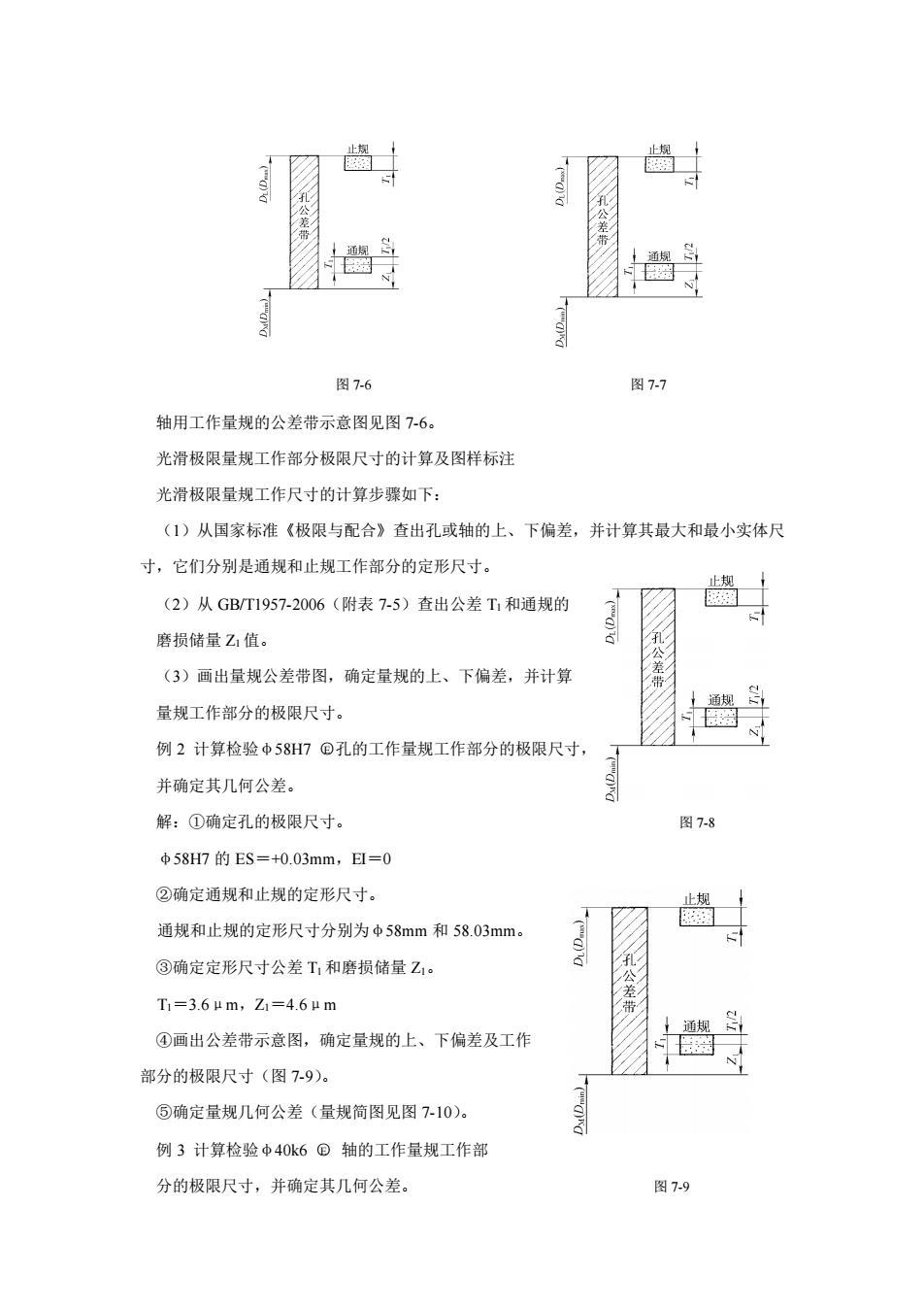
图 7-6 图 7-7 轴用工作量规的公差带示意图见图 7-6。 光滑极限量规工作部分极限尺寸的计算及图样标注 光滑极限量规工作尺寸的计算步骤如下: (1)从国家标准《极限与配合》查出孔或轴的上、下偏差,并计算其最大和最小实体尺 寸,它们分别是通规和止规工作部分的定形尺寸。 (2)从 GB/T1957-2006(附表 7-5)查出公差 T1 和通规的 磨损储量 Z1 值。 (3)画出量规公差带图,确定量规的上、下偏差,并计算 量规工作部分的极限尺寸。 例 2 计算检验φ58H7 ○E 孔的工作量规工作部分的极限尺寸, 并确定其几何公差。 解:①确定孔的极限尺寸。 图 7-8 φ58H7 的 ES=+0.03mm,EI=0 ②确定通规和止规的定形尺寸。 通规和止规的定形尺寸分别为φ58mm 和 58.03mm。 ③确定定形尺寸公差 T1 和磨损储量 Z1。 T1=3.6μm,Z1=4.6μm ④画出公差带示意图,确定量规的上、下偏差及工作 部分的极限尺寸(图 7-9)。 ⑤确定量规几何公差(量规简图见图 7-10)。 例 3 计算检验φ40k6 ○E 轴的工作量规工作部 分的极限尺寸,并确定其几何公差。 图 7-9
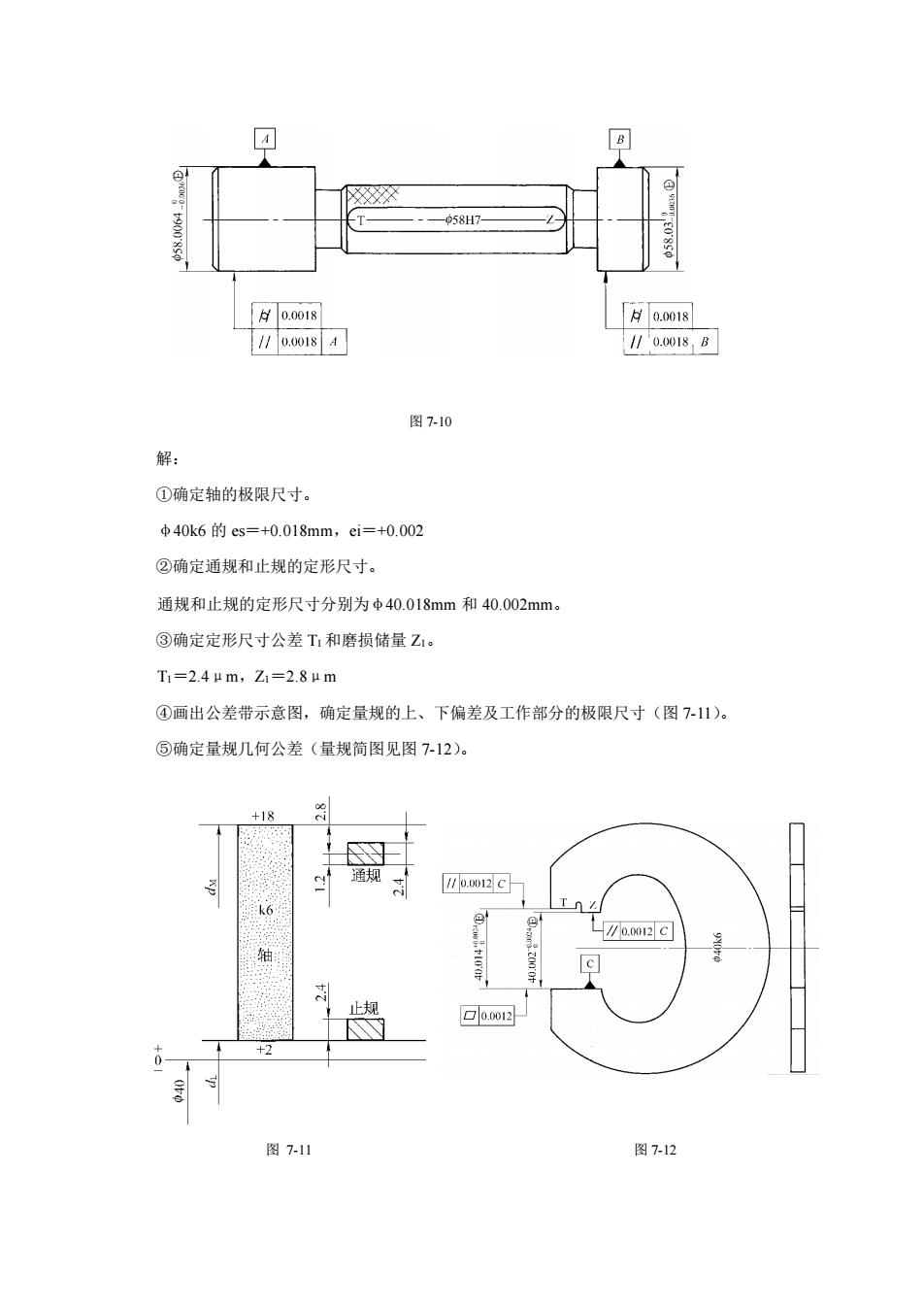
ABT0.00180.00180.001840.0018B图7-10解:①确定轴的极限尺寸。中40k6的es=+0.018mm,ei=+0.002②确定通规和止规的定形尺寸。通规和止规的定形尺寸分别为Φ40.018mm和40.002mm。③确定定形尺寸公差Ti和磨损储量ZI。Ti=2.4μm, Zi=2.8μm④画出公差带示意图,确定量规的上、下偏差及工作部分的极限尺寸(图7-11)。③确定量规几何公差(量规简图见图7-12)2.7国通Y止规人图7-11图7-12
图 7-10 解: ①确定轴的极限尺寸。 φ40k6 的 es=+0.018mm,ei=+0.002 ②确定通规和止规的定形尺寸。 通规和止规的定形尺寸分别为φ40.018mm 和 40.002mm。 ③确定定形尺寸公差 T1 和磨损储量 Z1。 T1=2.4μm,Z1=2.8μm ④画出公差带示意图,确定量规的上、下偏差及工作部分的极限尺寸(图 7-11)。 ⑤确定量规几何公差(量规简图见图 7-12)。 图 7-11 图 7-12