《材料精密成形综合实验(金属塑性成形部分)》实验讲义 实验1板料拉伸实验(2学时) 一、实验理论 板料拉伸实验也称板料单向拉伸实验,主要于研究板料金属的冲压成形性 能,通过观察和测试得到反映冲压成形性能的量化指标和数据。板料的拉伸试验 如图11所示,采用标准拉伸试样,通过试验获得材料拉伸应力一一应变曲线。 从拉伸曲线中所得到的有关材料的力学性能指标,可以反映出材料的某些冲压性 能。现简要分析如下: 1.6,与6 均匀伸长率6,是指试样拉伸变形开始产生缩颈时的伸长率:6是拉伸试验中 试样破坏时的总伸长率。δ,表示材料产生均匀稳定的塑性变形能力,由于冲压 成形是在稳定而均匀地变形之中进行的,因此,材料的6,可以间接地表示伸长 类变形的极限变形程度。δ,越大,则成形极限越大。 图1-1板料的拉仲实验 a)拉仲试样 b)拉深曲钱 2.屈强比o,/o6 屈强比对于材料冲压性能是一个极为重要的参数。塑性成形就是利用材料屈
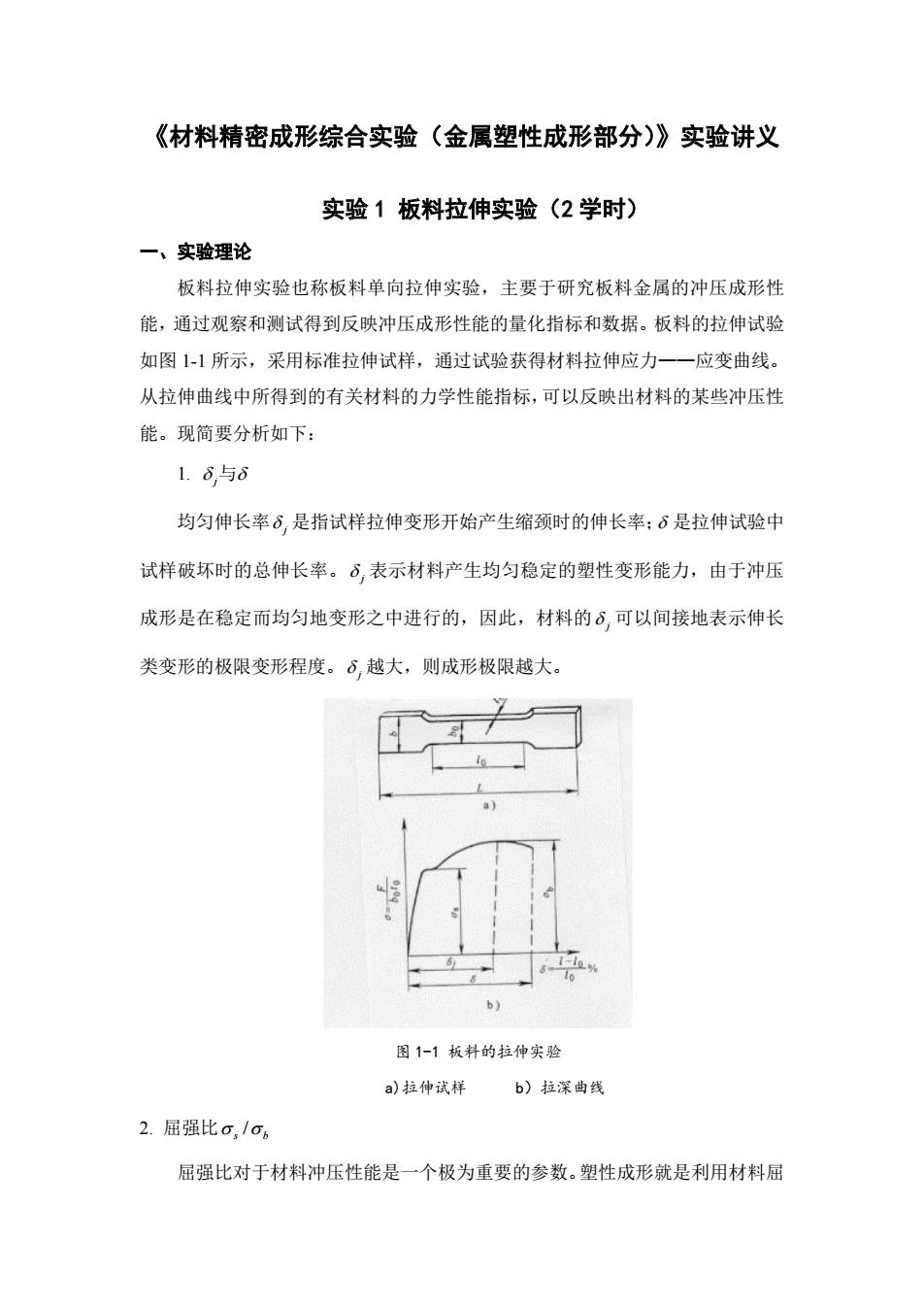
《材料精密成形综合实验(金属塑性成形部分)》实验讲义 实验 1 板料拉伸实验(2 学时) 一、实验理论 板料拉伸实验也称板料单向拉伸实验,主要于研究板料金属的冲压成形性 能,通过观察和测试得到反映冲压成形性能的量化指标和数据。板料的拉伸试验 如图 1-1 所示,采用标准拉伸试样,通过试验获得材料拉伸应力——应变曲线。 从拉伸曲线中所得到的有关材料的力学性能指标,可以反映出材料的某些冲压性 能。现简要分析如下: 1. j 与 均匀伸长率 j 是指试样拉伸变形开始产生缩颈时的伸长率; 是拉伸试验中 试样破坏时的总伸长率。 j 表示材料产生均匀稳定的塑性变形能力,由于冲压 成形是在稳定而均匀地变形之中进行的,因此,材料的 j 可以间接地表示伸长 类变形的极限变形程度。 j 越大,则成形极限越大。 图 1-1 板料的拉伸实验 a)拉伸试样 b)拉深曲线 2. 屈强比 / s b 屈强比对于材料冲压性能是一个极为重要的参数。塑性成形就是利用材料屈
服点与抗拉强度之间的这一段可塑性能而实现的。屈强比越小,说明。,和σ。之 间的距离越宽,材料塑性变形的能力越强:对压缩类成形,材料不易起皱:对弯 曲成形,回弹变形小;对伸长类成形,零件形装尺寸冻结性好,工艺稳定性高, 对冲压成形很有利 3.硬化指数n 随着塑性变形程度的增加,材料的塑性指标降低,强度指标上升,这种现象 称为加工硬化。硬化指数n值就是评价材料加工硬化性能的参数,n值增大,能 够提高材料的局部应变能力,使变形均匀化,增大材料极限变形 4.板厚方向性系数r 板厚方向性系数r也称为r值,是指板料试样拉伸时,宽度方向应变,与厚 度方向应变6,之比,所以也称为塑性应变比。其表达式为: r值越大,厚度方向上不容易变形,对于拉深成形就不易出现起皱。 二、实验目的及内容 1.实验目的 板料拉伸实验也叫单向拉伸实验。应用拉伸实验方法,可以得到许多评定板 料冲压成形性能的实验数据与曲线,为制定板料冲压成形工艺方案与计算确定工 艺参数提供科学依据:理解并深化固态金属塑性成形中应力与应变关系这一基本 理论;掌握板料拉伸实验方法。 2.实验内容 (1)建立拉伸力F与伸长变形△L之间的拉伸曲线: (2)建立名义应力σ与伸长6之间的名义应力拉伸曲线: (3)测试并计算屈服点a,抗拉强度G。,屈强比“,均匀拉伸率6、 硬化指数n和各向异性系数r: 三、实验仪器、设备及试样 1.仪器设备
服点与抗拉强度之间的这一段可塑性能而实现的。屈强比越小,说明 s 和 b 之 间的距离越宽,材料塑性变形的能力越强;对压缩类成形,材料不易起皱;对弯 曲成形,回弹变形小;对伸长类成形,零件形装尺寸冻结性好,工艺稳定性高, 对冲压成形很有利。 3. 硬化指数 n 随着塑性变形程度的增加,材料的塑性指标降低,强度指标上升,这种现象 称为加工硬化。硬化指数 n 值就是评价材料加工硬化性能的参数,n 值增大,能 够提高材料的局部应变能力,使变形均匀化,增大材料极限变形。 4. 板厚方向性系数 r 板厚方向性系数 r 也称为 r 值,是指板料试样拉伸时,宽度方向应变 b 与厚 度方向应变 t 之比,所以也称为塑性应变比。其表达式为: 0 0 ln ln b t b b r t t r 值越大,厚度方向上不容易变形,对于拉深成形就不易出现起皱。 二、实验目的及内容 1. 实验目的 板料拉伸实验也叫单向拉伸实验。应用拉伸实验方法,可以得到许多评定板 料冲压成形性能的实验数据与曲线,为制定板料冲压成形工艺方案与计算确定工 艺参数提供科学依据;理解并深化固态金属塑性成形中应力与应变关系这一基本 理论;掌握板料拉伸实验方法。 2. 实验内容 (1)建立拉伸力 F 与伸长变形 L 之间的拉伸曲线; (2)建立名义应力 与伸长 之间的名义应力拉伸曲线; (3)测试并计算屈服点 S ,抗拉强度 b ,屈强比 b S ,均匀拉伸率 U 、 硬化指数 n 和各向异性系数 r ; 三、实验仪器、设备及试样 1. 仪器设备

WDW3200微控电子万能试验机,游标卡尺,分规等。 2.试样(图1-la) 试样材质为08钢板,按国家标准GB/T228-2002《金属材料室温拉伸试验 方法》中规定的低碳钢板状试件制作,每组3件 四、实验方法和步骤 1.在试样上用分规标定Lo=50mm,用游标卡尺测量试样Lo、to、b,并填入 表1中。 2.启动WDW3200微控电子万能试验机,将试样一端放入上横梁的夹具中 并夹紧。 3.操作手动按钮,使下横梁上升。打开下横梁上的夹具,使试样的另一端 放入夹具并夹紧。 4.启动WDW3200微控电子万能试验机的计算机操作系统,设定有关技术 参数。 5.点击控制软件上的“开始”,拉伸开始后注意观察试样的变化 6.试样拉断后试验机自动停机,单机试验结果曲线预览并打印试验结果曲 线。 7.测量试样拉断后的F、L、b1、t,填入表1一1。 表1一1板料拉伸试验数据记录 试料料标 试样1 试样2 试样3 样宽厚距Fma F1 LI b1 t1 F2 L2 b2tF3L3b3t3 号bo to Lo 五、实验报告 (1)根据实验数据,描绘拉伸力F与拉伸变形△L之间的拉伸曲线:并简要 分析08钢板在拉伸过程中有哪几个阶段,每阶段的力与变形有何相互关系,及 发生的物理现象 (2)以实验的数据为依据,通过计算得到名义应力。和应变ε值,并描绘
WDW3200 微控电子万能试验机,游标卡尺,分规等。 2. 试样(图 1-1a) 试样材质为 08 钢板,按国家标准 GB/T228-2002《金属材料 室温拉伸试验 方法》中规定的低碳钢板状试件制作,每组 3 件。 四、实验方法和步骤 1. 在试样上用分规标定 L0=50mm,用游标卡尺测量试样 L0、t0、b0 并填入 表 1-1 中。 2. 启动 WDW3200 微控电子万能试验机,将试样一端放入上横梁的夹具中 并夹紧。 3. 操作手动按钮,使下横梁上升。打开下横梁上的夹具,使试样的另一端 放入夹具并夹紧。 4. 启动 WDW3200 微控电子万能试验机的计算机操作系统,设定有关技术 参数。 5. 点击控制软件上的“开始”,拉伸开始后注意观察试样的变化。 6. 试样拉断后试验机自动停机,单机试验结果曲线预览并打印试验结果曲 线。 7. 测量试样拉断后的 F1、L1、b1、t1,填入表 1—1。 表 1—1 板料拉伸试验数据记录 试 样 号 料 宽 b0 料 厚 t0 标 距 L0 Fmax 试样 1 试样 2 试样 3 F1 L1 b1 t1 F2 L2 b2 t2 F3 L3 b3 t3 五、实验报告 (1)根据实验数据,描绘拉伸力 F 与拉伸变形 L 之间的拉伸曲线;并简要 分析 08 钢板在拉伸过程中有哪几个阶段,每阶段的力与变形有何相互关系,及 发生的物理现象。 (2)以实验的数据为依据,通过计算得到名义应力 和应变ε值,并描绘
名义应力。与应变ε之间的名义应力一一应变曲线(。一曲线): (3)根据实验数据,计算屈服点的屈服应力。,抗拉强度06,屈强比。,/o6 均匀伸长率6,、总伸长率δ、硬化指数n和板厚方向系数r:。 (4)简述由板料拉伸实验所得到的板料成形性能各参数的意义
名义应力 与应变ε之间的名义应力——应变曲线(σ—ε曲线); (3)根据实验数据,计算屈服点的屈服应力 s ,抗拉强度 b ,屈强比 / s b , 均匀伸长率 j 、总伸长率δ、硬化指数 n 和板厚方向系数 r;。 (4)简述由板料拉伸实验所得到的板料成形性能各参数的意义
实验2冲压模具装拆实验 一、实验理论 1.冲压模具的基本形式 (1)按冲压工艺性质分,有落料模、冲孔模、切边模、弯曲模、拉深模、 成形模和翻边模等。 (2)按冲压工序的组合方式分,有单工序的简单模、和多工序的级进模、 复合模。 (3)按模具的结构形式,根据上下模的导向方式,有无导向模和导板模、 导柱模、滚珠导柱模等:根据卸料装置,可分为带固定卸料板和弹性卸料板冲模: 根据挡料形式,可分为固定挡料钉、活动挡料销、导正销和侧刃定距冲模。 (4)按采用的凸凹模材料可分为硬质合金冲模、钢质硬质合金冲模、钢皮 冲模、橡皮冲模和聚氨酯冲模等。 (5)按冲压模具的轮廓尺寸大小,分为大型和中小型冲模等。 一般按工序的组合方式对模具进行分类,即简单模、复合模、级进模。 简单模模具在一次冲程中,只完成一道工序,称为简单模或单工序模。 复合模模具在一次冲程中,在模具同一位置上同时完成两道及以上的工序 的冲压模具。 级进模模具在一次冲程中,在模具不同位置,同时完成两道及以上工序的 冲压模具。 2.冲模的主要零件 组成冲模的主要零件,根据其功用可以分为两大类: (1)工艺结构件这类零件直接参与完成工艺过程,并且与毛坯直接发生 作用。主要包括工作零件、定位零件、卸料推件零件。 (2)辅助结构零件这类零件不直接参与完成工艺过程,也不与毛坯直接 作用,只是对完成工艺过程起辅助作用,使模具的功能更加完善。其主要包 括导向零件、固定零件、紧固集其它零件等。冲模主要零件的分类见表21。 表2一1冲模主要零件的分类
实验 2 冲压模具装拆实验 一、实验理论 1.冲压模具的基本形式 (1)按冲压工艺性质分,有落料模、冲孔模、切边模、弯曲模、拉深模、 成形模和翻边模等。 (2)按冲压工序的组合方式分,有单工序的简单模、和多工序的级进模、 复合模。 (3)按模具的结构形式,根据上下模的导向方式,有无导向模和导板模、 导柱模、滚珠导柱模等;根据卸料装置,可分为带固定卸料板和弹性卸料板冲模; 根据挡料形式,可分为固定挡料钉、活动挡料销、导正销和侧刃定距冲模。 (4)按采用的凸凹模材料可分为硬质合金冲模、钢质硬质合金冲模、钢皮 冲模、橡皮冲模和聚氨酯冲模等。 (5)按冲压模具的轮廓尺寸大小,分为大型和中小型冲模等。 一般按工序的组合方式对模具进行分类,即简单模、复合模、级进模。 简单模 模具在一次冲程中,只完成一道工序,称为简单模或单工序模。 复合模 模具在一次冲程中,在模具同一位置上同时完成两道及以上的工序 的冲压模具。 级进模 模具在一次冲程中,在模具不同位置,同时完成两道及以上工序的 冲压模具。 2.冲模的主要零件 组成冲模的主要零件,根据其功用可以分为两大类: (1)工艺结构件 这类零件直接参与完成工艺过程,并且与毛坯直接发生 作用。主要包括工作零件、定位零件、卸料推件零件。 (2) 辅助结构零件 这类零件不直接参与完成工艺过程,也不与毛坯直接 作用,只是对完成工艺过程起辅助作用,使模具的功能更加完善。其主要包 括导向零件、固定零件、紧固集其它零件等。冲模主要零件的分类见表 2-1。 表 2—1 冲模主要零件的分类