2、金属焊接性的间接评价方法 碳当量法:在粗略估计碳钢和低合金结构钢的焊接性 能时,把钢中的合金元素(包括碳)的含量按其对焊接性 影响程度换算成碳的相当含量,其总和叫碳当量。其计算 公式如下: CE=w。+ Wym WCr +WMo+Wy WNi Wcu 5 15 碳当量越高,焊接性越差。一般当CE<0.4%时,冷裂 倾向不大,焊接性好,不需预热:CE=0.4%~0.6%时,冷 裂倾向明显,焊接性较差,需预热和采取其他工艺措施来 避免裂纹;CE>0.6%时,冷裂倾向严重,焊接性差,需采 用较高的预热温度和其他严格的工艺措施。 值得注意的是钢材的焊接性还受结构刚度、焊后应力 条件、环境温度的影响;故应根据具体情况进行抗裂试验 及使用焊接性试验
2、金属焊接性的间接评价方法 碳当量法:在粗略估计碳钢和低合金结构钢的焊接性 能时,把钢中的合金元素(包括碳)的含量按其对焊接性 影响程度换算成碳的相当含量,其总和叫碳当量。其计算 公式如下: 6 5 15 Mn C r Mo V N i C u c w w w w w w CE w 碳当量越高,焊接性越差。一般当CE<0.4%时,冷裂 倾向不大,焊接性好,不需预热;CE=0.4%~0.6%时,冷 裂倾向明显,焊接性较差,需预热和采取其他工艺措施来 避免裂纹;CE>0.6%时,冷裂倾向严重,焊接性差,需采 用较高的预热温度和其他严格的工艺措施。 值得注意的是钢材的焊接性还受结构刚度、焊后应力 条件、环境温度的影响;故应根据具体情况进行抗裂试验 及使用焊接性试验
三、 焊接应力和变形 1、焊接应力与变形产生的原因 焊件在焊接过程中受到局部加 热和冷却是产生焊接应力和变形的 a 主要原因。图49是低碳钢平板对 接焊时产生应力和变形的示意图。 a)焊接过程中 平板焊接时,要产生热胀冷缩 加热时,如自由膨胀则如a)中虚 线所示,但由于受到阻碍,产生同 样伸长;故高温处产生压应力,低 温处产生拉应力;两者平衡。冷却 后,由于冷却速度不同,高温处冷 b)冷却后 却慢,收缩大,同样最后在高温处 产生拉应力,低温处产生压应力。 图4-9平板对接焊的应力
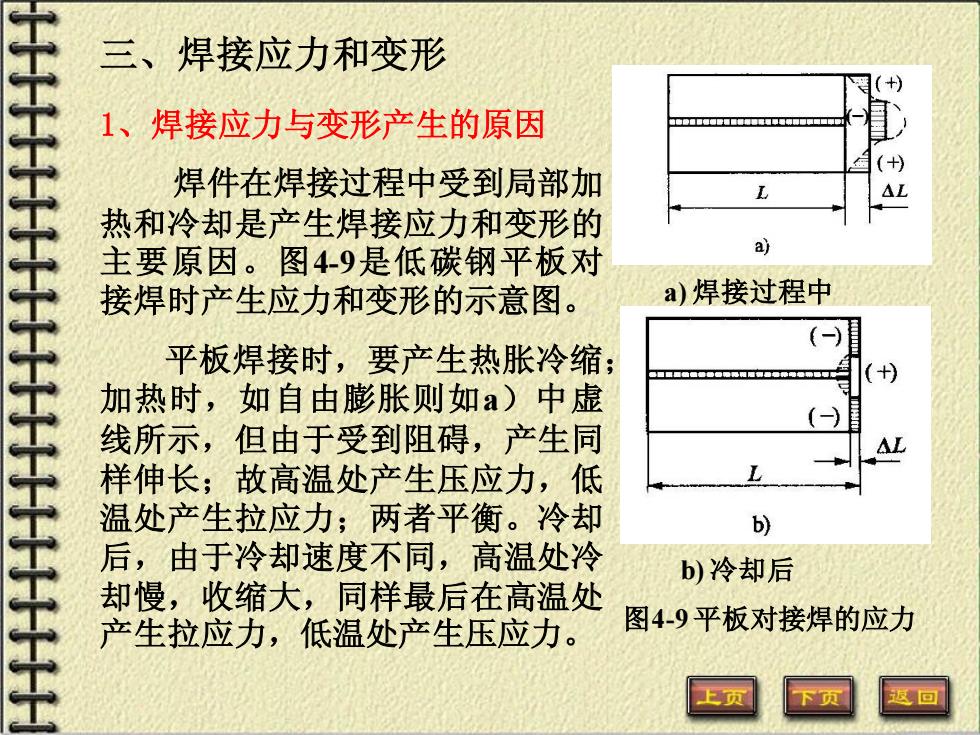
三、焊接应力和变形 1、焊接应力与变形产生的原因 焊件在焊接过程中受到局部加 热和冷却是产生焊接应力和变形的 主要原因。图4-9是低碳钢平板对 接焊时产生应力和变形的示意图。 平板焊接时,要产生热胀冷缩; 加热时,如自由膨胀则如a)中虚 线所示,但由于受到阻碍,产生同 样伸长;故高温处产生压应力,低 温处产生拉应力;两者平衡。冷却 后,由于冷却速度不同,高温处冷 却慢,收缩大,同样最后在高温处 产生拉应力,低温处产生压应力。 图4-9平板对接焊的应力 a) 焊接过程中 b) 冷却后
般情况下,焊件塑性好,结构刚度小时,焊件收缩 容易,焊件变形大,焊接应力小;反之焊接变形小,焊接 应力大。焊接变形的基本形式如表4-1所示。 2、焊接应力与变形的危害 焊接应力:1)增加结构工作时的应力,降低承载能力; 2)引起焊接裂纹,甚至脆断;3)促使产生应力腐蚀裂 纹。4)残余应力衰减会产生变形,引起形状、尺寸不稳 定。 焊接变形:1)使工件形状尺寸不合要求;2)影响组装 质量;3)矫正焊接变形很费工时,增加成本,降低接头 塑性;4)使结构形状发生变化,并产生附加应力,降低 承载能力
一般情况下,焊件塑性好,结构刚度小时,焊件收缩 容易,焊件变形大,焊接应力小;反之焊接变形小,焊接 应力大。焊接变形的基本形式如表4-1所示。 2、焊接应力与变形的危害 焊接应力:1)增加结构工作时的应力,降低承载能力; 2)引起焊接裂纹,甚至脆断;3)促使产生应力腐蚀裂 纹。4)残余应力衰减会产生变形,引起形状、尺寸不稳 定。 焊接变形:1)使工件形状尺寸不合要求;2)影响组装 质量;3)矫正焊接变形很费工时,增加成本,降低接头 塑性;4)使结构形状发生变化,并产生附加应力,降低 承载能力
3、焊接应力和变形的防止 焊接应力的防止及消除措施 1)结构设计要避免焊缝密集交叉,焊缝截面和长度要尽 可能小: 2)采取合理的焊接顺序,使焊缝较自由的收缩;如图4 10所示: 3)焊缝仍处在较高温度时,锤击或辗压焊缝使金属伸长, 减少残余应力; 4)采用小线能量焊接,多层焊,减少残余应力; 5)焊前预热可减少工件温差,减少残余应力; 6)焊后进行去应力退火,消除焊接残余应力
3、焊接应力和变形的防止 焊接应力的防止及消除措施 1)结构设计要避免焊缝密集交叉,焊缝截面和长度要尽 可能小; 2)采取合理的焊接顺序,使焊缝较自由的收缩;如图4- 10所示; 3)焊缝仍处在较高温度时,锤击或辗压焊缝使金属伸长, 减少残余应力; 4)采用小线能量焊接,多层焊,减少残余应力; 5)焊前预热可减少工件温差,减少残余应力; 6)焊后进行去应力退火,消除焊接残余应力

焊接变形的防止和消除措施 1)结构设计要避免焊缝密集交叉,焊缝截面和长度要尽 可能小,与防止应力一样也是减少变形的有效措施; 2)焊前组装时,采用反变形法,如图4-11,4-12所示; 3) 刚性固定法,但会产生较大的残余应力,如图4-13所 示; 4) 采用合理的焊接规范; 5) 选用合理的焊接顺序,如图4-10的对称焊,图4-14的 分段退焊。 6)采用机械或火焰矫正发来减少变形。如图4-15,4-16 所示
焊接变形的防止和消除措施 1)结构设计要避免焊缝密集交叉,焊缝截面和长度要尽 可能小,与防止应力一样也是减少变形的有效措施; 2)焊前组装时,采用反变形法 ,如图4-11,4-12所示; 3)刚性固定法,但会产生较大的残余应力,如图4-13所 示; 4)采用合理的焊接规范; 5)选用合理的焊接顺序,如图4-10的对称焊,图4-14的 分段退焊。 6)采用机械或火焰矫正发来减少变形。如图4-15,4-16 所示