
1、 焊缝区 焊接热源向前移去后,熔 池液体金属迅速冷却结晶,结 晶从熔池底部未熔化的半个晶 粒开始,垂直熔合线向熔池中 心生长,呈柱状树枝晶,如图 4-7所示;结晶过程中将在最 图4-7焊缝的柱状树枝晶 后结晶部位产生成分偏析。同时焊缝组织是从液体金属结晶 的铸态组织,晶粒粗大,成分偏析,组织不致密。但由于熔 池小,冷却快,化学成分控制严格,碳、硫、磷都较低,并 含有一定合金元素,故可使焊缝金属的力学性能不低于母材。 2、熔合区:化学成分不均匀,组织粗大,往往是粗大的过 热组织或粗大的淬硬组织,使强度下降,塑性、韧性极差, 产生裂纹和脆性破坏,性能是焊接接头中最差的
1、焊缝区 焊接热源向前移去后,熔 池液体金属迅速冷却结晶,结 晶从熔池底部未熔化的半个晶 粒开始,垂直熔合线向熔池中 心生长,呈柱状树枝晶,如图 4-7所示;结晶过程中将在最 图4-7 焊缝的柱状树枝晶 后结晶部位产生成分偏析。同时焊缝组织是从液体金属结晶 的铸态组织,晶粒粗大,成分偏析,组织不致密。但由于熔 池小,冷却快,化学成分控制严格,碳、硫、磷都较低,并 含有一定合金元素,故可使焊缝金属的力学性能不低于母材。 2、熔合区:化学成分不均匀,组织粗大,往往是粗大的过 热组织或粗大的淬硬组织,使强度下降,塑性、韧性极差, 产生裂纹和脆性破坏,性能是焊接接头中最差的
3、热影响区:热影响区各点的最高加热温度不同,其组织 变化也不相同。如图4-6所示,热影响区可分为过热区、正 火区、部分相变区和再结晶区。 熔 1500 1)过热区:最高加热温度 1300- 1100C以上的区域,晶粒粗大, 过热区 -1100 甚至产生过热组织。塑性和韧性 正火区 900- 明显下降,是热影响区中机械性 部分相变区 700 能最差的部位。 再结晶区 500 300 2)正火区:最高加热温度从Ac 100 至1100C的区域,焊后空冷得到 0.77 2.11w/ 晶粒较细小的正火组织,机械性 能较好。 塑性 熔合区 3)部分相变区:最高加热温度 热影响区 母材 从Ac1至Ac3的区域,只有部分组 织发生相变,晶粒不均匀,性能 图4-6低碳钢焊接接头的组织变化 较差
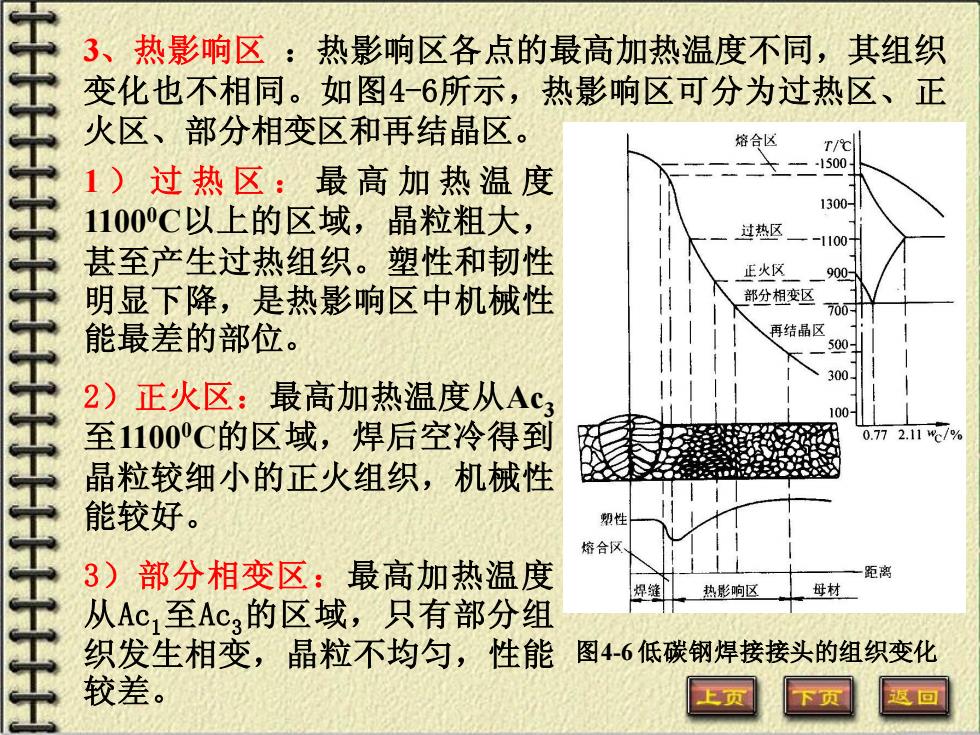
3、热影响区 :热影响区各点的最高加热温度不同,其组织 变化也不相同。如图4-6所示,热影响区可分为过热区、正 火区、部分相变区和再结晶区。 图4-6 低碳钢焊接接头的组织变化 1 ) 过 热 区 : 最 高 加 热 温 度 11000C以上的区域,晶粒粗大, 甚至产生过热组织。塑性和韧性 明显下降,是热影响区中机械性 能最差的部位。 2)正火区:最高加热温度从Ac3 至11000C的区域,焊后空冷得到 晶粒较细小的正火组织,机械性 能较好。 3)部分相变区:最高加热温度 从Ac1至Ac3的区域,只有部分组 织发生相变,晶粒不均匀,性能 较差

低碳钢焊接接头的组织、 焊缝熔合区过热区正火区部分变相区 性能变化如图4-8所示,熔合 区和过热区性能最差,热影 韧性 响区越小越好,其影响因素 强度 有焊接方法、焊接规范、接 头形式等。 塑性 4、 影响焊接接头性能的因素 151297.5 焊接接头的机械性能决 温度(100×℃) 定于它的化学成分和组织。 具体有: 图4-8低碳钢焊接接头的性能分布 1)焊接材料,焊丝和焊剂都要影响焊缝的化学成分; 2)焊接方法,一方面影响组织粗细,一方面影响有害杂 质含量;
低碳钢焊接接头的组织、 性能变化如图4-8所示,熔合 区和过热区性能最差,热影 响区越小越好,其影响因素 有焊接方法、焊接规范、接 头形式等。 4、影响焊接接头性能的因素 焊接接头的机械性能决 定于它的化学成分和组织。 具体有: 1)焊接材料,焊丝和焊剂都要影响焊缝的化学成分; 2)焊接方法,一方面影响组织粗细,一方面影响有害杂 质含量; 图4-8低碳钢焊接接头的性能分布

3)焊接工艺,焊接时,为保证焊接质量而选定的诸物理量 (如焊接电流、电弧电压、焊接速度、线能量等)的总称, 叫焊接工艺参数;线能量:指熔化焊时,焊接能源输入给单 位长度焊缝上的能量。显然焊接工艺参数,影响焊接接头输 入能量的大小,影响焊接热循环,从而影响热影响区的大小 和接头组织粗细。 4)焊后热处理:如正火,能细化接头组织,改善性能。 5)接头形式,工件厚度、施焊环境温度和预热等均会影响 焊后冷却速度,从而影响接头的组织和性能
3)焊接工艺,焊接时,为保证焊接质量而选定的诸物理量 (如焊接电流、电弧电压、焊接速度、线能量等)的总称, 叫焊接工艺参数;线能量:指熔化焊时,焊接能源输入给单 位长度焊缝上的能量。显然焊接工艺参数,影响焊接接头输 入能量的大小,影响焊接热循环,从而影响热影响区的大小 和接头组织粗细。 4)焊后热处理:如正火,能细化接头组织,改善性能。 5)接头形式,工件厚度、施焊环境温度和预热等均会影响 焊后冷却速度,从而影响接头的组织和性能
二、金属的焊接性能 1、金属焊接性的概念: 焊接性是金属材料对焊接加工的适应性,主要指在一 定的焊接工艺条件下,获得优质焊接接头的难易程度。包 括工艺焊接性,即在一定焊接工艺条件下,一定的金属形 成焊接缺陷的敏感性;使用焊接性,焊接接头对使用要求 的适应性,包括焊接接头的力学及其他特殊性能。 焊接性能随焊接方法、焊接材料和焊接工艺而变,不 同条件下焊接性能有很大差别。如钛的手工电弧焊接性极 差,但氩弧焊则好
二、金属的焊接性能 1、金属焊接性的概念: 焊接性是金属材料对焊接加工的适应性,主要指在一 定的焊接工艺条件下,获得优质焊接接头的难易程度。包 括工艺焊接性,即在一定焊接工艺条件下,一定的金属形 成焊接缺陷的敏感性;使用焊接性,焊接接头对使用要求 的适应性,包括焊接接头的力学及其他特殊性能。 焊接性能随焊接方法、焊接材料和焊接工艺而变,不 同条件下焊接性能有很大差别。如钛的手工电弧焊接性极 差,但氩弧焊则好