
4.2熔化焊 4.2.2埋弧自动焊 (二)埋弧自动焊的特点 1.埋弧自动焊的主要优点 10 (1)生产率高 (2)节省金属材料和电能 (3)焊接质量好 (4)劳动条件好 2.埋弧自动焊有以下缺点: (1)焊接适用的位置受到限制 埋弧焊机 1-导轨2-焊接小车3-立柱4-操纵盘5-焊丝 (2)焊接厚度受到限制 盘6-横梁7-焊剂漏斗8-焊接机头9-焊剂 10-渣壳11-焊缝12-焊接电缆13-焊接电源 (3)对焊件坡口加工与装配要求较严 14-控制箱 (三)埋弧自动焊的应用 埋弧焊具有生产效率高、焊缝质量好、熔深大、机械化程度高等特点 ,广泛应用于锅炉、压力容器、船舶、桥梁、起重机械、工程机械、冶金 机械以及海洋结构、核电设备等制造的主要焊接手段
4.2.2埋弧自动焊 4.2 熔化焊 (二)埋弧自动焊的特点 埋弧焊机 1-导轨 2-焊接小车 3-立柱 4-操纵盘 5-焊丝 盘 6-横梁 7-焊剂漏斗8-焊接机头 9-焊剂 10-渣壳 11-焊缝 12-焊接电缆13-焊接电源 14-控制箱 1. 埋弧自动焊的主要优点 (1)生产率高 (2)节省金属材料和电能 (3)焊接质量好 (4)劳动条件好 2. 埋弧自动焊有以下缺点: (1)焊接适用的位置受到限制 (2)焊接厚度受到限制 (3)对焊件坡口加工与装配要求较严 (三)埋弧自动焊的应用 埋弧焊具有生产效率高、焊缝质量好、熔深大、机械化程度高等特点 ,广泛应用于锅炉、压力容器、船舶、桥梁、起重机械、工程机械、冶金 机械以及海洋结构、核电设备等制造的主要焊接手段
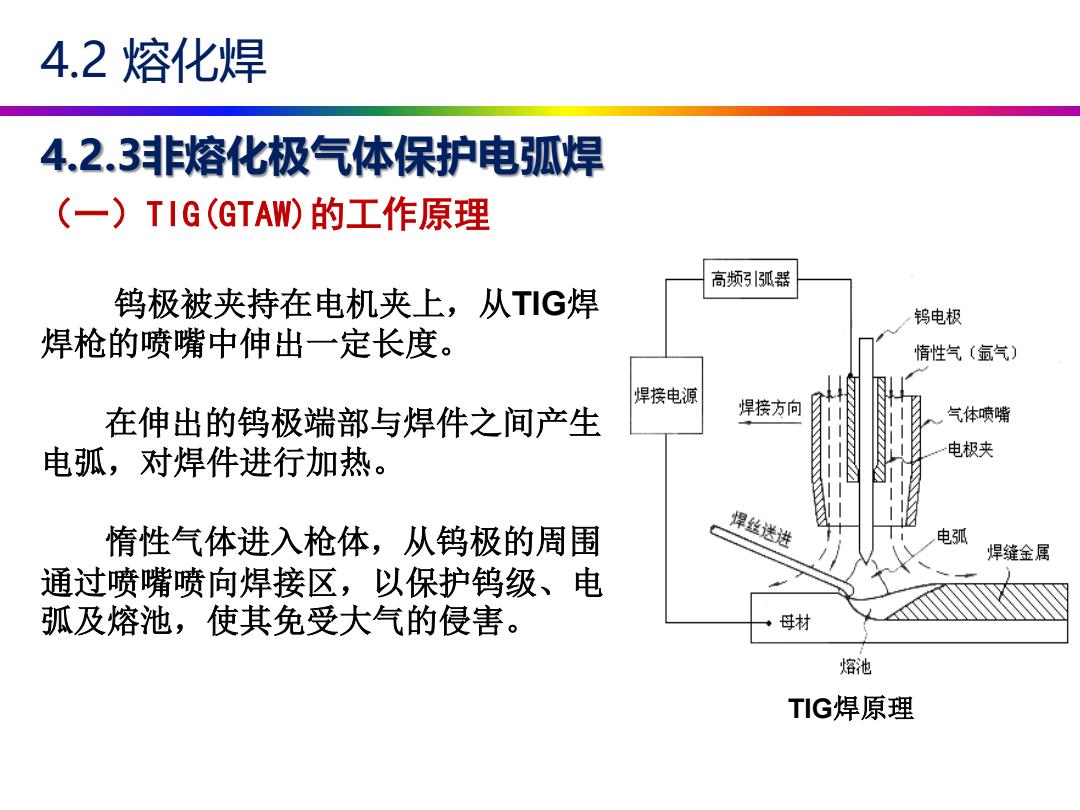
4.2熔化焊 4.2.3非熔化极气体保护电弧焊 (一)TIG(GTAW)的工作原理 高频引弧器 钨极被夹持在电机夹上,从TIG焊 钨电极 焊枪的喷嘴中伸出一定长度。 惰性气(氩气) 焊接电源 在伸出的钨极端部与焊件之间产生 焊接方向 气体喷嘴 电弧,对焊件进行加热。 电极夹 惰性气体进入枪体,从钨极的周围 焊丝送进 电孤 焊缝金属 通过喷嘴喷向焊接区,以保护钨级、电 弧及熔池,使其免受大气的侵害。 母材 熔池 TIG焊原理
4.2.3非熔化极气体保护电弧焊 4.2 熔化焊 (一)TIG(GTAW)的工作原理 TIG焊原理 钨极被夹持在电机夹上,从TIG焊 焊枪的喷嘴中伸出一定长度。 在伸出的钨极端部与焊件之间产生 电弧,对焊件进行加热。 惰性气体进入枪体,从钨极的周围 通过喷嘴喷向焊接区,以保护钨级、电 弧及熔池,使其免受大气的侵害
4.2熔化焊 4.2.3非熔化极气体保护电弧焊 (二)TIG焊的特点 1.TIG焊的优点 (1)能够实现高品质焊接,得到优良的焊缝。 (2)钨电极是不熔化的,焊缝很美观、平滑、均匀。 (3)特别适合于薄板焊接。 (4)在薄板焊接时无需填充焊丝。 (5)钨极氩弧焊时的电弧是各种电弧焊方法中稳定性最好的电弧之一。 (6)可以焊接各种金属材料,如:钢、铝、钛、镁等。 (7)TG焊可靠性高,可以焊接重要构件 2.TIG焊的缺点 (1)焊接效率低于其他方法 (2)易产生气孔,影响焊缝的质量 (3)钨微粒进入熔池会造成夹钨 (4)生产成本较高
4.2.3非熔化极气体保护电弧焊 4.2 熔化焊 (二)TIG焊的特点 1. TIG焊的优点 (1)能够实现高品质焊接,得到优良的焊缝。 (2)钨电极是不熔化的,焊缝很美观、平滑、均匀。 (3)特别适合于薄板焊接。 (4)在薄板焊接时无需填充焊丝。 (5)钨极氩弧焊时的电弧是各种电弧焊方法中稳定性最好的电弧之一。 (6)可以焊接各种金属材料,如:钢、铝、钛、镁等。 (7)TIG焊可靠性高,可以焊接重要构件 2. TIG焊的缺点 (1)焊接效率低于其他方法 (2)易产生气孔,影响焊缝的质量 (3)钨微粒进入熔池会造成夹钨 (4)生产成本较高
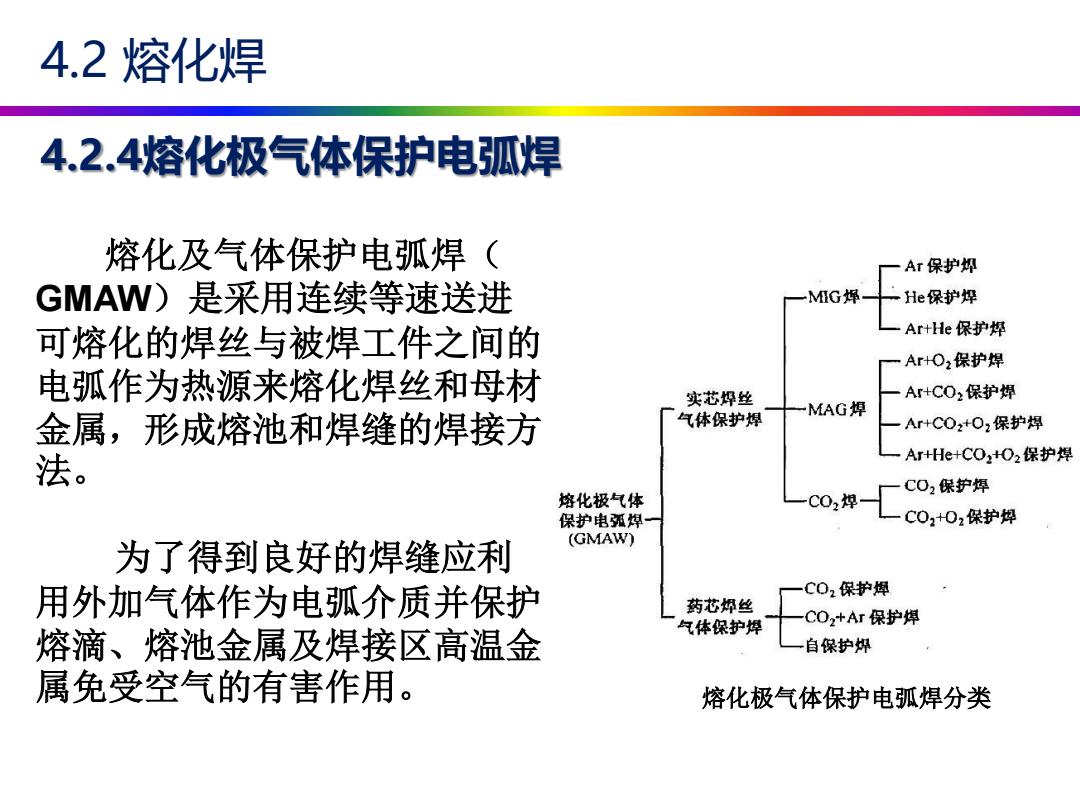
4.2熔化焊 4.2.4熔化极气体保护电弧焊 熔化及气体保护电弧焊( Ar保护坏 GMAW)是采用连续等速送进 MG焊 He保护焊 可熔化的焊丝与被焊工件之间的 Ar+He保护烨 ArHO2保护焊 电弧作为热源来熔化焊丝和母材 实芯焊丝 Ar+C02保护焊 气体保护焊 MAG焊 金属,形成熔池和焊缝的焊接方 Ar+C0z+O2保护焊 法。 Ar+HHe+COO2保护焊 C02保护焊 熔化极气体 保护电弧焊一 C02+02保护? (GMAW) 为了得到良好的焊缝应利 用外加气体作为电弧介质并保护 C02保护焊 药芯烁丝 气体保护焊 CO2tAr保护焊 熔滴、熔池金属及焊接区高温金 自保护焊 属免受空气的有害作用。 熔化极气体保护电弧焊分类
4.2.4熔化极气体保护电弧焊 4.2 熔化焊 熔化极气体保护电弧焊分类 熔化及气体保护电弧焊( GMAW)是采用连续等速送进 可熔化的焊丝与被焊工件之间的 电弧作为热源来熔化焊丝和母材 金属,形成熔池和焊缝的焊接方 法。 为了得到良好的焊缝应利 用外加气体作为电弧介质并保护 熔滴、熔池金属及焊接区高温金 属免受空气的有害作用
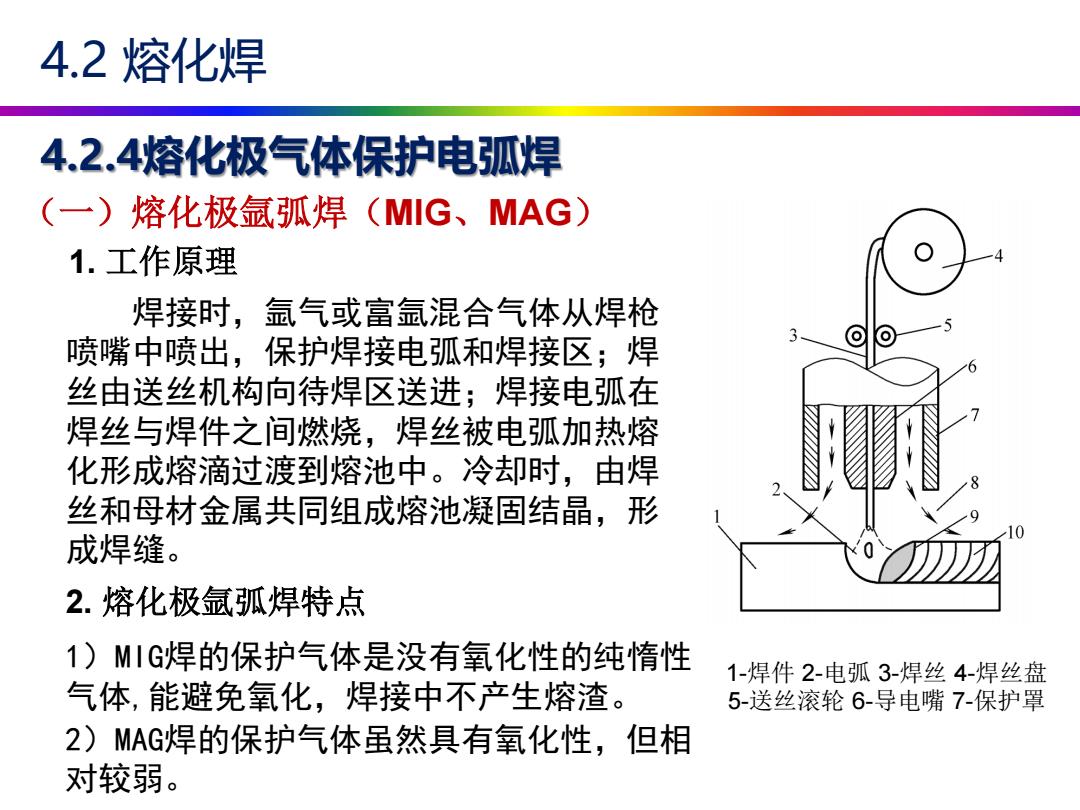
4.2熔化焊 4.2.4熔化极气体保护电弧焊 (一)熔化极氩弧焊(MIG、MAG) 1.工作原理 焊接时,氩气或富氩混合气体从焊枪 喷嘴中喷出,保护焊接电弧和焊接区;焊 丝由送丝机构向待焊区送进;焊接电弧在 焊丝与焊件之间燃烧,焊丝被电弧加热熔 化形成熔滴过渡到熔池中。冷却时,由焊 丝和母材金属共同组成熔池凝固结晶,形 成焊缝。 2.熔化极氩弧焊特点 1)MIG焊的保护气体是没有氧化性的纯惰性 1-焊件2-电弧3-焊丝4-焊丝盘 气体,能避免氧化,焊接中不产生熔渣。 5-送丝滚轮6-导电嘴7-保护罩 2)MAG焊的保护气体虽然具有氧化性,但相 对较弱
4.2.4熔化极气体保护电弧焊 4.2 熔化焊 (一)熔化极氩弧焊(MIG、MAG) 1. 工作原理 1-焊件 2-电弧 3-焊丝 4-焊丝盘 5-送丝滚轮 6-导电嘴 7-保护罩 焊接时,氩气或富氩混合气体从焊枪 喷嘴中喷出,保护焊接电弧和焊接区;焊 丝由送丝机构向待焊区送进;焊接电弧在 焊丝与焊件之间燃烧,焊丝被电弧加热熔 化形成熔滴过渡到熔池中。冷却时,由焊 丝和母材金属共同组成熔池凝固结晶,形 成焊缝。 2. 熔化极氩弧焊特点 1)MIG焊的保护气体是没有氧化性的纯惰性 气体,能避免氧化,焊接中不产生熔渣。 2)MAG焊的保护气体虽然具有氧化性,但相 对较弱