4.1焊接成形理论基础 阴极区(Cathode):阴极前面存 4 在由阳离子构成的正空间电荷区域 直流电源E。 电阻R 电流I。 ,产生的压降称作阴极压降( Cathode Voltage Drop) 阴极O ⊕阳极 阳极区(Anode):阳极前面存在 (a) 弧柱 由电子构成的负空间电荷区域,产 V阳极压降 生的压降称作阳极压降(Anode - Voltage Drop) Ve弧柱压降 --- (b) ■弧柱区(Arc column/arc plasma V阴极压降 ),以很平缓的形式呈现线形电压 电弧电压分布 降,称作弧柱区压降(Positive Column Yoltage Orop) 电弧构造与电弧电压分布
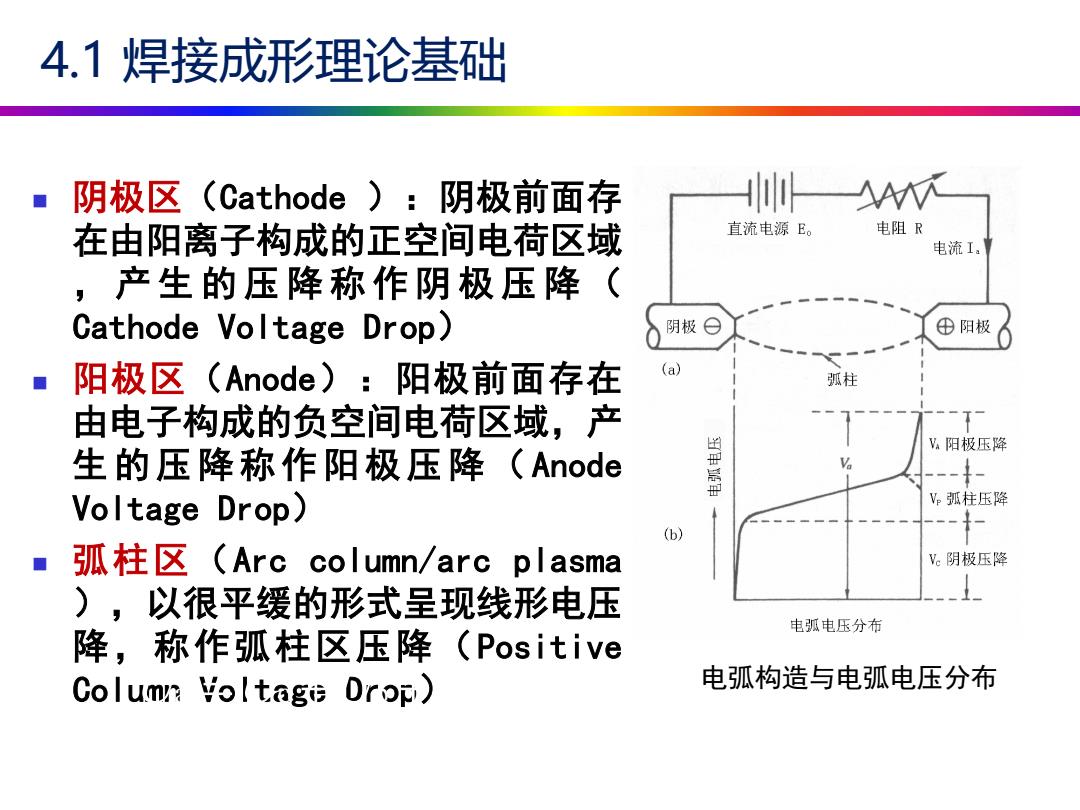
4.1 焊接成形理论基础 ◼ 阴极区(Cathode ):阴极前面存 在由阳离子构成的正空间电荷区域 , 产生的压降称作阴极压降 ( Cathode Voltage Drop) ◼ 阳极区(Anode):阳极前面存在 由电子构成的负空间电荷区域,产 生的压降称作阳极压降(Anode Voltage Drop) ◼ 弧柱区(Arc column/arc plasma ),以很平缓的形式呈现线形电压 降,称作弧柱区压降(Positive Column U U U U a c p a Voltage = + + Drop) 电弧构造与电弧电压分布
4.1焊接成形理论基础 4.1.2焊接接头组织与性能 (一)焊缝金属的组织和性能 焊缝金属是由母材和焊条熔化形 二广二_3二1504 2 1300 成的熔池冷却结晶而成的。结晶时, 以熔池和母材金属的交界处的半熔化 1100 900 金属晶粒为晶核,沿着垂直于散热面 700 方向反向生长为柱状晶,最后这些柱 状晶在焊缝中心相接触而停止生长。 0.772.1 (二)熔合区和热影响区的组织和性能 C/% 1)熔合区2)过热区3)正火区 低碳钢焊接接头温度分布与组织变化 1-熔合区2-过热区3-正火区4-不完全 4)不完全重结晶区5)再结晶区 重结晶区5-再结晶区
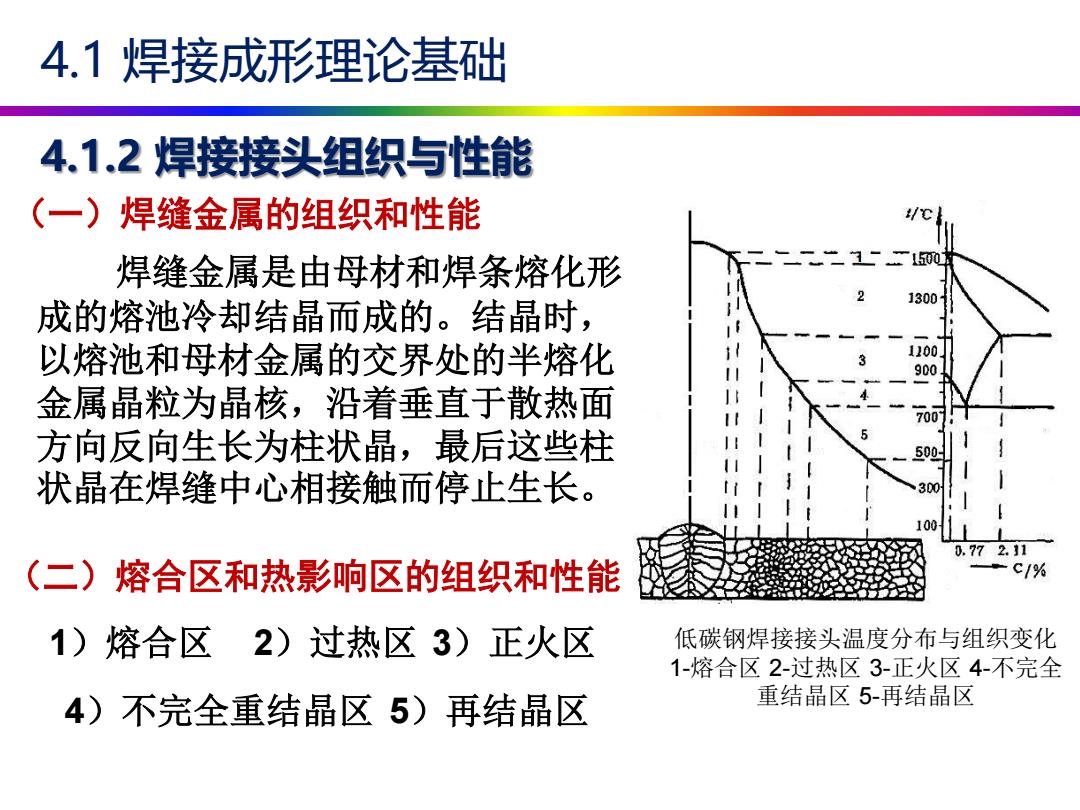
4.1.2 焊接接头组织与性能 4.1 焊接成形理论基础 (一)焊缝金属的组织和性能 (二)熔合区和热影响区的组织和性能 焊缝金属是由母材和焊条熔化形 成的熔池冷却结晶而成的。结晶时, 以熔池和母材金属的交界处的半熔化 金属晶粒为晶核,沿着垂直于散热面 方向反向生长为柱状晶,最后这些柱 状晶在焊缝中心相接触而停止生长。 1)熔合区 2)过热区 3)正火区 4)不完全重结晶区 5)再结晶区 低碳钢焊接接头温度分布与组织变化 1-熔合区 2-过热区 3-正火区 4-不完全 重结晶区 5-再结晶区
4.1焊接成形理论基础 4.1.2焊接接头组织与性能 (一)影响接头性能的因素及改善措施 线余应力 1)合理选择焊接方法、接 成力集巾 组织成分不同 头形式与焊接规范,控制合 焊趾及咬边 角变形 适的焊后冷却速度 2)进行焊后热处理,改善热 影响区组织和性能 焊缝金属 热影响区 3)采用多层焊,使前层的 路 组织和性能得到改善。 咬 裂 焊透 渣 脆化 4)尽量选择低碳且硫、磷 影响焊接接头性能的主要因素示意图 含量低的钢材作为焊接结构 材料
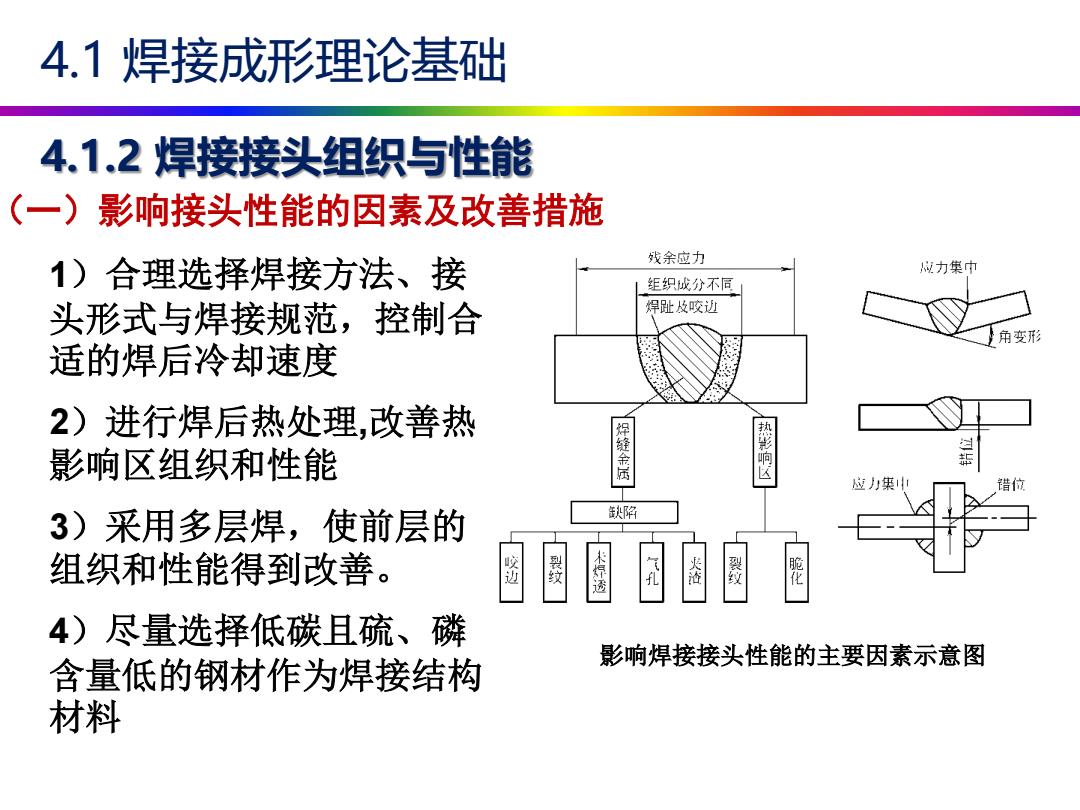
4.1.2 焊接接头组织与性能 4.1 焊接成形理论基础 (一)影响接头性能的因素及改善措施 影响焊接接头性能的主要因素示意图 1)合理选择焊接方法、接 头形式与焊接规范,控制合 适的焊后冷却速度 2)进行焊后热处理,改善热 影响区组织和性能 3)采用多层焊,使前层的 组织和性能得到改善。 4)尽量选择低碳且硫、磷 含量低的钢材作为焊接结构 材料
4.1焊接成形理论基础 4.1.3焊接应力与变形 (一)焊接应力与变形的形成机理及影响因素 1.高温下金属性能显著改变2.焊接的温度场的空间分布不均匀 面内位移(热膨胀,冷却收缩) 焊接过程 面外位移(热应力导致失稳位移) 瞬态热变形 相变组织变形 焊接 焊缝纵向收缩 变形 面内 焊缝横向收缩 变形 回转变形 焊后 残余变形 角变形 面外 弯曲变形 变形 扭曲变形 失稳波浪变形
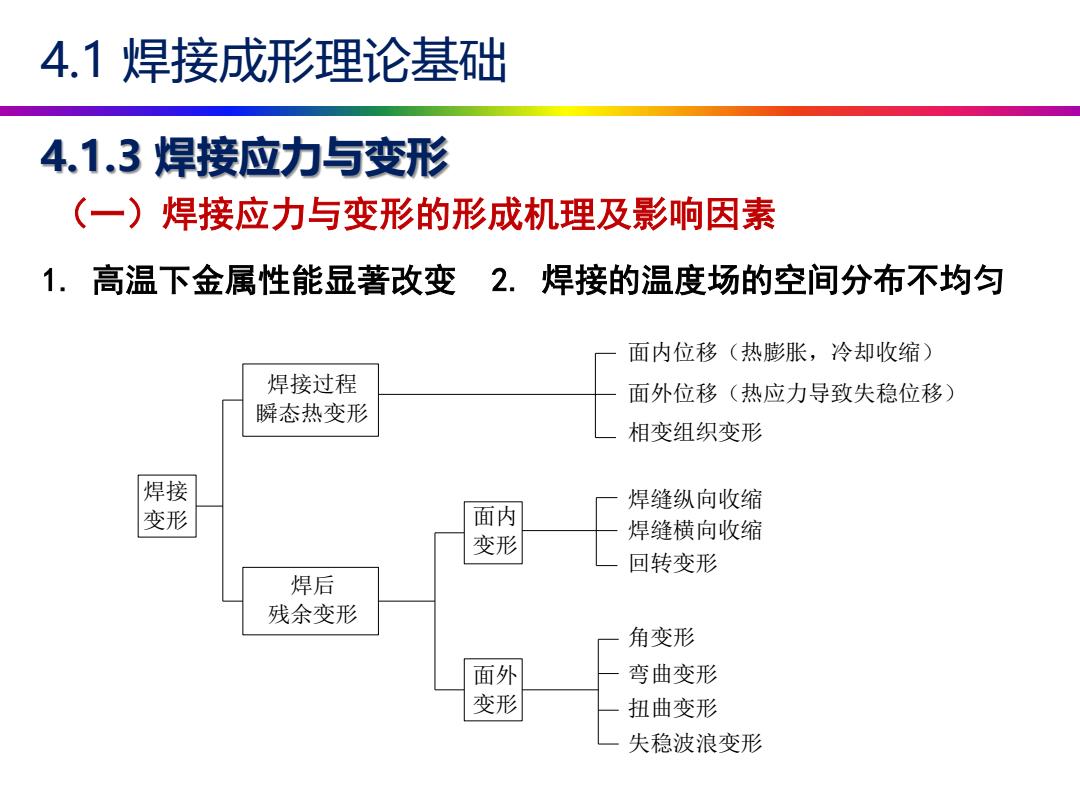
4.1.3 焊接应力与变形 4.1 焊接成形理论基础 (一)焊接应力与变形的形成机理及影响因素 焊接 变形 焊接过程 瞬态热变形 焊后 残余变形 面内 变形 面外 变形 面内位移(热膨胀,冷却收缩) 面外位移(热应力导致失稳位移) 相变组织变形 焊缝纵向收缩 焊缝横向收缩 回转变形 角变形 弯曲变形 扭曲变形 失稳波浪变形 1. 高温下金属性能显著改变 2. 焊接的温度场的空间分布不均匀
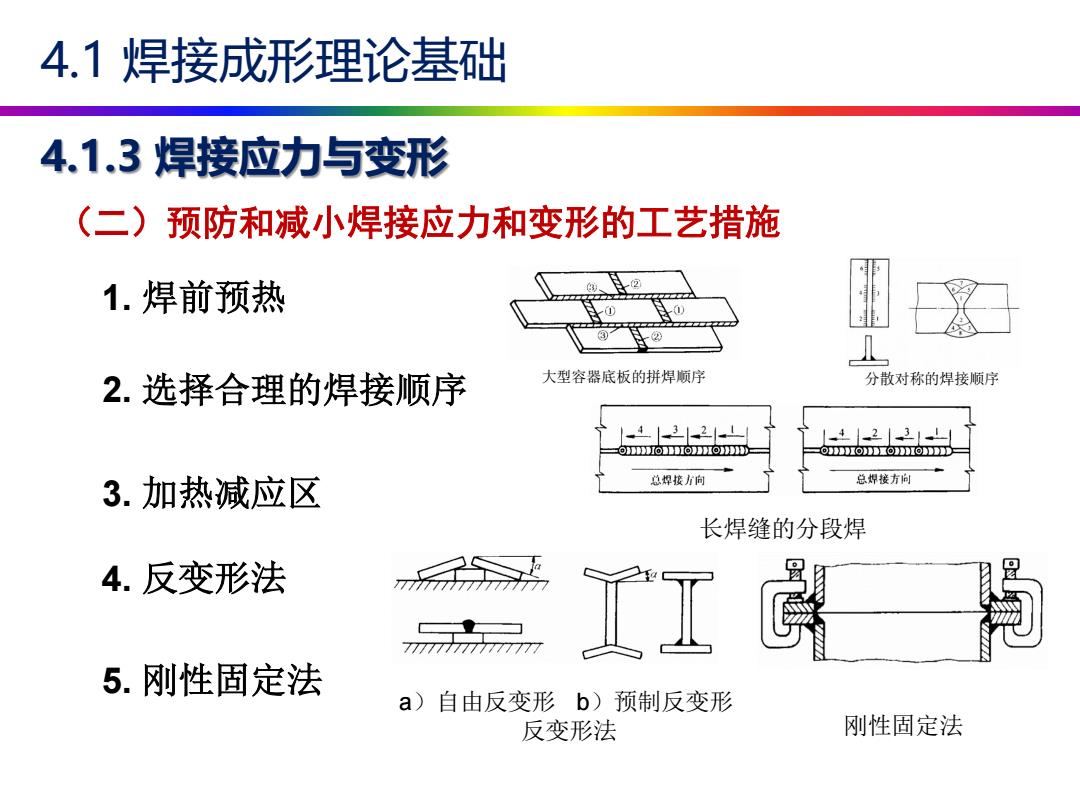
4.1焊接成形理论基础 4.1.3焊接应力与变形 (二)预防和减小焊接应力和变形的工艺措施 1.焊前预热 ② ③ 2.选择合理的焊接顺序 大型容器底板的拼焊顺序 分散对称的焊接顺序 043|2-山 1423· OIOIITODOJI OIONDKONDDIONDID 3.加热减应区 总焊接方向 总焊接方向 长焊缝的分段焊 4.反变形法 余 工工 5.刚性固定法 a)自由反变形 b)预制反变形 反变形法 刚性固定法
4.1.3 焊接应力与变形 4.1 焊接成形理论基础 (二)预防和减小焊接应力和变形的工艺措施 1. 焊前预热 2. 选择合理的焊接顺序 3. 加热减应区 4. 反变形法 5. 刚性固定法 刚性固定法 大型容器底板的拼焊顺序 分散对称的焊接顺序 长焊缝的分段焊 a)自由反变形 b)预制反变形 反变形法