3.自动轧管变形过程 a.变形区组成: 减径区1(轧管准备区):轧辊咬入毛管(一 次咬入)接触顶头为止; 减壁区2:顶头穿入毛管(二次咬入)→外表 脱离轧辊为止。 b.轧管变形过程:根据变形特点分为三个阶段 ①压扁变形阶段:减径区四点接触→高向压缩 横向宽度↑
3.自动轧管变形过程 a.变形区组成: • 减径区l1(轧管准备区):轧辊咬入毛管(一 次咬入)→接触顶头为止; • 减壁区l2:顶头穿入毛管(二次咬入)→外表 脱离轧辊为止。 b.轧管变形过程:根据变形特点分为三个阶段 ①压扁变形阶段:减径区四点接触→高向压缩、 横向宽度↑
②减径变形阶段: 壁厚↑:特别是开口处大 3 减壁变形阶段:开始接触顶头!辊型和顶头组成的环 状间隙! 为什么自动轧管机壁厚不均? ◆孔型开口处变形小,壁较厚,且受附加轴向拉应力的作 用(横裂);而孔型顶部变形大,壁较薄→导致横向壁 厚不均。 设置均整工序: 壁厚不均→穿孔后:18一20%;轧管第一道后:50 60%;第二道后:20%左右;均整后:8-12%
②减径变形阶段: ◆ 壁厚↑:特别是开口处大 ③减壁变形阶段:开始接触顶头!辊型和顶头组成的环 状间隙↓ 为什么自动轧管机壁厚不均? ◆ 孔型开口处变形小,壁较厚,且受附加轴向拉应力的作 用(横裂);而孔型顶部变形大,壁较薄→导致横向壁 厚不均。 ❖ 设置均整工序: 壁厚不均→穿孔后:18-20%;轧管第一道后:50- 60%;第二道后:20%左右;均整后:8-12%

R R 彩水卫本 B Sk 夕 图5-33轧管变形区示意图 A一在靴形顶头上轧制影b一在长芯栋上轧制
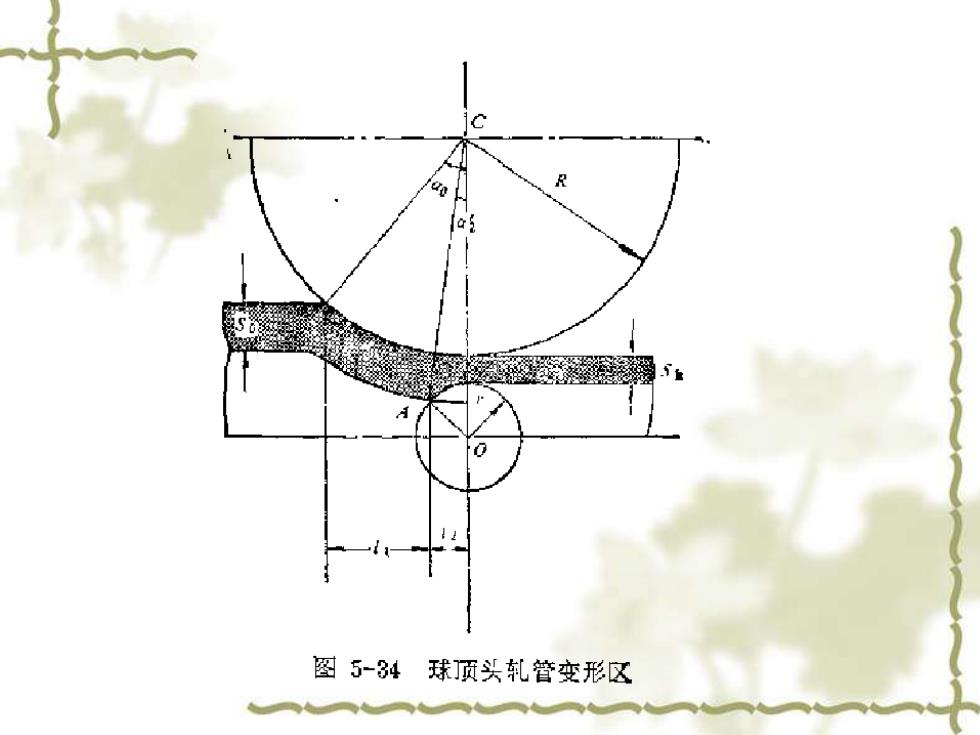
0 R 图5-34球项头轧管变形区
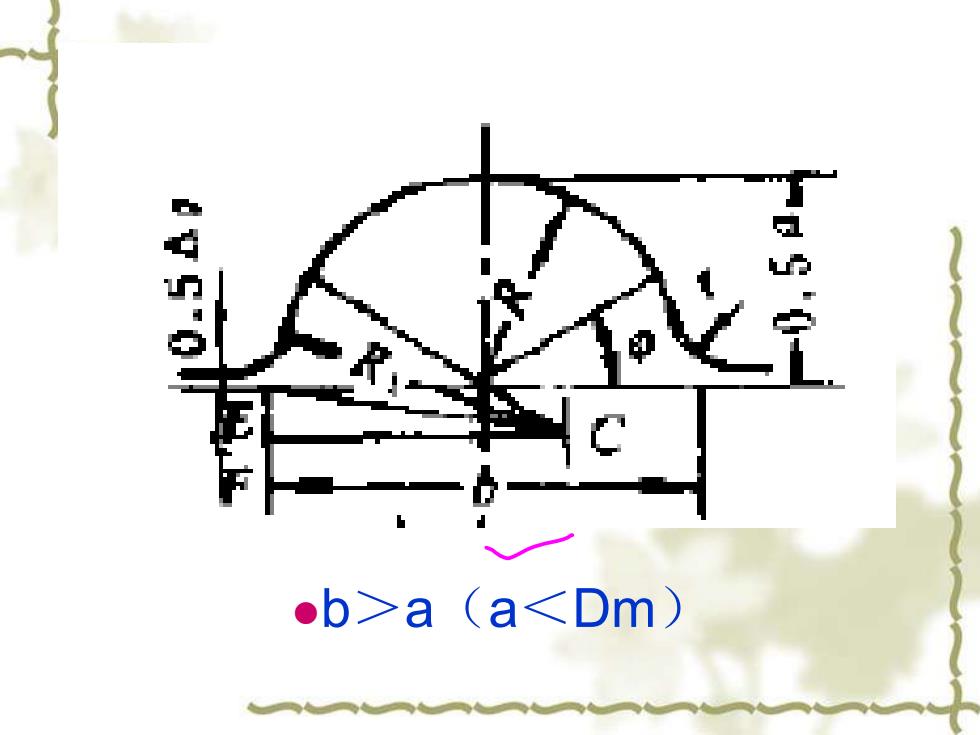
●b>a(a<Dm)
⚫ b > a ( a <Dm )