浮力的共同作用。此时试样表面将发生润湿和焊接。 D点:如果试样需要的热容量大或者试样涂有的助焊剂较多,在 D点才开始润湿和焊接。 C点到D点:试样达到焊接温度或焊剂激活”需要的时间。 E点:正在润湿过程中。 D点到E点:在这一时间段熔融的焊料处于润湿和凹面回升过程 中,表面张力有向上的分量,并且越来越小,如果可焊性好的化,这 段时间比较短。 F点:熔融焊料凹下去的液面回到水平,表面张力的方向是水平 的,垂直方向的主要作用是浮力。可以将过F点的时间定义为零交时 间,作为衡量可焊性的一个指标。 G点:在指定的时间所测的合力值。通常标准选择2s,即测量 2s时的合力值。 H点:最大合力点。这是焊料爬升高度最高,润湿力最大。 D点到H点:焊料沿着试样表面爬升的过程。D点到H点的 斜率越大,表明可焊性越好。 K点:测试结束前一瞬间的合力值,通常K点的值同H点的值 比较接近,表明润湿的稳定性好。如果K点比H点低,表明焊料沿 着试样表面“回落”,凸面有所下降,为失润现象。失润也是衡量试样 可焊性的一个指标。 (3)焊球法 此方法也属于润湿平衡法。采用一个小的焊片或焊料球,将其置
浮力的共同作用。此时试样表面将发生润湿和焊接。 D 点:如果试样需要的热容量大或者试样涂有的助焊剂较多,在 D 点才开始润湿和焊接。 C 点到 D 点:试样达到焊接温度或焊剂“激活”需要的时间。 E 点:正在润湿过程中。 D 点到 E 点:在这一时间段熔融的焊料处于润湿和凹面回升过程 中,表面张力有向上的分量,并且越来越小,如果可焊性好的化,这 段时间比较短。 F 点:熔融焊料凹下去的液面回到水平,表面张力的方向是水平 的,垂直方向的主要作用是浮力。可以将过 F 点的时间定义为零交时 间,作为衡量可焊性的一个指标。 G 点:在指定的时间所测的合力值。通常标准选择 2s,即测量 2s 时的合力值。 H 点:最大合力点。这是焊料爬升高度最高,润湿力最大。 D 点到 H 点:焊料沿着试样表面“爬升”的过程。D 点到 H 点的 斜率越大,表明可焊性越好。 K 点:测试结束前一瞬间的合力值,通常 K 点的值同 H 点的值 比较接近,表明润湿的稳定性好。如果 K 点比 H 点低,表明焊料沿 着试样表面“回落”,凸面有所下降,为失润现象。失润也是衡量试样 可焊性的一个指标。 (3) 焊球法 此方法也属于润湿平衡法。采用一个小的焊片或焊料球,将其置

于一个微小的加热平台上使其熔化形成一个熔融的小液滴或焊球,把 涂有焊剂的试样的管脚或被焊表面接触并深入到熔融的液滴内1/2。 保持一段时间直至试样表面被润湿为止,如图5所示。图6为获得的 润湿性测试曲线。 图5焊球法测试润湿性 g>90g=90<90 图6润湿曲线 试样从液面浸入,将会受到向上的浮力(0>90)作用,进一步润 湿(0<90),试样周围形成双曲线凹面。相对于润湿的速度而言,评 价方法就是:测定试样与液面接触开始到0=90°为止的时间(T)及 液面接触开始达到最大润湿力的23处的时间(T)。并且,求出试 样从锡球中拔出时的合力(Fed)和最大合力(Fa)的比值。当比
于一个微小的加热平台上使其熔化形成一个熔融的小液滴或焊球,把 涂有焊剂的试样的管脚或被焊表面接触并深入到熔融的液滴内 1/2。 保持一段时间直至试样表面被润湿为止,如图 5 所示。图 6 为获得的 润湿性测试曲线。 图 5 焊球法测试润湿性 图 6 润湿曲线 试样从液面浸入,将会受到向上的浮力( > 90)作用,进一步润 湿( < 90),试样周围形成双曲线凹面。相对于润湿的速度而言,评 价方法就是:测定试样与液面接触开始到=90为止的时间(T0)及 液面接触开始达到最大润湿力的 2/3 处的时间(T1)。并且,求出试 样从锡球中拔出时的合力(Fend)和最大合力(Fmax)的比值。当比
值比值大于0.8时,就可以判定有润湿现象发生。 三、实验仪器设备 设备:可焊性测试仪、加热台: 耗材:焊膏、丝网模板、玻璃片。 四、实验方法和步骤 1、焊膏锡珠试验法检测焊膏的润湿性 1)丝网印刷 利用丝网印刷台手动在玻璃片上印刷焊膏。焊膏是触变流体,具 有黏性。当刮刀以一定速度和角度向前移动,对焊膏产生一定的压力, 推动焊膏在刮刀前滚动,同时将焊膏挤压注入模板的漏孔中。 2)在焊膏熔点25℃以上加热使焊膏收球并观察其过程。 3)观察收好的球,主要观察后残留物质特性和焊膏回流后形成 的焊料球的光亮程度等。 2、使用可焊性测试仪检测 采用润湿平衡法测量不同助焊剂条件下的铜锡可焊性。 3、使用接触角测量仪检测焊点的接触角 五、实验报告 写一份包含不同可焊性评价方法、润湿平衡方法、助焊剂润湿原 理等内容的实验报告
值比值大于 0.8 时,就可以判定有润湿现象发生。 三、实验仪器设备 设备:可焊性测试仪、加热台; 耗材:焊膏、丝网模板、玻璃片。 四、实验方法和步骤 1、焊膏-锡珠试验法检测焊膏的润湿性 1)丝网印刷 利用丝网印刷台手动在玻璃片上印刷焊膏。焊膏是触变流体,具 有黏性。当刮刀以一定速度和角度向前移动,对焊膏产生一定的压力, 推动焊膏在刮刀前滚动,同时将焊膏挤压注入模板的漏孔中。 2)在焊膏熔点 25℃以上加热使焊膏收球并观察其过程。 3)观察收好的球,主要观察后残留物质特性和焊膏回流后形成 的焊料球的光亮程度等。 2、使用可焊性测试仪检测 采用润湿平衡法测量不同助焊剂条件下的铜-锡可焊性。 3、使用接触角测量仪检测焊点的接触角 五、实验报告 写一份包含不同可焊性评价方法、润湿平衡方法、助焊剂润湿原 理等内容的实验报告
实验二微焊点金相实验 一、实验目的 1、掌握使用光学显微镜的原理和方法; 2、掌握金属制样的操作方法: 3、了解无铅焊点金属间化合物(IMC)的成分、厚度对焊点可 靠性的影响。 二、实验原理 1、金相显微镜的光学放大原原理 金相显微镜是依靠光学系统实现放大作用的,其基本原理如图1 所示。光学系统主要包括物镜、目镜及一些辅助光学零件。对着被观 察物体AB的一组透镜叫物镜O1:对着眼晴的一组透镜叫目镜O2。 现代显微镜购物镜和目镜都是由复杂的透镜系统所组成,放大倍数可 提高到1600一2000倍。 月镜 图1金相显傲镜的光学放大原理示意图
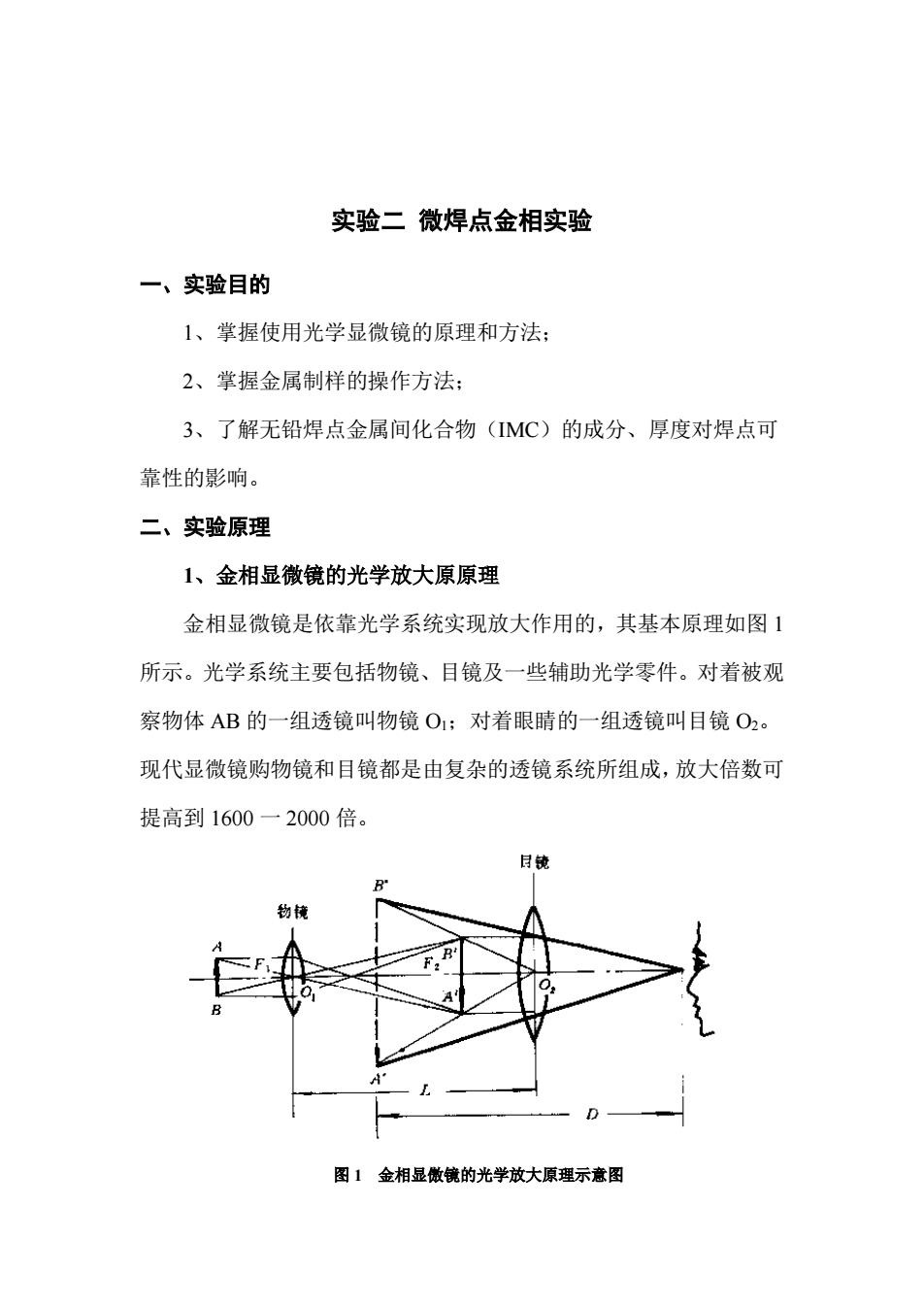
实验二 微焊点金相实验 一、实验目的 1、掌握使用光学显微镜的原理和方法; 2、掌握金属制样的操作方法; 3、了解无铅焊点金属间化合物(IMC)的成分、厚度对焊点可 靠性的影响。 二、实验原理 1、金相显微镜的光学放大原原理 金相显微镜是依靠光学系统实现放大作用的,其基本原理如图 1 所示。光学系统主要包括物镜、目镜及一些辅助光学零件。对着被观 察物体 AB 的一组透镜叫物镜 O1;对着眼睛的一组透镜叫目镜 O2。 现代显微镜购物镜和目镜都是由复杂的透镜系统所组成,放大倍数可 提高到 1600 一 2000 倍。 图 1 金相显傲镜的光学放大原理示意图
当被观察物体AB置于物镜前焦点略远远处时,物体的反射光线 穿过物镜经折射后,得到一个放大的倒立实象A'B'(称为中间象)。 若A'B'处于目镜焦距之内,则通过目镜观察到的物象是经目镜再 次放大了的虚象A”B”。由于正常人眼观察物体时最适宜的距离是 z50mm(称为明视距离),因此在显微镜设计上,应让虚象足AB好落 在距人眼250mm处,以使观察到的物体影象最清晰。 金相试样的制备方法 金相显微试样的制备过程包括取样、镶嵌、磨制、抛光、浸蚀等 工序。现简要叙述如下: 1、取样 显微试样的选取应根据研究目的,取其具有代表性的部位。 2、镶嵌 采用树脂冷镶的方法。 3、磨制 磨制是为了得到平整的磨面,为抛光作准备。一般磨制过程分为 粗磨和细磨。 (1)粗磨粗磨一般在砂轮机上进行。对很软的材料,可用锉刀 锉平。砂轮粗磨应利用砂轮的侧面,并使试样沿砂轮径向作往复缓慢 移动,施加压力要适度、均匀。在磨制过程中要不断用水冷却试样, 以防由于温度升高造成试样内部组织变化。最后,将试样倒角,以免 细磨及抛光时划破砂纸或抛光布。但对需要观察表层组织的试祥,不 能倒角
当被观察物体 AB 置于物镜前焦点略远远处时,物体的反射光线 穿过物镜经折射后,得到一个放大的倒立实象 A′B′(称为中间象)。 若 A′B′处于目镜焦距之内,则通过目镜观察到的物象是经目镜再 次放大了的虚象 A″B″。由于正常人眼观察物体时最适宜的距离是 z50mm(称为明视距离),因此在显微镜设计上,应让虚象足 AB 好落 在距人眼 250mm 处,以使观察到的物体影象最清晰。 金相试样的制备方法 金相显微试样的制备过程包括取样、镶嵌、磨制、抛光、浸蚀等 工序。现简要叙述如下: 1、取样 显微试样的选取应根据研究目的,取其具有代表性的部位。 2、镶嵌 采用树脂冷镶的方法。 3、磨制 磨制是为了得到平整的磨面,为抛光作准备。一般磨制过程分为 粗磨和细磨。 (1)粗磨 粗磨一般在砂轮机上进行。对很软的材料,可用锉刀 锉平。砂轮粗磨应利用砂轮的侧面,并使试样沿砂轮径向作往复缓慢 移动,施加压力要适度、均匀。在磨制过程中要不断用水冷却试样, 以防由于温度升高造成试样内部组织变化。最后,将试样倒角,以免 细磨及抛光时划破砂纸或抛光布。但对需要观察表层组织的试祥,不 能倒角