東大学 数控语言型:采用某种高级语言对零件几何形状及 走刀线路进行定义,由计算机完成复杂的几何运算, 或通过工艺数据库对刀具、夫具及切削用量进行选 择。这种方法在我国善及率较低,已逐渐被人机交 互图形编程所取代。 人机交互图形编程:人机交互图形编程是直接利用 2自动编程 计算机辅助设计系统所生成的零件图像,定义走刀 路线、输入有关工艺参数后,便自动生成数控加工 程序,而且还可方便地进行图形仿真检验。如UG, PRO/E,CAXA-ME,Master CAM.等。 数字化编程(逆向编程):用测量机或扫描仪对零 件图纸或实物的形状和尺寸进行测量或扫描,然后 经计算机处理后自动生成数控加工程序。这种方法 十分方便,但成本较高,仅用一些特殊场合
2自动编程 数控语言型:采用某种高级语言对零件几何形状及 走刀线路进行定义,由计算机完成复杂的几何运算, 或通过工艺数据库对刀具、夹具及切削用量进行选 择。这种方法在我国普及率较低,已逐渐被人机交 互图形编程所取代。 人机交互图形编程:人机交互图形编程是直接利用 计算机辅助设计系统所生成的零件图像,定义走刀 路线、输入有关工艺参数后,便自动生成数控加工 程序,而且还可方便地进行图形仿真检验。如UG, PRO/E, CAXA-ME, Master CAM等。 数字化编程(逆向编程):用测量机或扫描仪对零 件图纸或实物的形状和尺寸进行测量或扫描,然后 经计算机处理后自动生成数控加工程序。这种方法 十分方便,但成本较高,仅用一些特殊场合
承上大学 1.3典型数控系统 1.FANUC法那科(克)数控系统 2.SIEMENS西门子数控系统 3.FAGOR法格数控系统 4.OKUM大隈数控系统 5.华中数控系统 6.广州数控系统 7.航天数控系统
1. FANUC法那科(克)数控系统 2. SIEMENS西门子数控系统 3. FAGOR法格数控系统 4. OKUM大隈数控系统 5. 华中数控系统 6. 广州数控系统 7. 航天数控系统 1.3 典型数控系统
承上大学 第二章程序编制 2.1坐标系 一机床坐标系 工件坐标象
2.1 坐标系 机床坐标系 工件坐标系 第 二章 程 序 编 制
2.1.1机床坐标系 又称机械坐标系,其 坐标原点的位置则由机床 生产厂设定。机床坐标系 X85032M 的原点也称为机床零点。 是数控机床进行位置检测、 控制、显示的唯一基准。 刀具基准点:数控机床 案我大 以刀具为参照物控制机 床的运动。我们要相对 一个唯一确定的点对刀 具进行比较和控制,依 据测量条件和测量手段 不同,位置有所不同, 有测刀仪时,在数控铣 床上这一点一般是主轴 端面的中心,称之为刀 具基准点
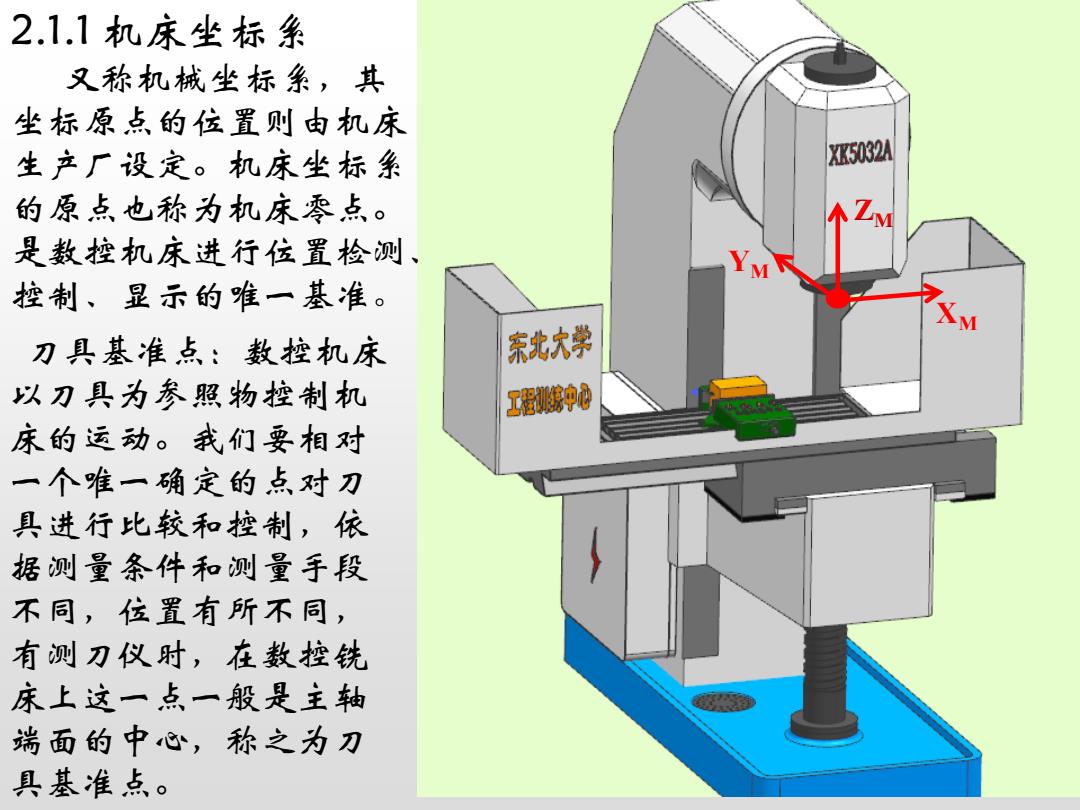
2.1.1 机床坐标系 又称机械坐标系,其 坐标原点的位置则由机床 生产厂设定。机床坐标系 的原点也称为机床零点。 是数控机床进行位置检测、 控制、显示的唯一基准 。 刀具基准点:数控机床 以刀具为参照物控制机 床的运动。我们要相对 一个唯一确定的点对刀 具进行比较和控制,依 据测量条件和测量手段 不同,位置有所不同, 有测刀仪时,在数控铣 床上这一点一般是主轴 端面的中心,称之为刀 具基准点。 Z M Y M X M
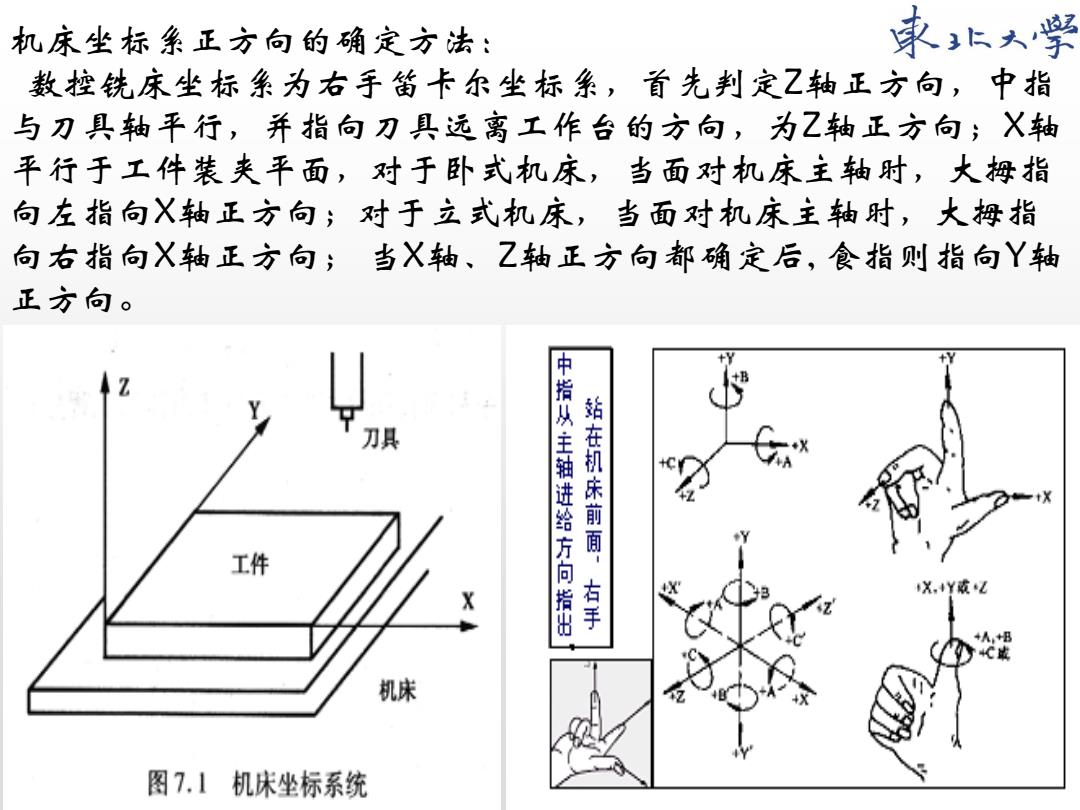
机床坐标系正方向的确定方法: 束k大学 数控铣床坐标系为右手笛卡尔坐标系,首先判定乙轴正方向,中指 与刀具轴平行,并指向刀具远离工作台的方向,为Z轴正方向;X轴 平行于工件装夹平面,对于卧式机床,当面对机床主轴时,大拇指 向左指向X轴正方向;对于立式机床,当面对机床主轴时,大拇指 向右指向X轴正方向;当X轴、Z轴正方向都确定后,食指则指向Y轴 正方向。 刀具 工件 中指从主轴进给方向指出 站在机床前面,右手 机床 图7.】机床坐标系统
机床坐标系正方向的确定方法: 数控铣床坐标系为右手笛卡尔坐标系,首先判定Z轴正方向,中指 与刀具轴平行,并指向刀具远离工作台的方向,为Z轴正方向;X轴 平行于工件装夹平面,对于卧式机床,当面对机床主轴时,大拇指 向左指向X轴正方向;对于立式机床,当面对机床主轴时,大拇指 向右指向X轴正方向; 当X轴、Z轴正方向都确定后, 食指则指向Y轴 正方向