●●● ●●●● ●● ●●● 1.2数控线切割机床的种类 电火花线切割机床是电火花加工机床的一种,根据走丝速度和加工精度不同, 分快走丝和慢走丝两种。 ● 快走丝:用0.03~0.25mm的钼丝作电极,往复循环使用,走丝速度为8~10m/s, 加工精度为±0.01mm表面粗糙度Ral.6~6.3m。工作液为乳化液,如:DX-1、TM- 1、502型。 慢走丝:走丝速度是3~12m/min,电极丝广泛使用铜丝,单向移动,电极丝只 使用一次,不重复使用。能自动穿电极丝和自动卸除加工废料,实现无人操作。加 工精度可达到士0.001mm,表面粗糙度为Ra0.1~0.2m,价格比快走丝高。工作液 为去离子水
1.2数控线切割机床的种类 • 电火花线切割机床是电火花加工机床的一种,根据走丝速度和加工精度不同, 分快走丝和慢走丝两种。 • 快走丝:用0.03~0.25mm的钼丝作电极,往复循环使用,走丝速度为8~10m/s, 加工精度为±0.01mm 表面粗糙度Ra1.6~6.3µm 。工作液为乳化液,如:DX-1、TM- 1、502型。 • 慢走丝:走丝速度是3~12m/min,电极丝广泛使用铜丝,单向移动,电极丝只 使用一次,不重复使用。能自动穿电极丝和自动卸除加工废料,实现无人操作。加 工精度可达到±0.001mm,表面粗糙度为 Ra0.1~0.2µm,价格比快走丝高。工作液 为去离子水
● ●●● ●●。● ●●● 1.2数控线切割机床的种类 士京码奇侵米尔公司 北京调奇夏米尔公司 快走丝线切割机床
快走丝线切割机床 1.2数控线切割机床的种类
●● ● ● 1.2数控线切割机床的种类 快走丝:0.03 0.25mm的钼丝作 电极,往复循环 使用,走丝速度 为810m/s,加 工精度为 ±0.01mm表面 粗糙度Ra1.6~ 6.3μm。工作液 为乳化液,如: DX-1、TM-1、 快走丝线切割机床 502型
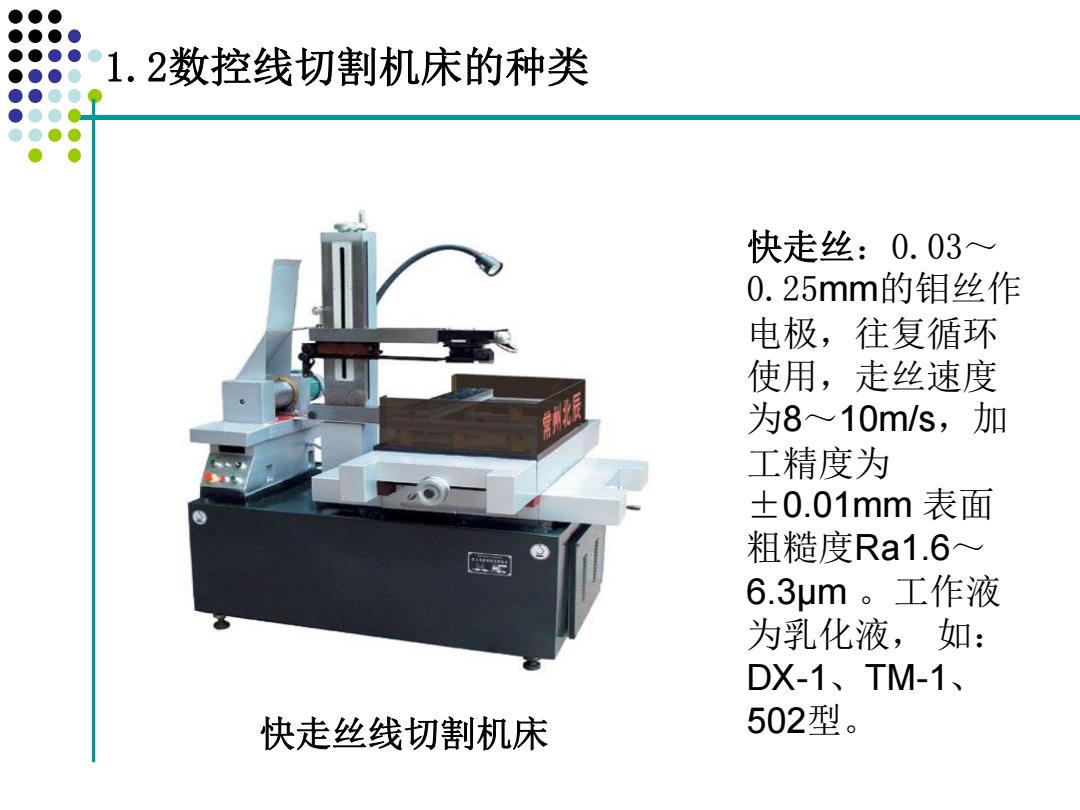
快走丝:0.03~ 0.25mm的钼丝作 电极,往复循环 使用,走丝速度 为8~10m/s,加 工精度为 ±0.01mm 表面 粗糙度Ra1.6~ 6.3µm 。工作液 为乳化液, 如: DX-1、TM-1、 502型。 1.2数控线切割机床的种类 快走丝线切割机床
●● 1.2数控线切割机床的种类 ● 慢走丝:走丝速度是 3~12m/min,电极丝 广泛使用铜丝,单向 移动,电极丝一般使 数控装置 用黄铜丝且只能使用 一次,不重复使用。 主机 能自动穿电极丝和自 脉冲电源 动卸除加工废料,实 现无人操作。加工 精度可达到 ±0.001mm,表面粗 )慢走丝线切到机床 糙度为Ra0.10.2m, 价格比快走丝机床贵。 慢走丝线切割机床 工作液为去离子水
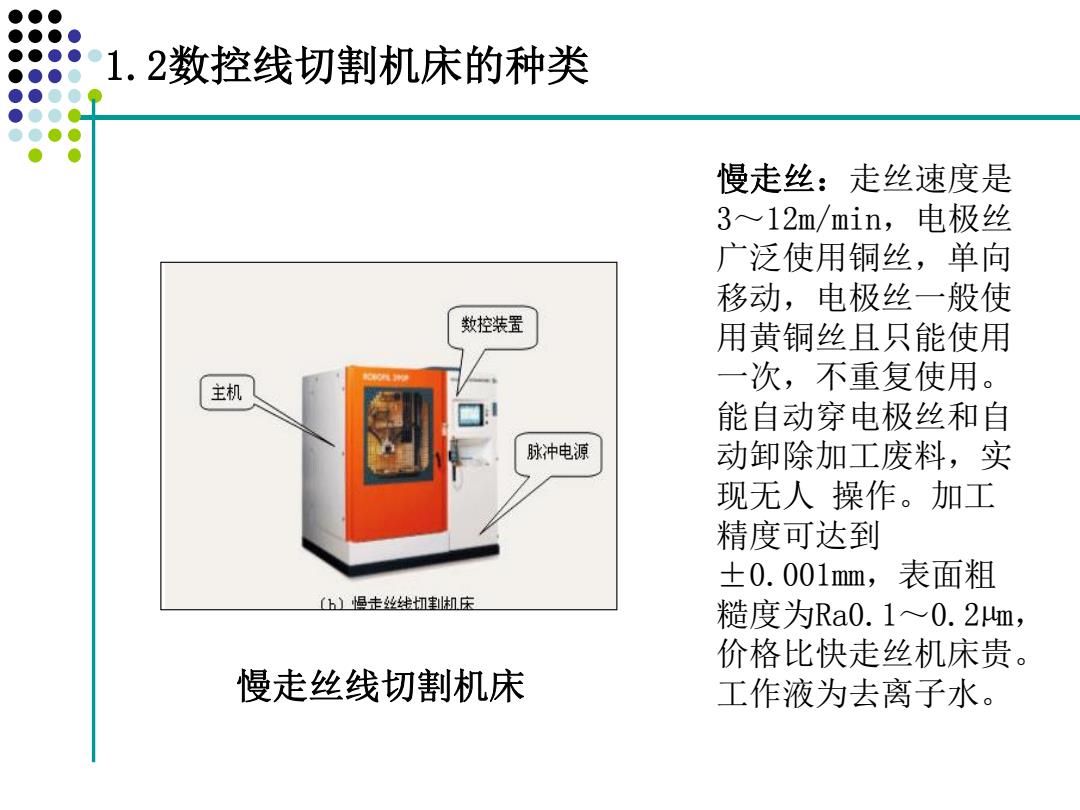
慢走丝线切割机床 慢走丝:走丝速度是 3~12m/min,电极丝 广泛使用铜丝,单向 移动,电极丝一般使 用黄铜丝且只能使用 一次,不重复使用。 能自动穿电极丝和自 动卸除加工废料,实 现无人 操作。加工 精度可达到 ±0.001mm,表面粗 糙度为Ra0.1~0.2µm, 价格比快走丝机床贵。 工作液为去离子水。 1.2数控线切割机床的种类

●● 3数控线切割机床的特点 1)数控线切割加工是轮廓切割加工,勿需设计和制造特定形 状工具电极,是采用直径不等的细金属丝(钼丝),因此切割刀 具简单,大大降低了加工费用,缩短了生产周期。 2)直接利用电能进行脉冲放电加工,工具电极和工件不直接接触, 无机械加工中的宏观切削力,适宜于加工低刚度零件及细小零件
1) 数控线切割加工是轮廓切割加工,勿需设计和制造特定形 状工具电极,是采用直径不等的细金属丝(钼丝),因此切割刀 具简单,大大降低了加工费用,缩短了生产周期。 2) 直接利用电能进行脉冲放电加工,工具电极和工件不直接接触, 无机械加工中的宏观切削力,适宜于加工低刚度零件及细小零件。 1.3数控线切割机床的特点