3.3体积成形 —自由锻 2、自由锻工序选择 类别 图例 变形工序方案 实例 盘类锻件 母中 镦粗或局部墩粗 法兰、齿轮叶轮、 1 冲孔 模块等 2 轴类锻件 ①拔长-压肩-墩台阶 传动轴、齿轮轴、 日口日日 ②墩粗-拔长 连杆 礅粗 3 筒类件 拔长 圆筒、套、空心 心轴拔长 轴 镦粗 环类件 居 冲孔 圆环、齿圈、法 心轴上扩孔 兰等 曲轴类锻 0白 t 拔长 各种曲轴、偏心 5 错移 件 000尸- 锻台阶 轴 扭转 弯曲类锻 ①同轴类工序 6 件 4}凹① ②弯曲 吊钩、弯接头等
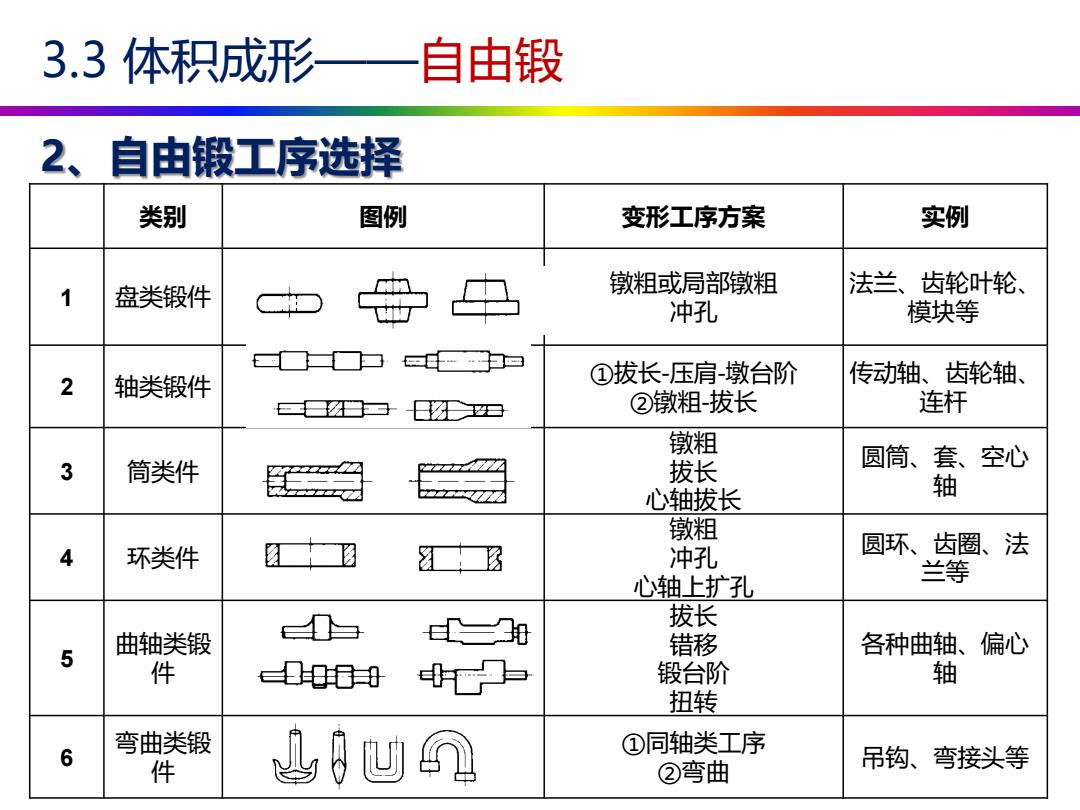
3.3 体积成形——自由锻 2、自由锻工序选择 类别 图例 变形工序方案 实例 1 盘类锻件 镦粗或局部镦粗 冲孔 法兰、齿轮叶轮、 模块等 2 轴类锻件 ①拔长-压肩-墩台阶 ②镦粗-拔长 传动轴、齿轮轴、 连杆 3 筒类件 镦粗 拔长 心轴拔长 圆筒、套、空心 轴 4 环类件 镦粗 冲孔 心轴上扩孔 圆环、齿圈、法 兰等 5 曲轴类锻 件 拔长 错移 锻台阶 扭转 各种曲轴、偏心 轴 6 弯曲类锻 件 ①同轴类工序 ②弯曲 吊钩、弯接头等
3.3体积成形— 自由锻 3、自由锻工艺规程实例 260 140 表3-5压盖自由锻工艺 序号 工序名称 简图 备注 45 130 55 压肩长度55是根据压盖下部圆筒形的体积计算 1 压肩 确定的 2 拔长一端 为便于下一步放入漏盘,故拔长至φ120 考虑到冲孔和锻出凸肩时,锻件高度还会缩小, 3 局部墩粗 130 故墩粗高度为85 4 冲孔 胺 为防止冲孔时φ130外径胀大,漏盘不取下 5 锻出凸肩 图
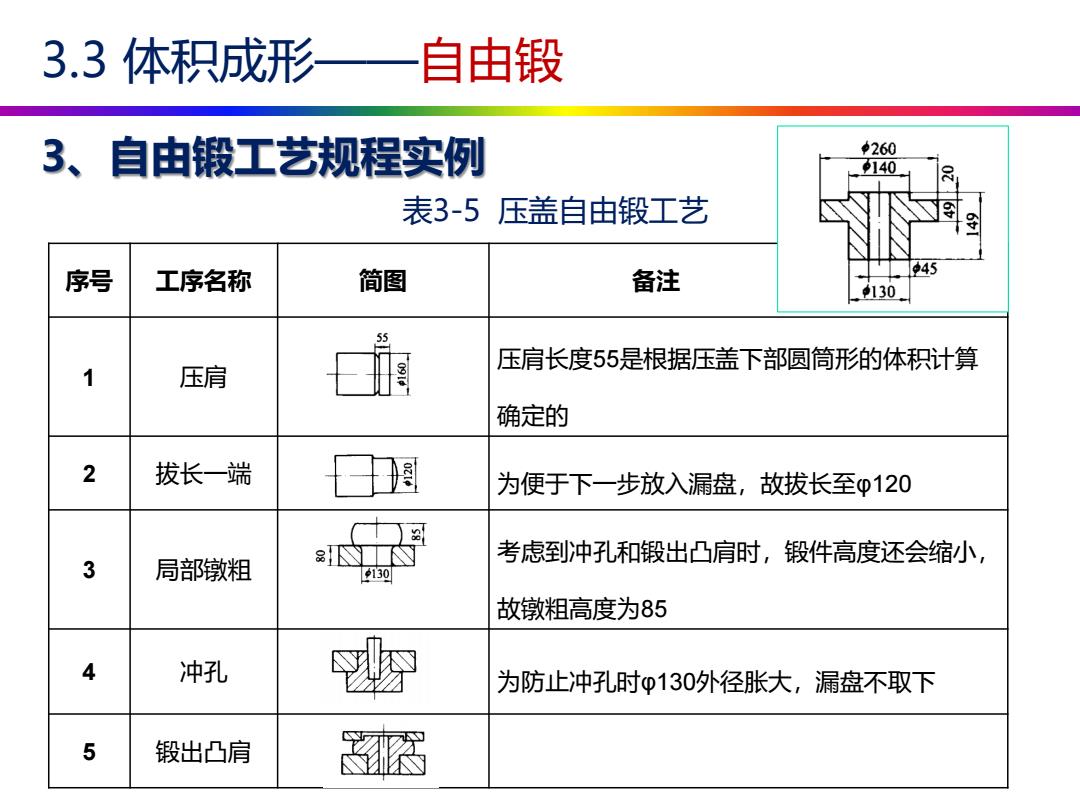
序号 工序名称 简图 备注 1 压肩 压肩长度55是根据压盖下部圆筒形的体积计算 确定的 2 拔长一端 为便于下一步放入漏盘,故拔长至φ120 3 局部镦粗 考虑到冲孔和锻出凸肩时,锻件高度还会缩小, 故镦粗高度为85 4 冲孔 为防止冲孔时φ130外径胀大,漏盘不取下 5 锻出凸肩 3.3 体积成形——自由锻 3、自由锻工艺规程实例 表3-5 压盖自由锻工艺
3.3体积成形—— 自由锻 4、锻件结构工艺性 工艺要求 合理结构 不合理结构 圆锥体的锻造需用专门工具, 归✉ P✉ 锻造比较困难,因此锻件上应尽量 避免锥体或斜面结构。 圆柱体与圆柱体交接处锻造很 宫8 家研 困难,应改为平面与圆柱体交接。 避免椭圆形、工字形或其他非 规则形状截面及非规则外形。 事
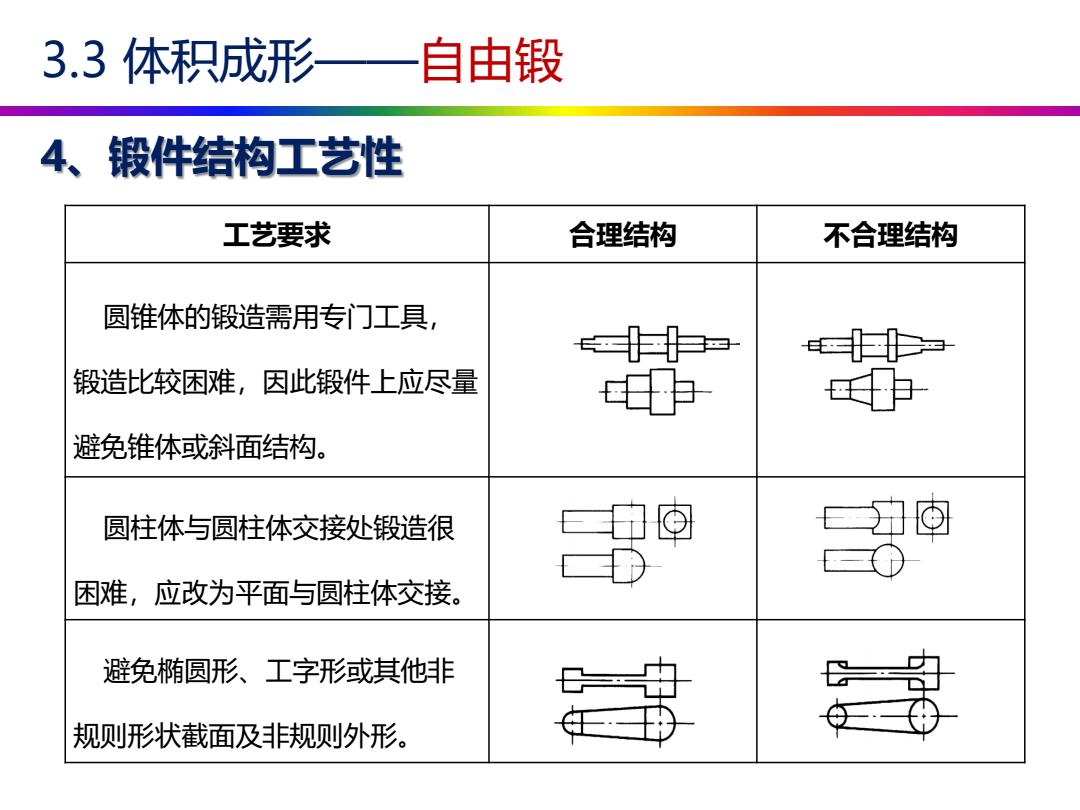
3.3 体积成形——自由锻 4、锻件结构工艺性 工艺要求 合理结构 不合理结构 圆锥体的锻造需用专门工具, 锻造比较困难,因此锻件上应尽量 避免锥体或斜面结构。 圆柱体与圆柱体交接处锻造很 困难,应改为平面与圆柱体交接。 避免椭圆形、工字形或其他非 规则形状截面及非规则外形