3.2塑性成形理论基础 4、金属的锻造性能 4)变形温度。变形温度低,金属塑性差,变形抗力大,锻 造性能差。高温变形,动态再结晶可随时消除冷变形强 化效应,使变形抗力减少,有利于塑性变形。 5)变形速率。速率增大,再结晶 不能及时克服加工硬化,塑性 变形抗力 下降,变形抗力上升,可锻性 下降;速率增大,变形能转化 性 为热能,热效应明显,可锻性 壹形速率 上升。 速率对塑性及变形抗力的影响
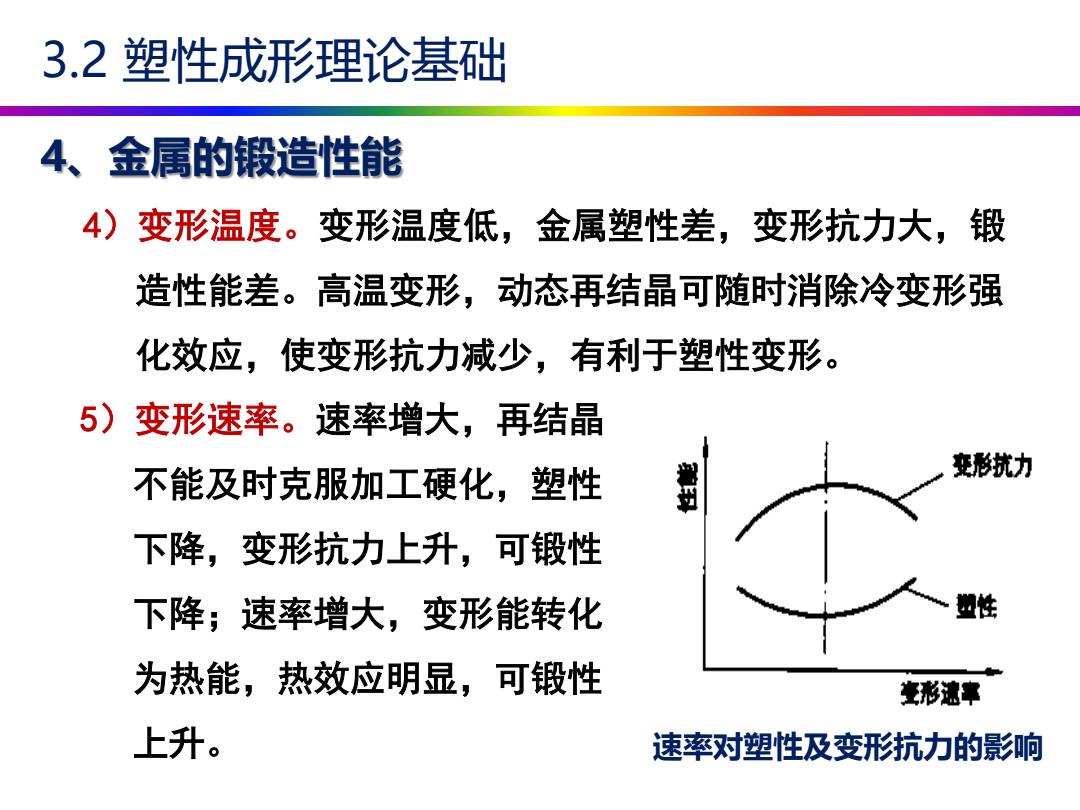
3.2 塑性成形理论基础 4、金属的锻造性能 4)变形温度。变形温度低,金属塑性差,变形抗力大,锻 造性能差。高温变形,动态再结晶可随时消除冷变形强 化效应,使变形抗力减少,有利于塑性变形。 速率对塑性及变形抗力的影响 5)变形速率。速率增大,再结晶 不能及时克服加工硬化,塑性 下降,变形抗力上升,可锻性 下降;速率增大,变形能转化 为热能,热效应明显,可锻性 上升
3.3体积成形一 锻造工艺 将金属坯料放在上、下砧铁或锻模之间,使之受到冲击 力或压力而变形的加工方法叫锻造。 可以分为自由锻造和模型锻造两种类型。 自由锻:利用压力,使金属 在上、下砧铁之间,产生塑性变 形一种加工方法。 模锻:利用锻模,使金属坯 料在模膛内受压产生塑性变形的 加工方法
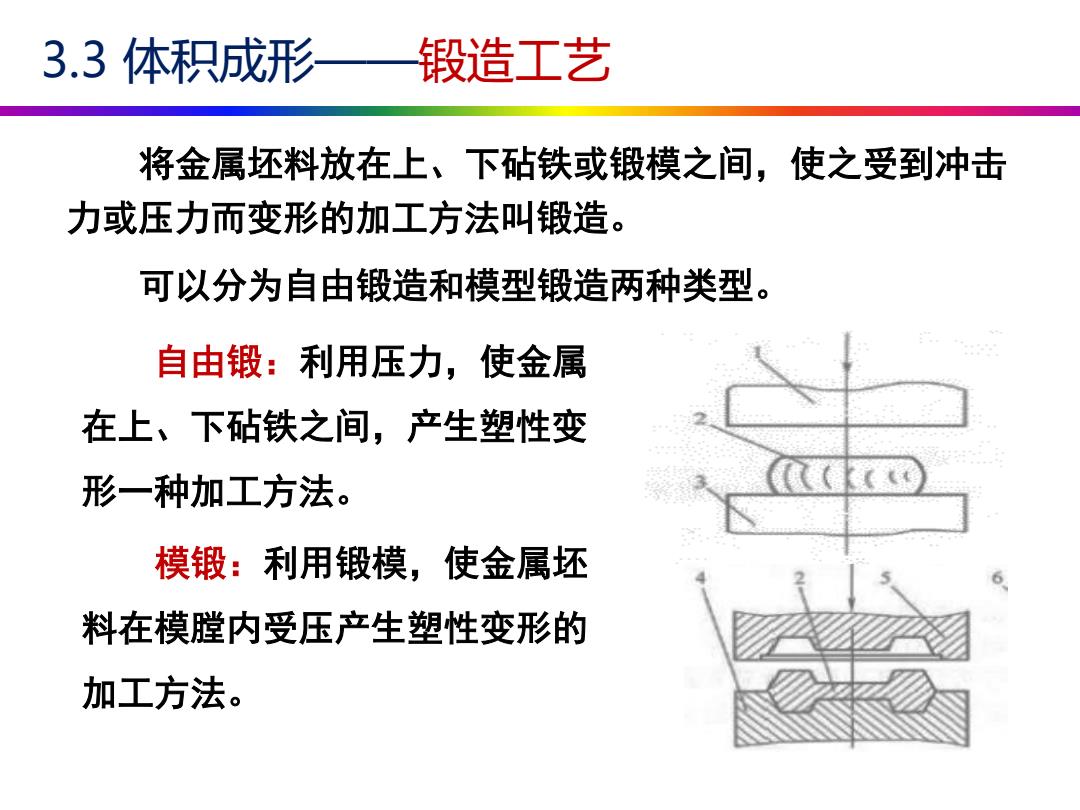
3.3 体积成形——锻造工艺 将金属坯料放在上、下砧铁或锻模之间,使之受到冲击 力或压力而变形的加工方法叫锻造。 可以分为自由锻造和模型锻造两种类型。 自由锻:利用压力,使金属 在上、下砧铁之间,产生塑性变 形一种加工方法。 模锻:利用锻模,使金属坯 料在模膛内受压产生塑性变形的 加工方法

3.3体积成形 —自由锻 1、基本工序 777777777 777 镦粗 拔长 冲孔 马杠扩孔 芯轴拔长 弯曲 切割 错移 扭转
3.3 体积成形——自由锻 1、基本工序
3.3体积成形— 自由锻 1、基本工序 实际生产中最常用的是镦粗、拔长、冲孔3个基本工序。 1)镦粗 使坯料高度减小、横截面积增大的 工序,是最常用工序,适用于盘套类锻件。 2)拔长 使坯料横截面积减小、长度增加的 工序,适用于轴类锻件。 3)冲孔在坯料上冲出通孔或盲孔的工序。 对圆环类锻件
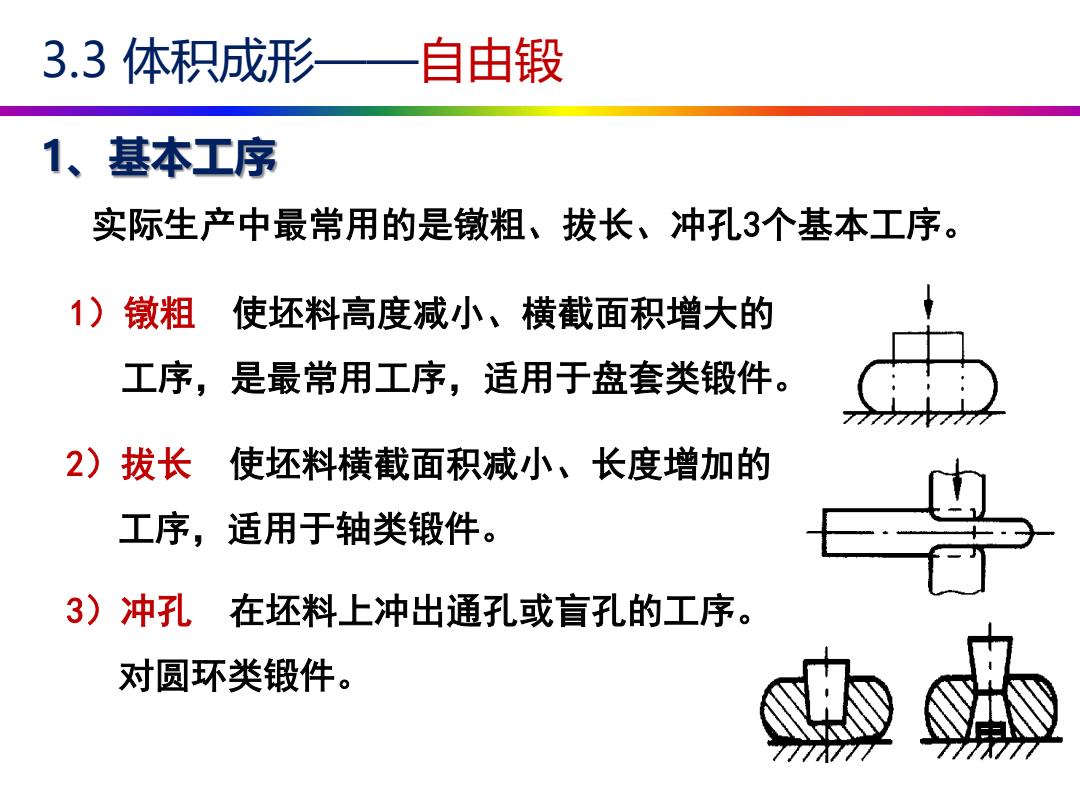
3.3 体积成形——自由锻 1、基本工序 1)镦粗 使坯料高度减小、横截面积增大的 工序,是最常用工序,适用于盘套类锻件。 2)拔长 使坯料横截面积减小、长度增加的 工序,适用于轴类锻件。 3)冲孔 在坯料上冲出通孔或盲孔的工序。 对圆环类锻件。 实际生产中最常用的是镦粗、拔长、冲孔3个基本工序
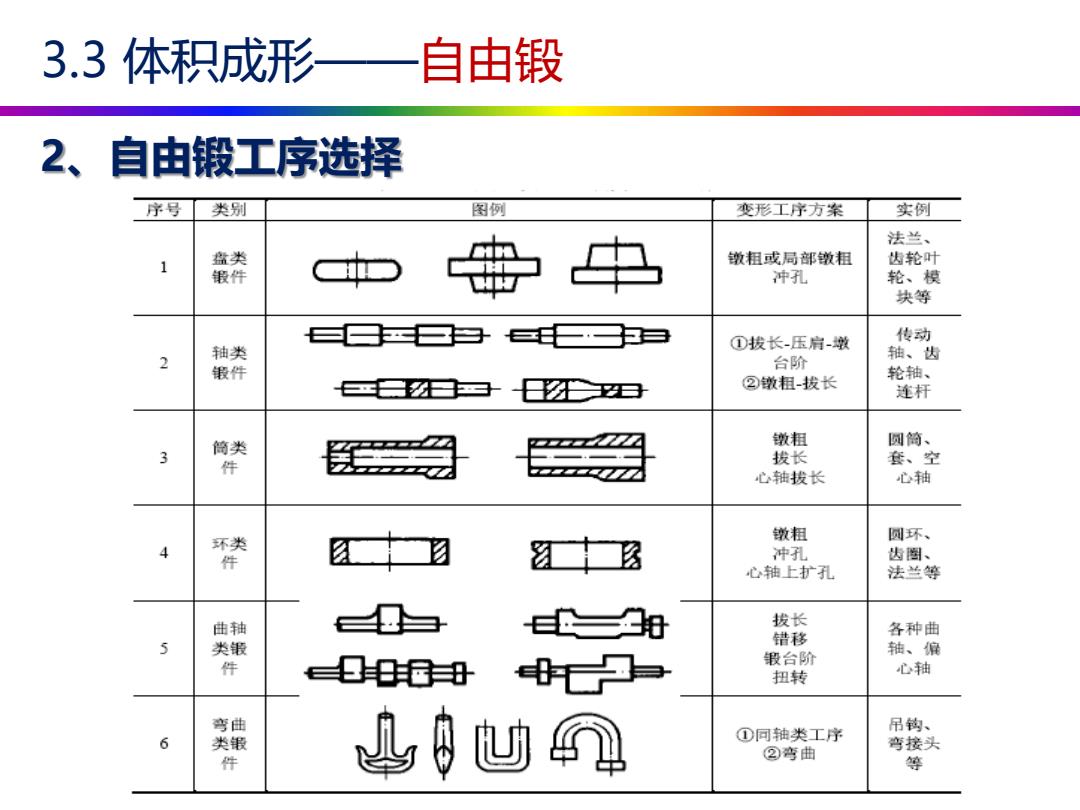
3.3体积成形—— 自由锻 2、自由锻工序选择 序号 类别 图例 变形工序方案 实例 法兰、 盘类 镦粗或局部墩粗 齿轮叶 银件 中密中 冲孔 轮、模 块等 传动 轴类 ①拔长-压肩-墩 锻件 台阶 轴、齿 口日日日 ②墩粗-拔长 轮轴、 连杆 筒类 镦粗 圆筒、 件 拔长 套、空 心轴拔长 心轴 环类 镦粗 圆环、 冲孔 齿图、 心轴上扩孔 法兰等 曲轴 0白 E3阳 拔长 各种曲 类银 错移 件 0电8t+ H 银台阶 轴、偏 扭转 心轴 弯曲 6 类银 件 ⑨凹 ①同轴类工序 吊钩、 弯接头 ②弯曲 等
3.3 体积成形——自由锻 2、自由锻工序选择