2.3编程应用举例 ◆螺纹切削-参数说明 0 16
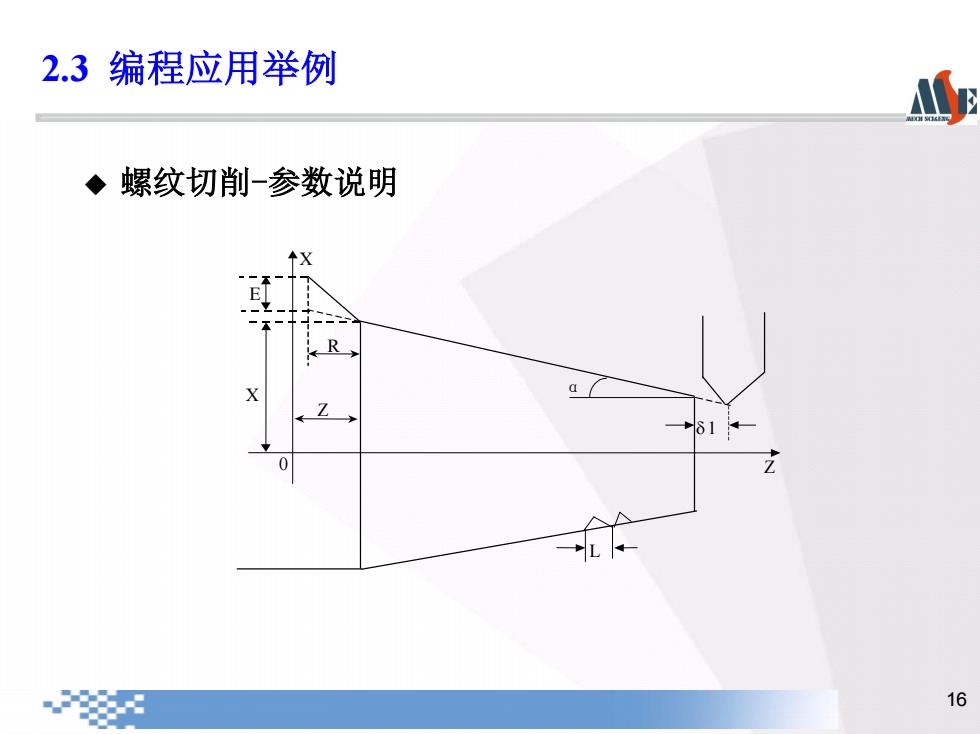
16 螺纹切削-参数说明 X 0 Z X Z 1 α L E R 2.3 编程应用举例
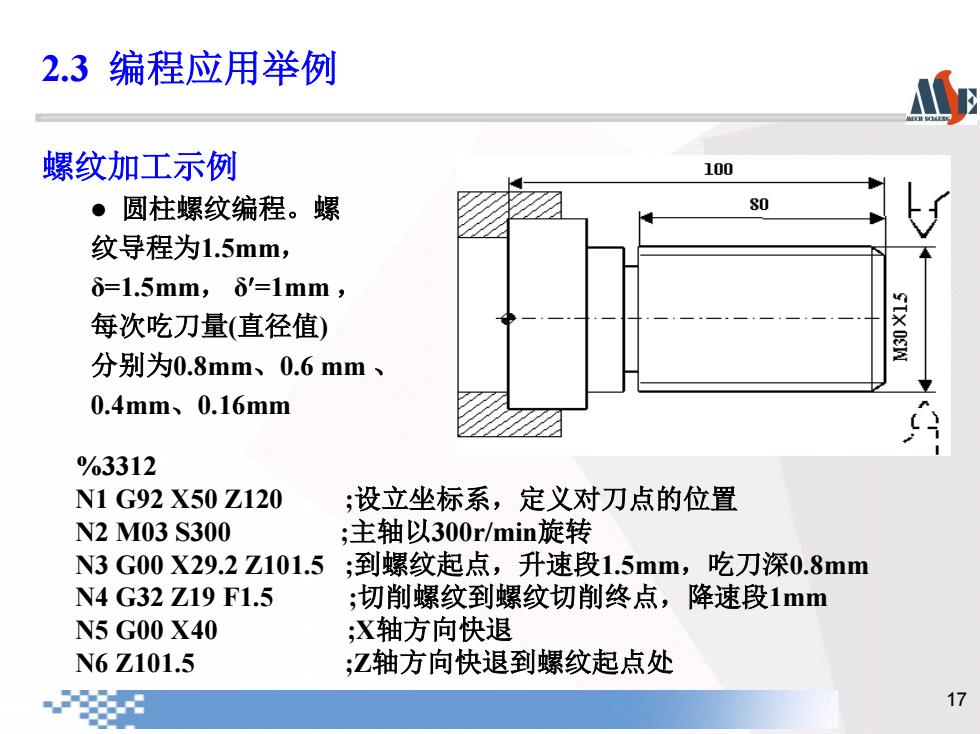
2.3编程应用举例 螺纹加工示例 100 ·圆柱螺纹编程。螺 80 纹导程为1.5mm, 8=1.5mm,8'=1mm, 每次吃刀量(直径值) SIXOEW 分别为0.8mm、0.6mm、 0.4mm、0.16mm %3312 N1G92X50Z120 ;设立坐标系,定义对刀点的位置 N2M03S300 ;主轴以300r/min旋转 N3G00X29.2Z101.5 ;到螺纹起点,升速段1.5mm,吃刀深0.8mm N4G32Z19F1.5 ;切削螺纹到螺纹切削终点,降速段1mm N5G00X40 ;X轴方向快退 N6Z101.5 ;Z轴方向快退到螺纹起点处 17
17 螺纹加工示例 圆柱螺纹编程。螺 纹导程为1.5mm, δ=1.5mm, δ=1mm , 每次吃刀量(直径值) 分别为0.8mm、0.6 mm 、 0.4mm、0.16mm 2.3 编程应用举例 %3312 N1 G92 X50 Z120 ;设立坐标系,定义对刀点的位置 N2 M03 S300 ;主轴以300r/min旋转 N3 G00 X29.2 Z101.5 ;到螺纹起点,升速段1.5mm,吃刀深0.8mm N4 G32 Z19 F1.5 ;切削螺纹到螺纹切削终点,降速段1mm N5 G00 X40 ;X轴方向快退 N6 Z101.5 ;Z轴方向快退到螺纹起点处

2.3编程应用举例 ;%3312(续) N7X28.6 ;X轴方向快进到螺纹起点处,吃刀深0.6mm N8G32Z19F1.5 ;切削螺纹到螺纹切削终点 N9G00X40 ;X轴方向快退 N10Z101.5 ;Z轴方向快退到螺纹起点处 N11X28.2 ;X轴方向快进到螺纹起点处, 吃刀深0.4mm N12G32Z19F1.5 ;切削螺纹到螺纹切削终点 N13G00X40 ;X轴方向快退 N14Z101.5 ;Z轴方向快退到螺纹起点处 N15U-11.96 ;X轴方向快进到螺纹起点处,吃刀深0.16mm N16G32W-82.5F1.5;切削螺纹到螺纹切削终点 N17G00X40 ;X轴方向快退 N18X50Z120 ;回对刀点 N19M05 ;主轴停 N20M30 ;主程序结束并复位 18
18 ;%3312 (续) N7 X28.6 ;X轴方向快进到螺纹起点处,吃刀深0.6mm N8 G32 Z19 F1.5 ;切削螺纹到螺纹切削终点 N9 G00 X40 ;X轴方向快退 N10 Z101.5 ;Z轴方向快退到螺纹起点处 N11 X28.2 ;X轴方向快进到螺纹起点处,吃刀深0.4mm N12 G32 Z19 F1.5 ;切削螺纹到螺纹切削终点 N13 G00 X40 ;X轴方向快退 N14 Z101.5 ;Z轴方向快退到螺纹起点处 N15 U-11.96 ;X轴方向快进到螺纹起点处,吃刀深0.16mm N16 G32 W-82.5 F1.5 ;切削螺纹到螺纹切削终点 N17 G00 X40 ;X轴方向快退 N18 X50 Z120 ;回对刀点 N19 M05 ;主轴停 N20 M30 ;主程序结束并复位 2.3 编程应用举例