2.3编程应用举例 40 31 圆弧-G02、G03 R R15 %3308 G92G18X40Z5;定义对刀点的位置 M03S400;开主轴 G00X0;到达工件中心 G01Z0F60;工进接触工件毛坯 G03U24W-24R15;加工R15圆弧段 G02X26Z-31R5;加工R5圆弧段 G01Z-40 ;加工Φ26外圆 X40Z5 ;回对刀点 M30 ;主轴停、主程序结束并复位 11
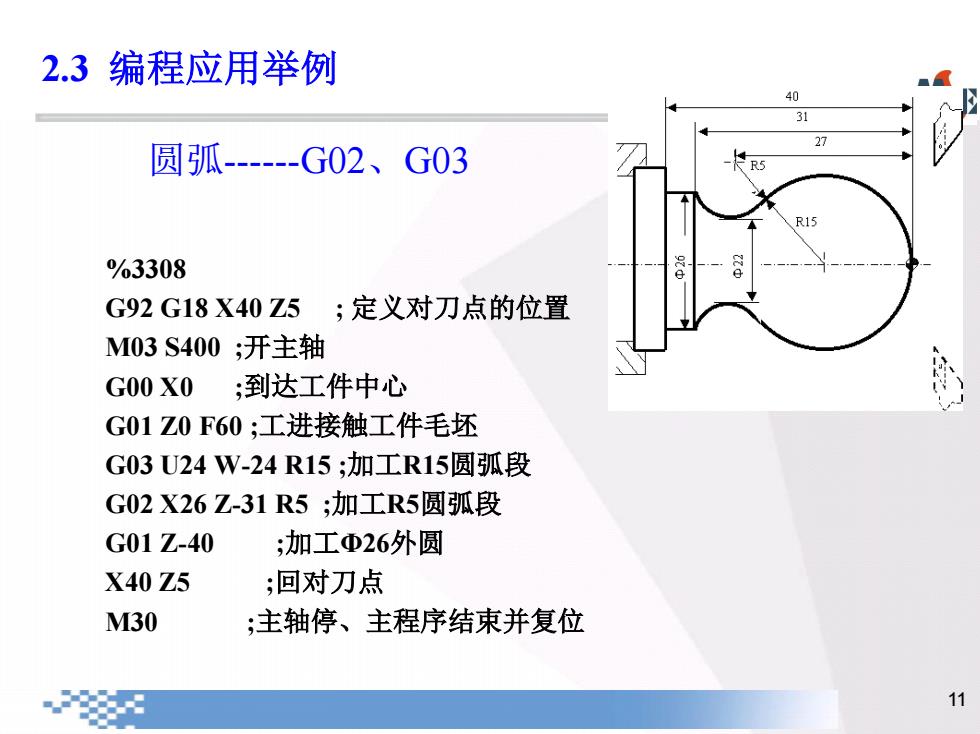
11 %3308 G92 G18 X40 Z5 ; 定义对刀点的位置 M03 S400 ;开主轴 G00 X0 ;到达工件中心 G01 Z0 F60 ;工进接触工件毛坯 G03 U24 W-24 R15 ;加工R15圆弧段 G02 X26 Z-31 R5 ;加工R5圆弧段 G01 Z-40 ;加工Φ26外圆 X40 Z5 ;回对刀点 M30 ;主轴停、主程序结束并复位 圆弧-G02、G03 2.3 编程应用举例

2.3编程应用举例 倒角 70 3 36 22 R3 尝 12
12 倒角 2.3 编程应用举例
2.3编程应用举例 ◆ 倒角 ●倒角控制机能可以在两相邻轨迹程序段之间插入直 线倒角或园弧倒角。 ·在指定直线插补(G01)或圆弧插补(G02,G03)的程 序段尾, ●◆输入C, 便插入倒直角程序段; ·◆输入R,便插入倒圆弧角程序段。 ●C后的数值表示倒角起点和终点距假想拐角交点的 距离,R后的值表示倒角圆弧的半径。 ●假想拐角交点是未倒角前两相邻轨迹程序段的交点。 13
13 倒角 倒角控制机能可以在两相邻轨迹程序段之间插入直 线倒角或园弧倒角。 在指定直线插补(G01)或圆弧插补(G02,G03)的程 序段尾, ◆ 输入 C_,便插入倒直角程序段; ◆ 输入 R_,便插入倒圆弧角程序段。 C后的数值表示倒角起点和终点距假想拐角交点的 距离,R后的值表示倒角圆弧的半径。 假想拐角交点是未倒角前两相邻轨迹程序段的交点。 2.3 编程应用举例
2.3编程应用举例 70 36 22 R3 倒角 的 %3310 G92X70Z10;设立坐标系,定义对刀点的位置 G00U-70W-10;从编程起点,移到工件前端面中心处 G01U26C3F100;倒3×45°直角 W-22R3 ;倒R3圆角 U39W-14C3;倒边长为3等腰直角 W-34 ;加工Φ65外圆 G00U5W80 ;回到编程规划起点 M30 ;主轴停、程序结束并复位 14
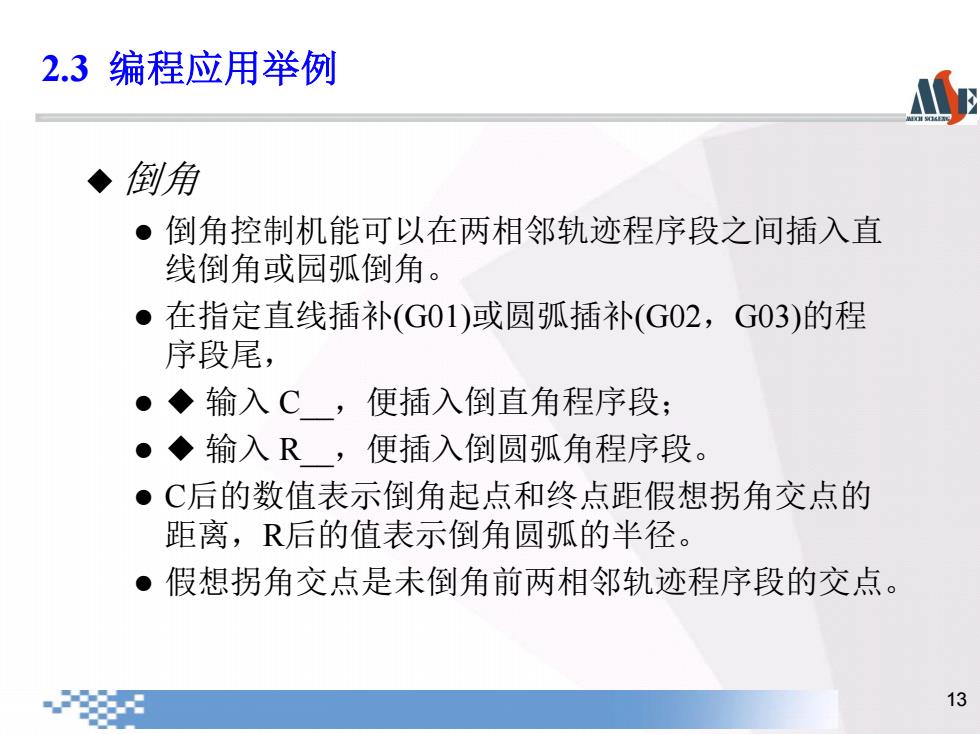
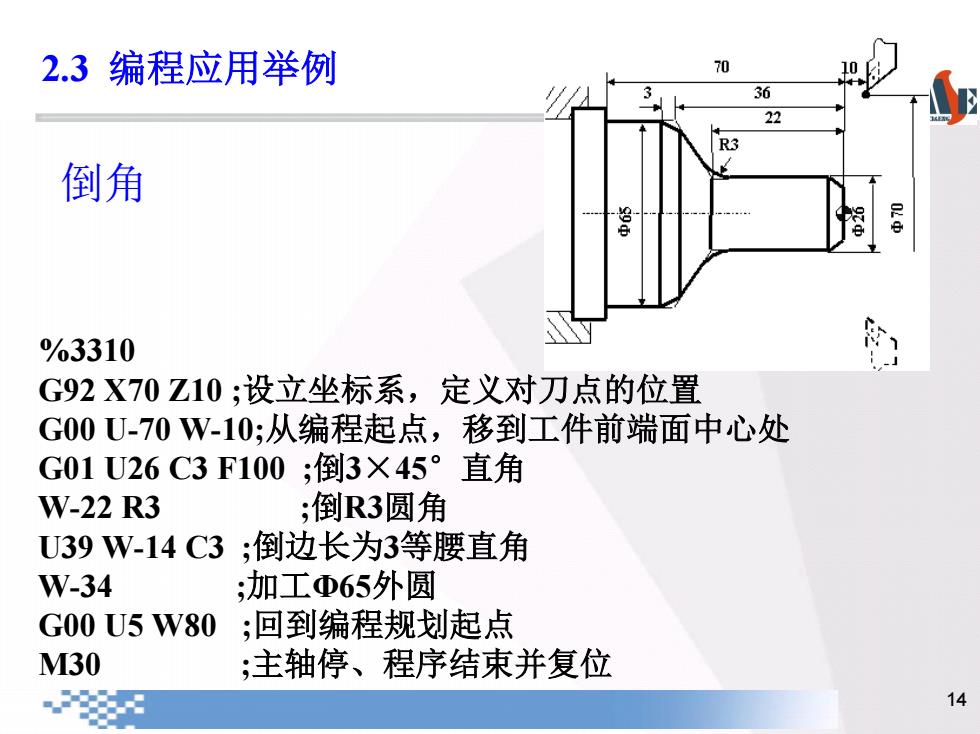
14 倒角 %3310 G92 X70 Z10 ;设立坐标系,定义对刀点的位置 G00 U-70 W-10;从编程起点,移到工件前端面中心处 G01 U26 C3 F100 ;倒3×45°直角 W-22 R3 ;倒R3圆角 U39 W-14 C3 ;倒边长为3等腰直角 W-34 ;加工Φ65外圆 G00 U5 W80 ;回到编程规划起点 M30 ;主轴停、程序结束并复位 2.3 编程应用举例
2.3编程应用举例 螺纹切削G32 ●格式:G32X_Z_R_E_P_F ·说明: ·X,Z:螺纹终点,在G90时为螺纹终点在工件坐标系中的坐标; 在G91时为螺纹终点相对于螺纹起点的位移量; ·F:螺纹导程,即主轴每转一圈,刀具相对于工件的进给值; ·R,E:螺纹切削的退尾量,R为绝对值,表示Z向回退量;E为X 向回退量,E为正表示沿X正向回退,为负表示沿X负向回退。 使用R、E可免去退刀槽。R、E可以省略,表示不用回退功能; ●P:主轴基准脉冲处距离螺纹切削起始点的主轴转角。 使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。 15
15 螺纹切削G32 格式:G32 X_Z_R_E_P_F_ 说明: X, Z:螺纹终点,在G90时为螺纹终点在工件坐标系中的坐标; 在G91时为螺纹终点相对于螺纹起点的位移量; F:螺纹导程,即主轴每转一圈,刀具相对于工件的进给值; R, E:螺纹切削的退尾量,R为绝对值,表示Z向回退量;E为X 向回退量,E为正表示沿X正向回退,为负表示沿X负向回退。 使用R、E可免去退刀槽。R、E可以省略,表示不用回退功能; P:主轴基准脉冲处距离螺纹切削起始点的主轴转角。 使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。 2.3 编程应用举例