未熔合 未熔合是指焊逢金属与母材金属或金属之间未熔化结合 在一起的缺陷。按其所在部位,未熔合可分为坡口未熔 合、层间未熔合和根部未熔合三种。未熔合是一种面积 型缺陷,坡口未熔合和根部未熔合对承载截面积的减小 非常明显,应力集中也比较严重,其危害性仅次于裂纹。 木熔合… 术熔介 A 未熔合 木熔 (B) 未熔合俗称“假焊”三 母材金属 与焊缝金 属未熔合 木的个
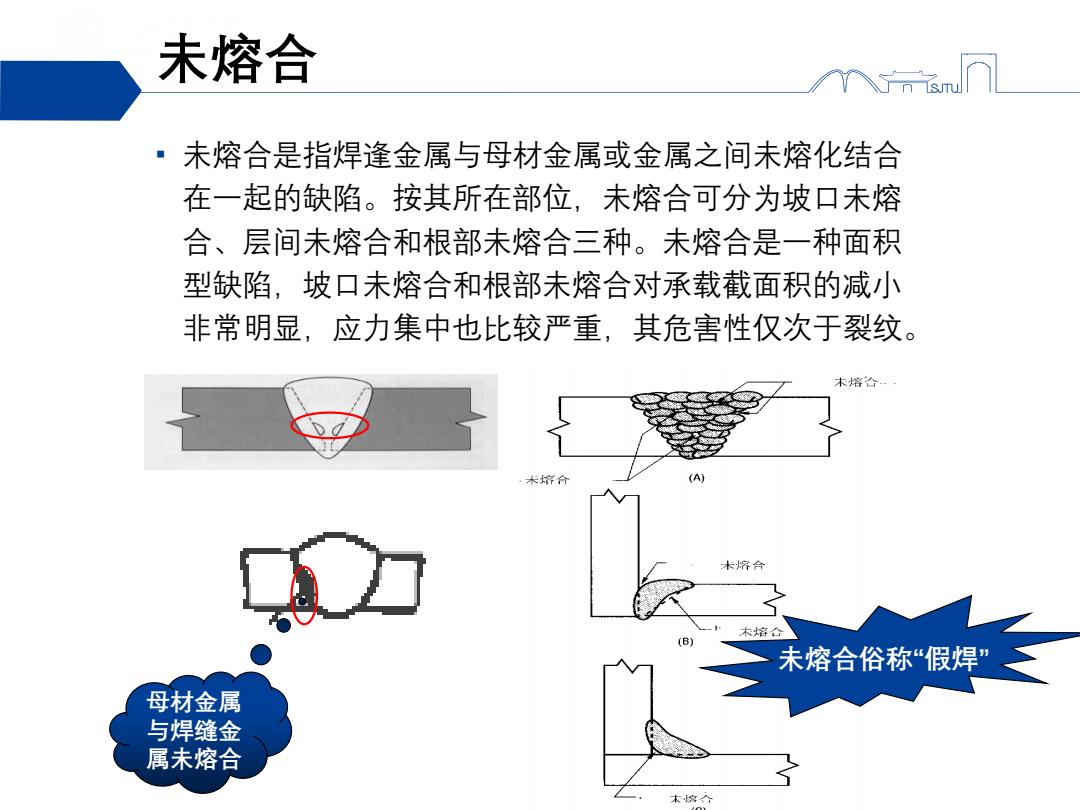
未熔合 ▪ 未熔合是指焊逢金属与母材金属或金属之间未熔化结合 在一起的缺陷。按其所在部位,未熔合可分为坡口未熔 合、层间未熔合和根部未熔合三种。未熔合是一种面积 型缺陷,坡口未熔合和根部未熔合对承载截面积的减小 非常明显,应力集中也比较严重,其危害性仅次于裂纹。 母材金属 与焊缝金 属未熔合 未熔合俗称“假焊

2.气孔 ·定义:焊接时,熔池中的气体在金属凝固 以前未能来得及逸出,而在焊缝金属中残留 下来所形成的空穴,称为气孔。 ·气孔的危害: 2 mm ①影响焊缝的紧密性,导致组织疏松,导 致塑性、气密性和耐蚀性降低; 25μmk ②减小焊缝的有效面积,显著降低焊缝的 强度和韧性; 100m ③造成应力集中,引起裂纹,严重影响动 载强度和疲劳强度
2. 气孔 ▪ 定义:焊接时,熔池中的气体在金属凝固 以前未能来得及逸出,而在焊缝金属中残留 下来所形成的空穴,称为气孔。 ▪ 气孔的危害: ① 影响焊缝的紧密性,导致组织疏松,导 致塑性、气密性和耐蚀性降低; ② 减小焊缝的有效面积,显著降低焊缝的 强度和韧性; ③ 造成应力集中,引起裂纹,严重影响动 载强度和疲劳强度
2.气孔 0 X射线探伤照片 点状气孔 0 焊缝内部 链状气孔 的气孔 密集气孔 焊缝截断面的气孔
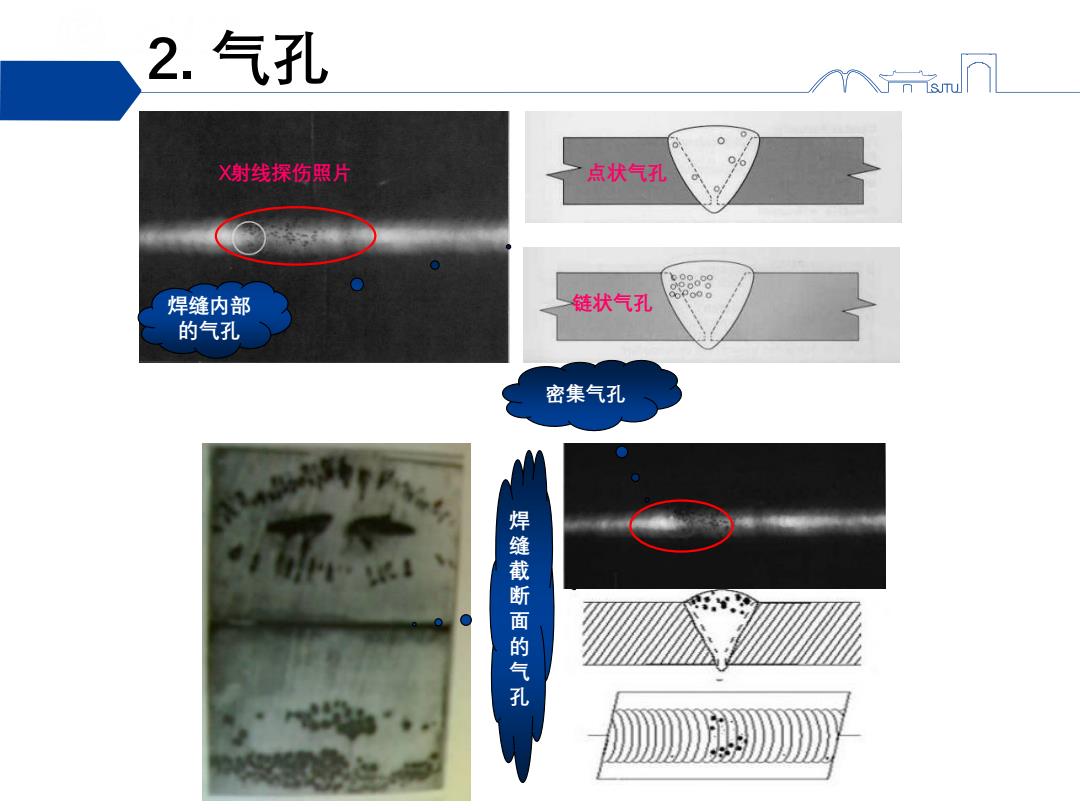
X射线探伤照片 焊缝内部 的气孔 点状气孔 链状气孔 密集气孔 焊 缝 截 断 面 的 气 孔 2. 气孔
2.气孔 ①氢气孔:由氢气引起的气孔。内壁光滑。 ②氮气孔:分布在焊缝表面,类似蜂窝状。 ③ CO气孔:主要是钢在焊接过程中进行冶金反应产生了大量的CO, 在结晶过程中来不及逸出而残留在焊缝内部形成的气孔。 ④匙孔型气孔:匙孔的坍塌诱发的气孔。 Porosities 0 vinm usion Line
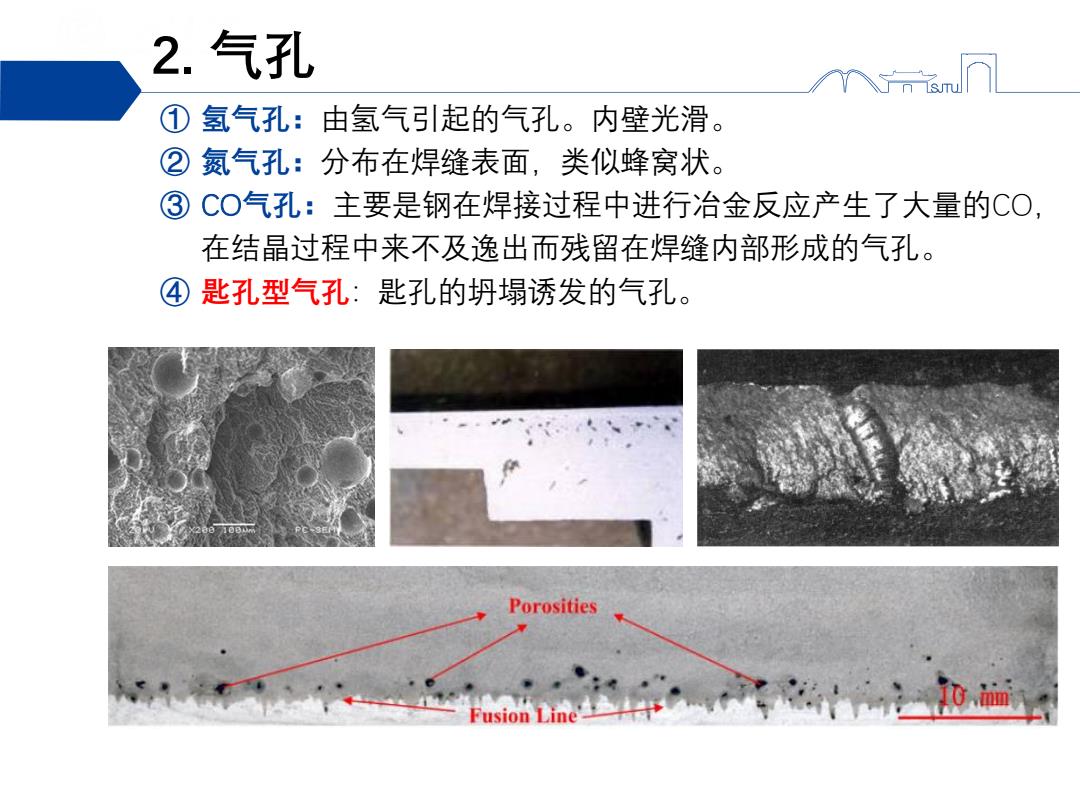
2. 气孔 ① 氢气孔:由氢气引起的气孔。内壁光滑。 ② 氮气孔:分布在焊缝表面,类似蜂窝状。 ③ CO气孔:主要是钢在焊接过程中进行冶金反应产生了大量的CO, 在结晶过程中来不及逸出而残留在焊缝内部形成的气孔。 ④ 匙孔型气孔:匙孔的坍塌诱发的气孔
2.气孔 产生原因: ①焊缝坡口区域水、油、油漆、 药皮水分、铁锈和电弧保护不良引起; ②焊接电流过大,熔池存在时间长,有利于气体逸出,但熔滴变细, 比表面积增大,吸收气体较多,增加气孔倾向; ③电弧电压太高,空气侵入,造成氮气孔; ④焊接速度太快,结晶速度增大,易形成气孔; ⑤高能束焊接时匙孔稳定性是影响匙孔型气孔的主要原因。 防止措施: ①清除焊缝附近铁锈、油污等污染物;: ②烘干焊接材料,特别是易吸潮的焊材; ③提供熔池高温停留时间,放慢焊接速度, 利于气体析出; ④采用短弧焊; ⑤提高匙孔的稳定性:提高速度,增大束斑直径等
2.气孔 ▪ 产生原因: ① 焊缝坡口区域水、油、油漆、药皮水分、铁锈和电弧保护不良引起; ② 焊接电流过大,熔池存在时间长,有利于气体逸出,但熔滴变细, 比表面积增大,吸收气体较多,增加气孔倾向; ③ 电弧电压太高,空气侵入,造成氮气孔; ④ 焊接速度太快,结晶速度增大,易形成气孔; ⑤ 高能束焊接时匙孔稳定性是影响匙孔型气孔的主要原因。 ▪ 防止措施: ① 清除焊缝附近铁锈、油污等污染物; ② 烘干焊接材料,特别是易吸潮的焊材; ③ 提供熔池高温停留时间,放慢焊接速度,利于气体析出; ④ 采用短弧焊; ⑤ 提高匙孔的稳定性:提高速度,增大束斑直径等