4.铸造的种类 俦造的种类很多,分类方法也有几种,如下图。通常按铸件 成型方法和工艺特点的不同,将铸造分为两大类:砂型铸造 和特种铸造。砂型铸造应用最普遍。 铸造生产 按熔融金 按铸造方 按铸造质 属分 法分 量分 黑色金属 有色金属 铸造 铸造 砂型铸造 特种铸造 普通铸造 精密铸造 铸铁 铸钢 铸铝 手工造型 机器造型 金属型铸 造 铸铜 熔模铸造 铸镁 压力铸造 铸锌 离心铸造 G 公地
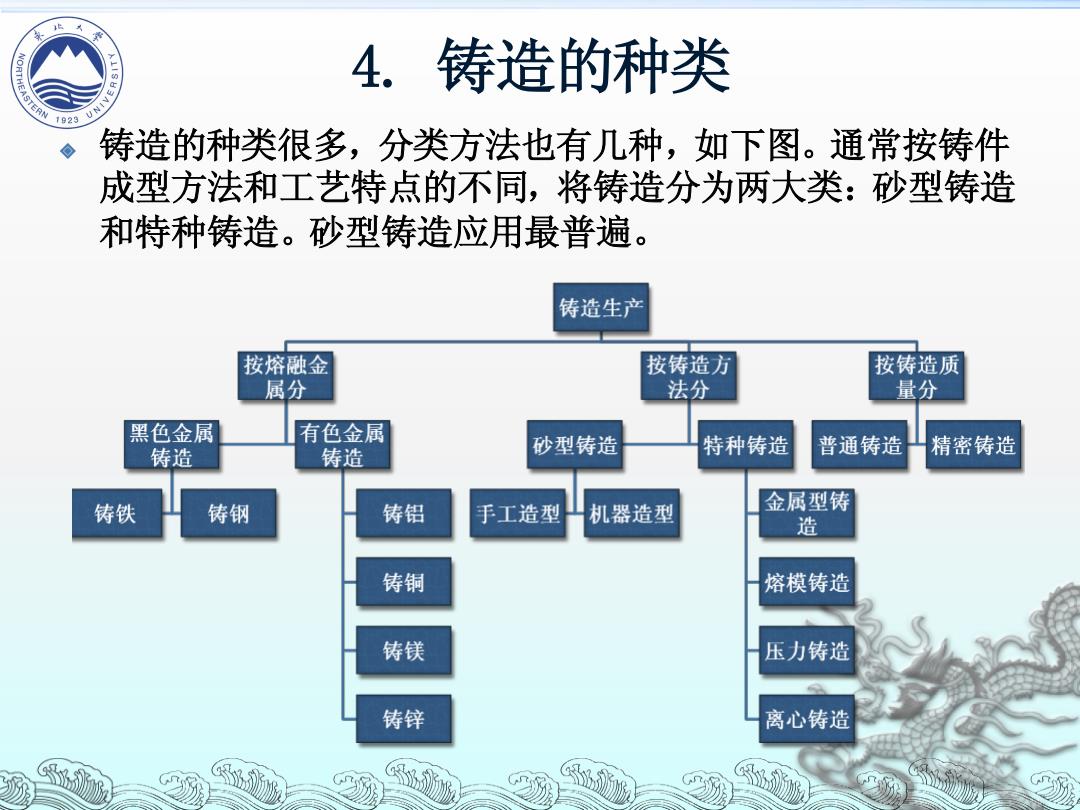
4. 铸造的种类 铸造的种类很多,分类方法也有几种,如下图。通常按铸件 成型方法和工艺特点的不同,将铸造分为两大类:砂型铸造 和特种铸造。砂型铸造应用最普遍
4.铸造的种类 1砂型铸造 砂型铸造:用型砂紧实成型的铸造方法。 型砂:是指以石英砂为主,按比例加入各种必要的原料, 经过混制后,作为制造铸型使用的一种专门材料。 造型材料:在砂型铸造中,型砂通常称为造型材料。 砂粒 粘土膜 空隙 煤粉 型砂结构示意图 碾轮式混砂机 1.碾轮;2.中心轴;3.碾盘;4.刮板
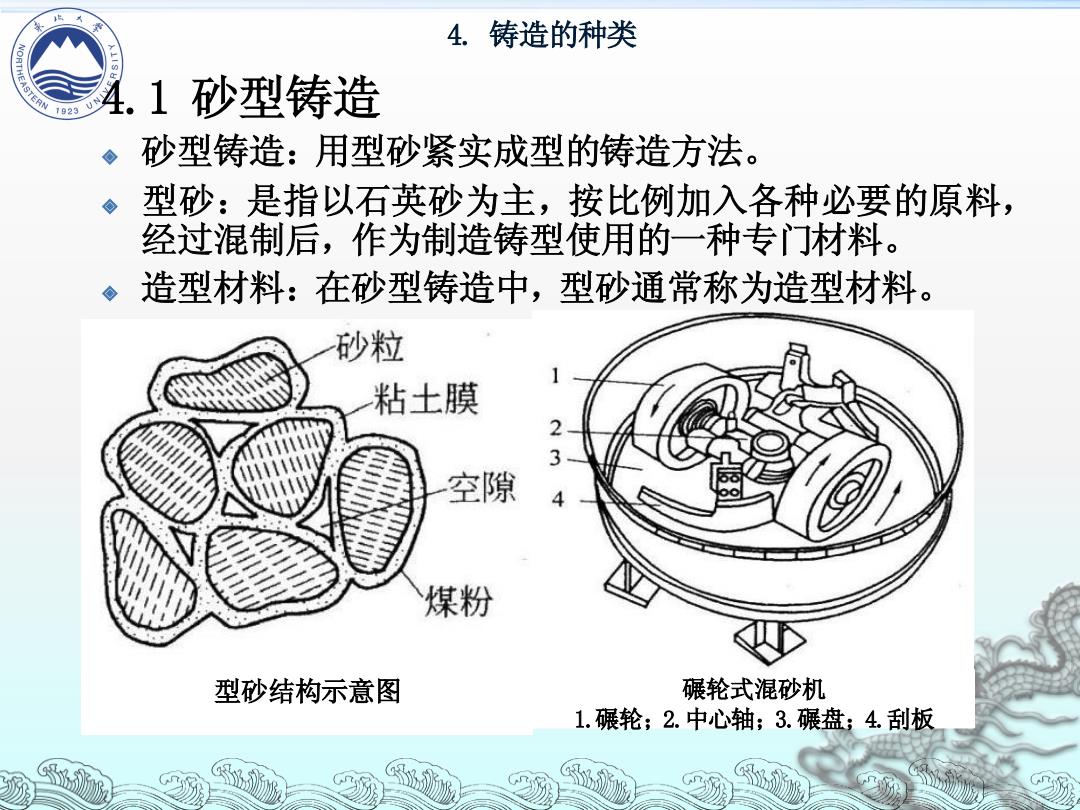
4.1 砂型铸造 砂型铸造:用型砂紧实成型的铸造方法。 型砂:是指以石英砂为主,按比例加入各种必要的原料, 经过混制后,作为制造铸型使用的一种专门材料。 造型材料:在砂型铸造中,型砂通常称为造型材料。 4. 铸造的种类 型砂结构示意图 碾轮式混砂机 1.碾轮;2.中心轴;3.碾盘;4.刮板
4.铸造的种类 923 型砂制备:各种原料按比例配好后在混砂机碾轮的 碾压及搓揉力作用下,进行混制。各种原材料要混合均 匀,这一道工序对型砂质量的影响是很关键的。 ◆砂型铸造适应性强,易形成形状复杂的铸件,而且原砂 (石英砂)来源广泛,价格低廉,是目前生产中用得最 多的俦造方法,约占铸件总产量的80%以上。 4.2特种铸造 特种俦造是指除砂型俦造方法以外的各种俦造方法。随 着科学技术的发展和生产水平的提高,对俦件质量、劳 动生产率、劳动条件和生产成本有了进一步的要求,因 此俦造技术也有了长足的发展,俦造方法呈现多种多样 而且它们各有特点和应用范围。 特种俦造的种类很多,其中应用较广的有熔模铸造、压 力铸造、连续铸造、金属型铸造等
型砂制备:各种原料按比例配好后在混砂机碾轮 的 碾压及搓揉力作用下,进行混制。各种原材料要混合均 匀,这一道工序对型砂质量的影响是很关键的。 砂型铸造适应性强,易形成形状复杂的铸件,而且原砂 (石英砂)来源广泛,价格低廉,是目前生产中用得最 多的铸造方法,约占铸件总产量的80%以上。 4.2 特种铸造 特种铸造是指除砂型铸造方法以外的各种铸造方法。随 着科学技术的发展和生产水平的提高,对铸件质量、劳 动生产率、劳动条件和生产成本有了进一步的要求,因 此铸造技术也有了长足的发展,铸造方法呈现多种多样, 而且它们各有特点和应用范围。 特种铸造的种类很多,其中应用较广的有熔模铸造、压 力铸造、连续铸造、金属型铸造等。 4. 铸造的种类
4.铸造的种类 2.1熔模俦造 型壳 。熔模铸造,又称失蜡铸造, 是一种精密的俦造方法。 ◆它用易熔材料(蜡或塑料等)制 型腔 成精确的可熔性模样,并涂上若干层耐火材料,经干燥、 硬化成整体型壳,加热型壳熔失模样,经高温焙烧而成耐 火型壳,在型壳中浇注而获得铸件的一种生产方法。 ◆它具有较高精度(ITl3-IT11),较低的表面粗糙度Ra值6.3 -1.6μm),可达到少、无切削加工要求;能适应形状复杂 零件和高熔点合金的俦造;但是工艺过程复杂,生产周期 长,俦件成本高,蜡模尺寸过大则易变形。。 主要用于高熔点合金及形状不适于切削加工的小型零件的 生产。如汽轮机叶轮、拨叉、切削刀具等。 G
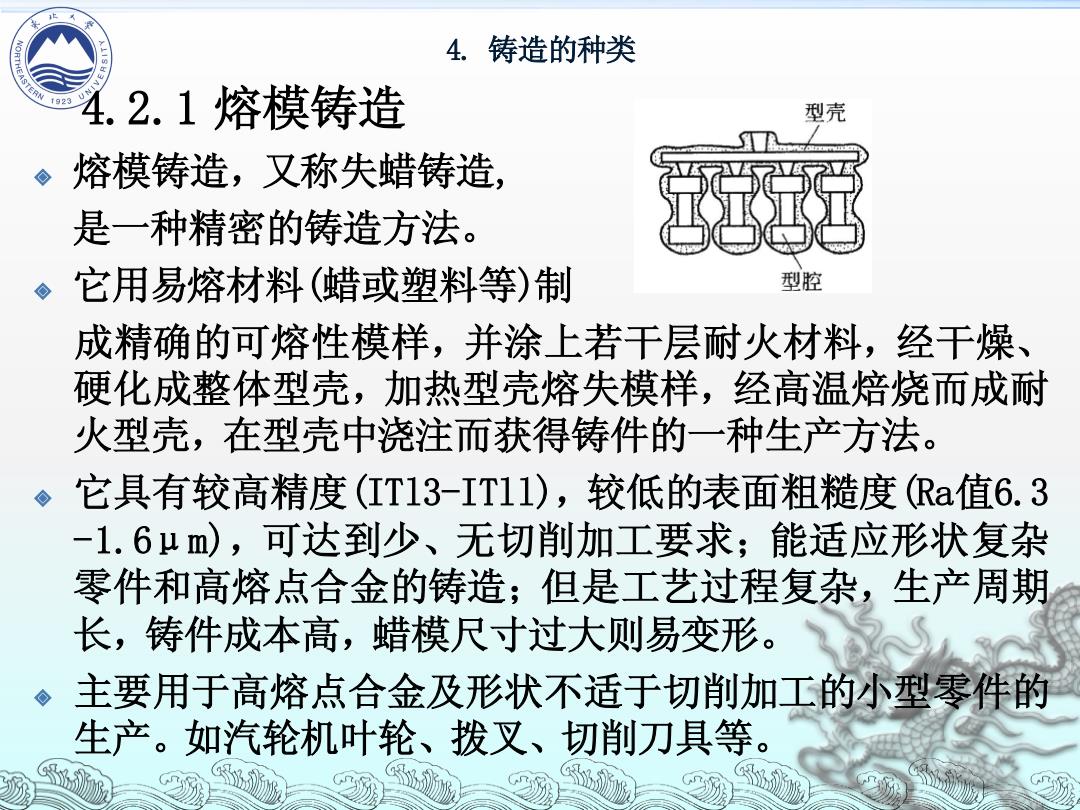
4.2.1 熔模铸造 熔模铸造,又称失蜡铸造, 是一种精密的铸造方法。 它用易熔材料(蜡或塑料等)制 成精确的可熔性模样,并涂上若干层耐火材料,经干燥、 硬化成整体型壳,加热型壳熔失模样,经高温焙烧而成耐 火型壳,在型壳中浇注而获得铸件的一种生产方法。 它具有较高精度(ITl3-ITll),较低的表面粗糙度(Ra值6.3 -1.6μm),可达到少、无切削加工要求;能适应形状复杂 零件和高熔点合金的铸造;但是工艺过程复杂,生产周期 长,铸件成本高,蜡模尺寸过大则易变形。 主要用于高熔点合金及形状不适于切削加工的小型零件的 生产。如汽轮机叶轮、拨叉、切削刀具等。 4. 铸造的种类
4.俦造的种类 4.2.2压力铸造 ◆压力铸造是将金属液在高 压下快速压入金属型腔, 并在压力作用下凝固,从 而获得俦件的方法。压力俦造时所用的压力一般为几 至几十兆帕Pa),充满俦型的时间只有0.050.15s。 。采用压力铸造,可俦出形状复杂的薄壁铸件以及小孔、 螺纹等结构。铸件的精度(TT13~IT11)和表面质量(Ra 值6.3~1.6μm)比金属型铸造更高。 大多数压力铸造件无需机械加工即可直接使用。机械 性能比砂型铸件高20%-40%,生产率很高,每小时可 生产几十至几百个俦件,易于实现自动化
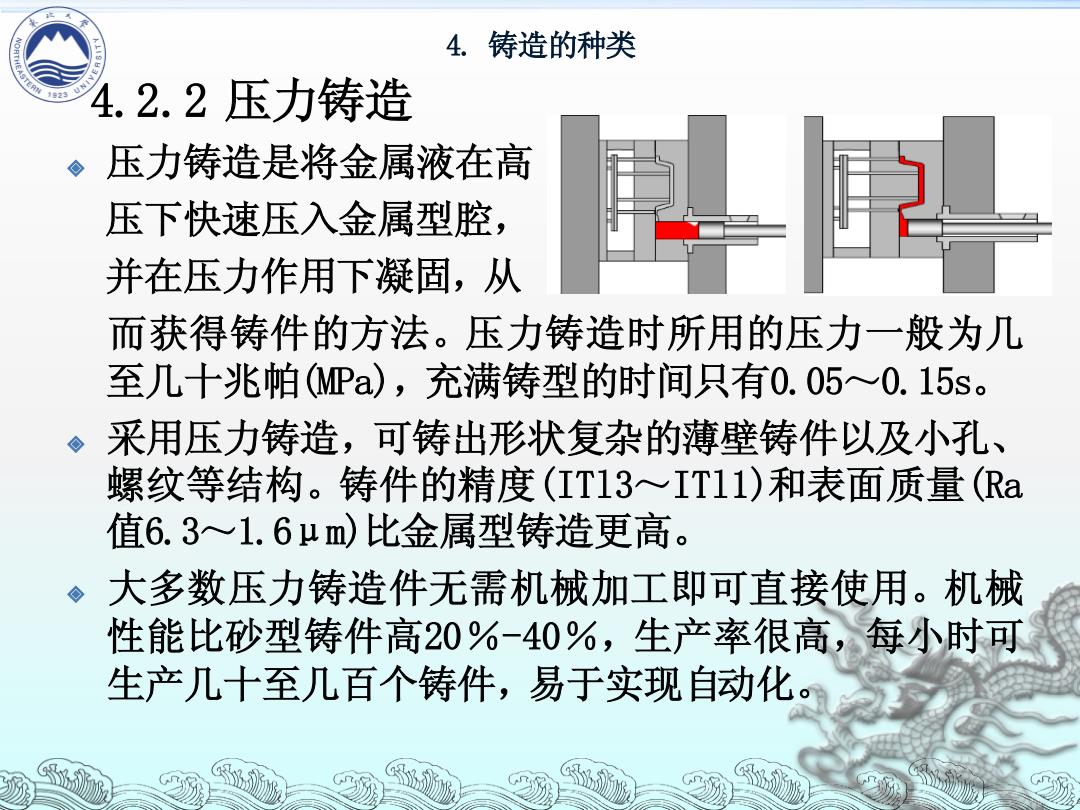
4.2.2 压力铸造 压力铸造是将金属液在高 压下快速压入金属型腔, 并在压力作用下凝固,从 而获得铸件的方法。压力铸造时所用的压力一般为几 至几十兆帕(MPa),充满铸型的时间只有0.05~0.15s。 采用压力铸造,可铸出形状复杂的薄壁铸件以及小孔、 螺纹等结构。铸件的精度(ITl3~ITl1)和表面质量(Ra 值6.3~1.6μm)比金属型铸造更高。 大多数压力铸造件无需机械加工即可直接使用。机械 性能比砂型铸件高20%-40%,生产率很高,每小时可 生产几十至几百个铸件,易于实现自动化。 4. 铸造的种类